Význam použití protivřetene - nastavení nájezdu - zachycení polotovaru - odjezdu a obrábění protilehlých ploch čela + nástrojové osazení, příklad s animací a obr.
Stále modernější a výkonnější obráběcí centra přispívají ke zvýšení efektivity výrobního procesu. Obráběcí centra s protivřetenem, podobně jako poháněná osa C, šetří mezioperační časy a umožňují přesnější výrobu součástí. Abychom na stroji tohoto typu mohli pracovat musíme jej ale nejprve navolit v úvodním nastavení simulátoru.
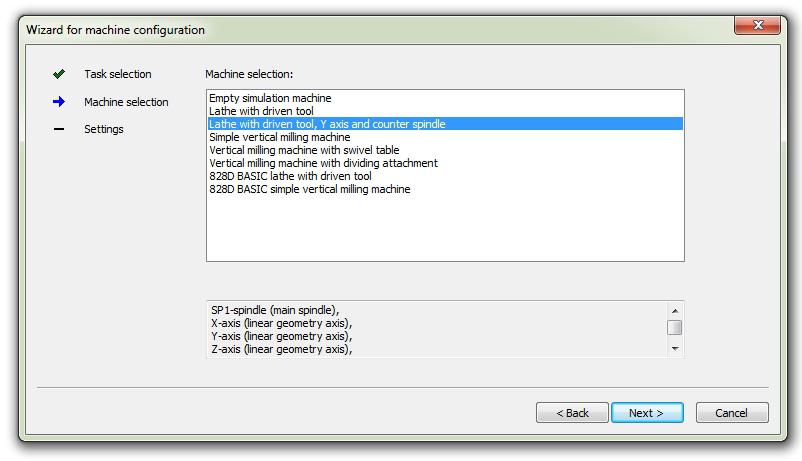
Na úvodní straně v rámci postupu seřízení zmíněného v kapitole "Začínáme soustružit" si v tabulce výběru stroje zvolíme řádek soustruhu s protivřetenem a osou Y.
Obr. 186
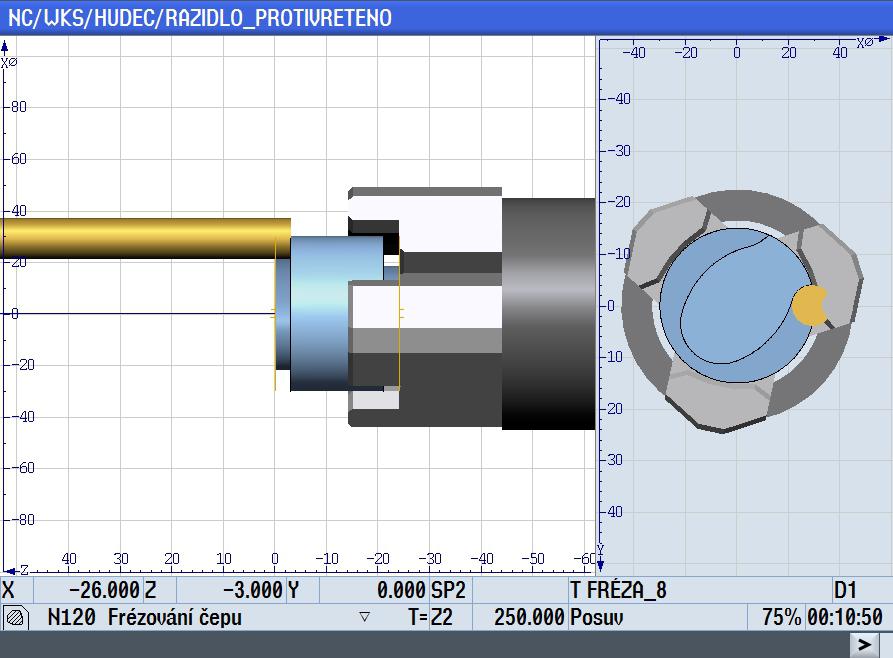
Po nezbytných nastaveních jazyka a rozlišení se tedy můžeme pustit do následujícího příkladu nastavení protivřetene při práci s poháněným nástrojem. Jedná se o oboustranně frézovanou součást s názvem RAZIDLO kde jsou pomocí uživatelského cyklu obrobeny a následně vyfrézovány dva čepy a jedna kapsa. Nás bude ovšem zajímat především nastavení protivřetene na řádku N80. Frézování kapes a čepů je objasněno v samostatné kapitole.
Obr. 187

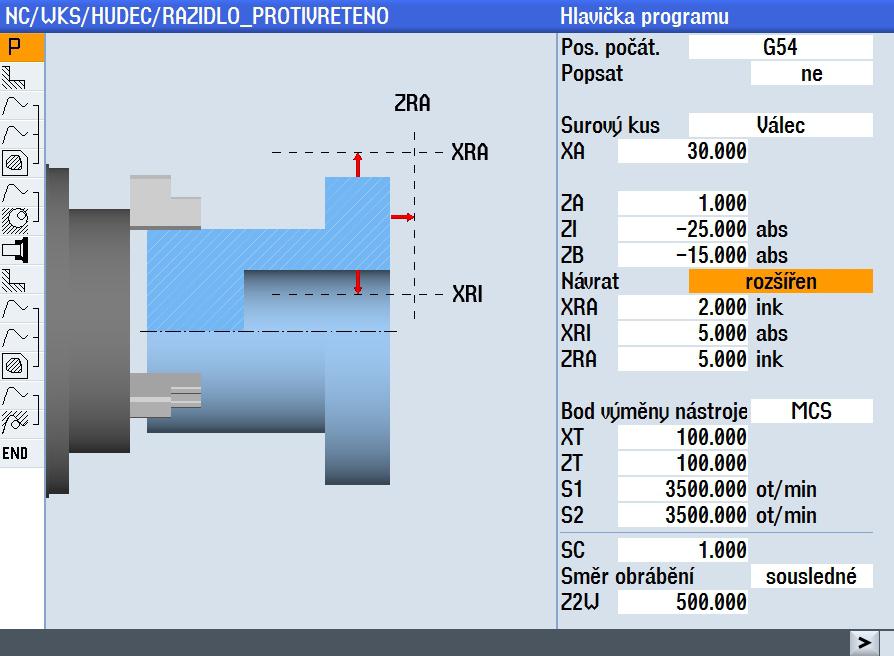
První nezbytné kroky je třeba učinit již v hlavičce programu. Válcový polotovar o průměru 30 mm má celkovou délku 25 mm do které je třeba započítat i velikost přídavku na zarovnání čela tedy resp. obou čel - zde 2 x 1 mm. Z toho plyne, že konečná délka dílce je 23 mm. Součást držíme v hlavním vřetenu za 15 mm (hodnota "ZB"). Neméně důležité je uvolnění odjezdového a nájezdového prostoru pro nástroje "Návrat" musí být "rozšířen" při čem hodnota "XRI" je zadána absolutně. Bod výměny nástroje v pracovním prostoru stroje "MSC" jsem zvolil vzhledem k malé délce použitých nástrojů a zkrácení manipulačních časů 100 mm na průměru a 100 na délce. Obě vřetena mají nastaveno omezení otáček na 3500 ot/min. Polohu protivřetene "Z2W" jsem zadal 500 mm (může se však lišit v závislosti na velikosti konkrétního stroje). "Směr obrábění" je standardně ponechán "sousledný".
Obr. 188
Parkování nástroje v době "Uchopení" se nastavuje samostatně. Propláchnutí sklíčidla je doporučeno, velikost i smysl otáček jsem ponechal shodný s hlavním vřetenem. Úhel pootočení "α1" je při převzetí nulový, stejná je i hodnota "Z1". "ZR" je vzdáleností kde je
Obr. 189
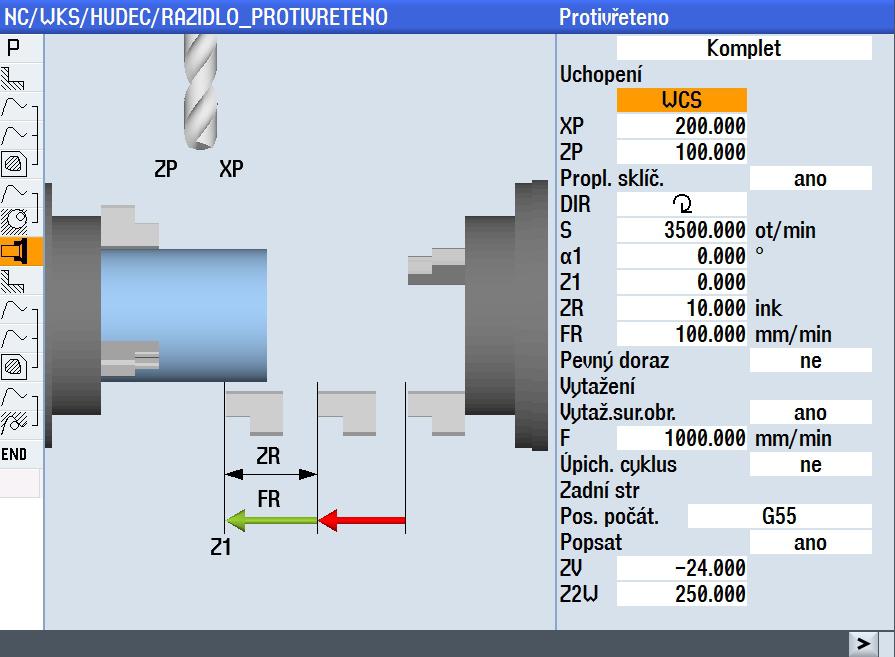
snížen posuv na hodnotu "FR". Hodnoty "Pevného dorazu" i "Upichovacího cyklu" nejsou použity. "Vytažení" je provedeno posuvem 1m/min. Souřadný systém protivřetene je posunut na "G55" a vzdálenost "Z2W"= 250 mm nastavení je závislé na velikosti (šířce) nástrojové hlavy, příp. na jejich počtu. Hodnota "ZV" je posunutí počátku souřadné soustavy obrobku ve směru Z (ink, znaménko se vyhodnocuje).
Obr. 190