Pájení v elektrotechnice (měkké)
Pájení:
- Pájení je vodivé spojování elektrotechnických součástek roztaveným kovem (pájkou).
- Rozdělujeme je na pájení ruční a selektivní.
- Měkké do 450 °C
- Tvrdé nad 450 °C
Pájka:
- Materiál pro spojování součástek za tepla.
- Pro měkké pájení v elektrotechnice se nejčastěji používá eutektická (tuhnutí je bez přechodových fází) slitina cínu a olova, obvykle v poměru 2:1.
- Teplota tání je 185 °C
- Pro práci v elektrotechnice se měkké pájky vyrábějí ve formě trubiček plněné tavidlem, obvykle kalafunou.
- Moderní bezolovnaté pájky jsou slitiny cínu, mědi, stříbra, … (Sn99,3% Cu0,7%; Sn96,5% Ag3% Cu0,5%; Sn95,5% Ag3,8% Cu0,7%)
Tavidlo:
- Chemická látka používaná jako čistící prostředek k odstranění zoxidované vrstvy.
-
Pro měkké pájení se nejčastěji používá:
- kalafuna (organická pryskyřice)
- pájecí pasta (směs zinkochloridu a chloridu amonného s organickými tuky)
-
speciální pájecí kapaliny
- neutrální - pro univerzální běžné použití
- na kalafunové bázi - pro plošné spoje
- na tenké vodiče
- na nikl
- na nerez oceli

Obr. 1 neutrální pájecí kapalina |

Obr. 2 kalafuna |
Páječky:
Páječek je velice mnoho druhů, pro různá použití.
- Transformátorová páječka
- Odporová páječka
- Mikropáječka
- Horkovzdušná páječka pro SMD součástky
- Plynová páječka
- Laserová páječka
- IR páječka
- Robotické průmyslové páječky
- Pájecí linky
Pro ruční pájení v elektrotechnice jsou vhodné tři základní typy.
-
transformátorová páječka (trafopájka,
pistolová páječka)
- univerzální použití
- nelze nastavit teplotu hrotu (smyčky)
-
nevhodná pro pájení složitějších plošných spojů

Obr. 3 transformátorová páječka
-
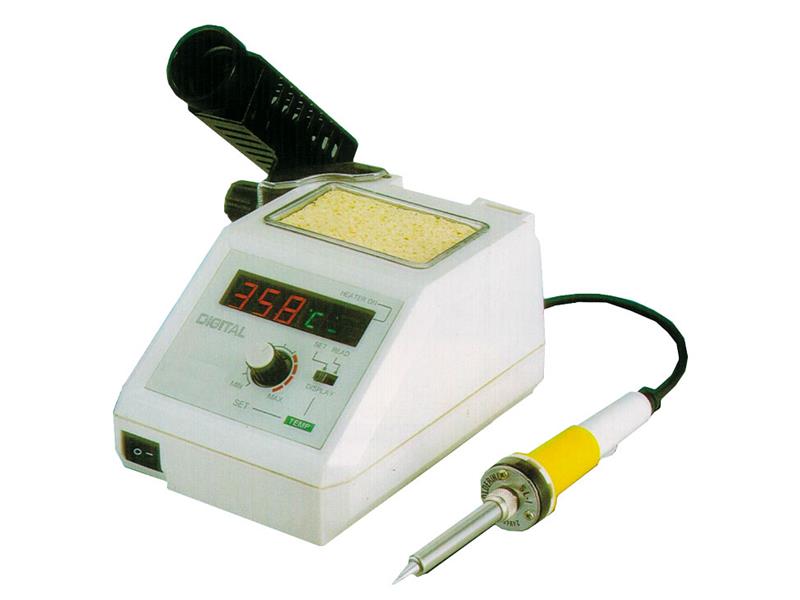
mikropáječka
- vhodná především pro pájení plošných spojů
- možnost nastavitelné teploty hrotu (přesné nastavení teploty)
-
šetrná při pájení k citlivým součástkám

Obr. 4 mikropáječka
-
plynová páječka
- použití podobné jako u mikropáječky
-
teplota hrotu nastavitelná pomocí ventilu plynu (nepřesné nastavení teploty)

Obr. 5 plynová páječka
Metody selektivního pájení
-
na vlně
- Velkosériová výroba, velmi krátký čas pájení.
Obr. 6a
-
horkým vzduchem
- Opravy integrovaných obvodů.
- Vhodné pro pájení SMD součástek.
- Nevýhoda - dlouhý čas pájení (cca 8-10 s).

Obr. 6b
-
roboticky
- Pájení speciálních součástek.
- Velká flexibilita zařízení (možnost snadného zařazení do výrobní linky).
- Doba pájení 2-6 s.
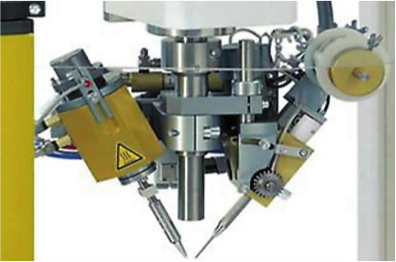
Obr. 6c
-
za pomoci IR světla
- Bezdotyková technologie.
- Velmi rychá a flexibilní metoda pájení.
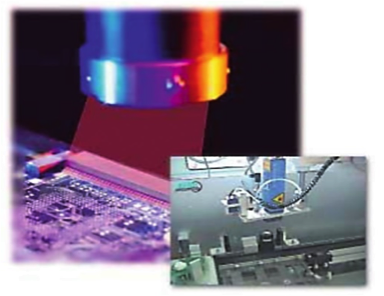
Obr. 6d
-
laserové
- Doba pájení 0,1-5 s.
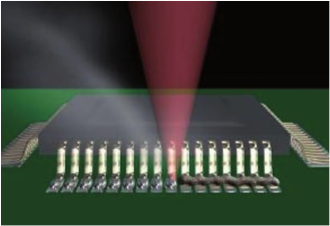
Obr. 6e
-
minivlnou
- Malá flexibilita.
- Vhodlé pro výrobu velkých serií.
Obr. 6f
-
tryskou
- Vysoce sofistikovaná metoda.
- Možnost nastavení pájecího procesu pro každý bod zvlášť.
- Dlouhý čas pájení.

Obr. 6g smáčená tryska

Obr. 6h nesmáčená tryska
Obr. 6i
Obr. 6j
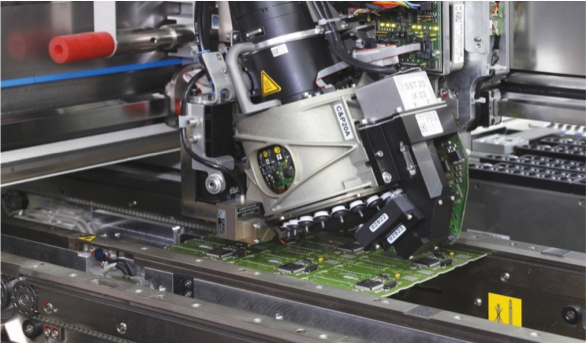
Obr. 10 pájecí automat
Ruční pájení:
- Co budeme pájet? (plošný spoj, kabely, drátové spoje, konektory, ocelový plech…)
-
Výběr vhodné páječky.
- mikropáječka (plošný spoj, konektory)
- trafopáječka (silnější kabely, drátové spoje)
-
Správná pájka a tavidlo.
-
pájky:
- dle tloušťky pájeného materiálu zvolíme i slabší/silnější pájku (trubičkový cín)
- dle složení pájeného materiálu (měď, stříbro, ocel, nikl...), volíme směs pájky
-
tavidla:
- kalafuna (měď, pozlacené či postříbřené součástky)
- neutrální pájecí kapalina (měď, pozlacené či postříbřené součástky)
- speciální pájecí kapaliny (nikl, ocel, zinek...)
-
pájky:
Postup pájení:
- spojovaný materiál musí být zbaven mechanických nečistot a odmaštěný
- musí být pevně uchycen (aby se při pájení nehýbal)
- samotné pájení provádíme na nehořlavé podložce
- na spojovaný materiál naneseme tavidlo
- je-li to možné jednotliné součásti ocínujeme
- spojované části dostatečně prohřejeme a přidáme malé množství pájky
- spoje by neměli být dlouho vystaveny vysoké teplotě
- ve chvíli spávného prohřátí materiálu se pájka se po kontaktu - spoji "rozleje"
- spoj přestaneme prohřívat
- pájka po vychladnutí by měla být lesklá a zcela přilnutá ke kontaktu
- pájené spoje nakonec očistíme od tavidla lihem

Obr. 7 držák na pájení s lupou
Důležité poznámky ke správnému pájení:
-
hrot (pájecí očko) páječky při práci oxiduje
očistíme je smirkovým plátnem, jehlovým pilníkem -
dlouho se pájka na hrotu netaví
zvýšíme teplotu hrotu -
pájka utíká z hrotu-kuličkuje
snížíme teplotu hrotu -
spoj je nepřesný, matný,…
znovu zahřejeme, pájku odstraníme odsávačkou a spoj přepájíme - doporučuji před prvním pájením vyzkoušet nanečisto podobný spoj mimo obvod

Obr. 8a vhodné pájecí očko |

Obr. 8b nevyhovující pájecí očko |

Obr. 8c správně pájený spoj |
Obr. 8d zcela nesprávně pájený spoj |

Obr. 9a správný postup pájení na desku

Obr. 9b horký hrot mikropáječky čistíme o vlhkou houbičku |

Obr. 9c příliš horký hrot, pájka je přepálená |
Otázky:

Odkazy obrazových příloh
Úvodní obrázek AISART. Desoldering of a 1210 capacitor using no flux.. In: Wikipedie [online]. [Cit. 3.10.2016]. Dostupné z WWW: https://upload.wikimedia.org/wikipedia/commons/f/f8/Soldering_a_0805.jpg
Obr. 1 Neutrální pájecí kapalina. Dostupné z: http://www.ges.cz/cz/naradi-pajeni/pajeni/chemicke-prostredky-pro-pajeni/pajeci-kapaliny/SK1C4.html
Obr. 2 Kalafuna. Dostupné z: http://www.srovnanicen.cz/q/Kalafuna%20pro%20pajeni/
Obr. 3 Transformátorová páječka. Dostupné z: http://www.modding.cz/?p=47
Obr. 4 Mikropáječka. Dostupné z: http://www.tipa.eu/fotocache/bigorig/06510008.jpg
{kind=link}
Obr. 5 Plynová páječka. Dostupné z: https://www.alza.cz/hobby/dremel-versatip-d284167.htm
Obr. 6a-j Dostupné z: http://www.dps-az.cz/vyroba/id:5951/selektivni-pajeni-a-jeho-metody
Obr. 7 Držák na pájení s lupou. Dostupné z: http://www.ges.cz/cz/naradi-pajeni/naradi-antistatika/lupy/SK0M.html
Obr. 8a-d Dostupné z: http://ronja.twibright.com/fundamentals_cz.php
Obr. 9a-c Dostupné z: https://www.kufr.cz/view.php?cisloclanku=2012100004
Obr. 10 Pájecí automat. Dostupné z: http://technet.idnes.cz/foto.aspx?r=tec_reportaze&c=A151020_084200_strojirenstvi_rja&foto=RJA5eb51a_SI_01135849.jpg
{kind=link}
Obr. 11a-b Dostupné z: https://cs.wikibooks.org/wiki/Praktick%C3%A1_elektronika/V%C3%BDroba_plo%C5%A1n%C3%BDch_spoj%C5%AF