Příklad s vysvětlivkami, obrázky a animací.
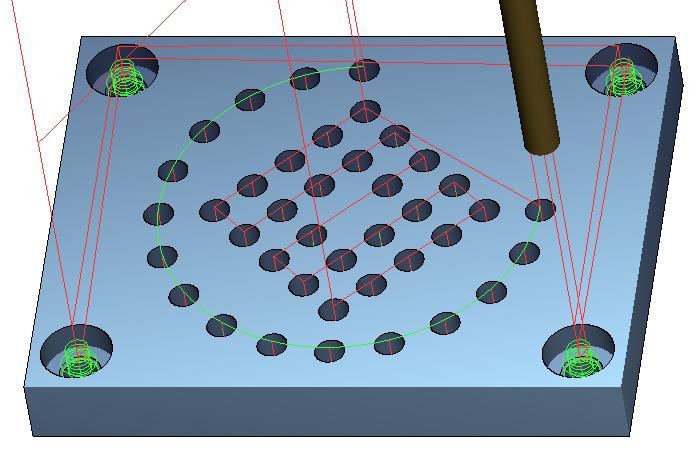
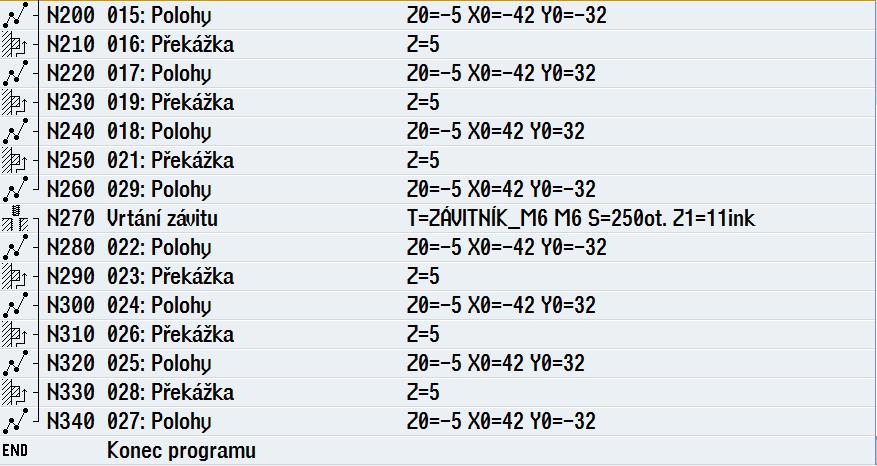
Patří mezi klasické pevné cykly, kde je nastavení posuvu závislé na hodnotách stoupání a definujeme tedy pouze otáčky daného nástroje. Za pomoci cyklu poté systém přizpůsobí "synchronizuje" otáčky a posuv editovaného závitu. Jako příklad dokončíme předchozí dílec vyřezáním závitů M6 v zahloubených šachtách. Polohy a překážky opět zkopírujeme a použijeme tentokrát pro "Vrtání závitu" nástrojem, který si nejprve vložíme do zásobníku jako "ZÁVITNÍK_M6". Nezapomeneme do tabulky zadat hodnotu stoupání závitu (1), jinak nám nástroj nebude správně pracovat!
Obr. 279
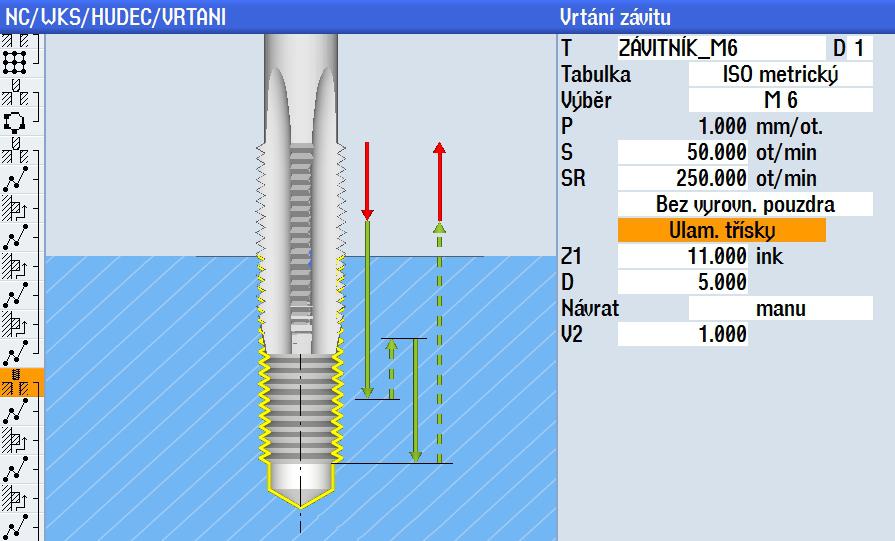
Operace má několik modifikací, které je třeba si vysvětlit. Možnost "Tabulka" reprezentuje závity normalizované v tzv. řadě, které lze v tabulkách najít. Obvykle používáme "ISO metrické", ale na výběr je zde i anglický "Whitworth BSW" či " Whitworth BSP" (plynový) a také americký "UNC" závit. Závitová řada se nám v tomto případě objeví v kolonce "Výběr" stačí označit dle našeho nástroje a stoupání se vypíše automaticky. Pro nástroje stojící mimo tuto řadu je zde možnost "bez", definice stoupání je pak ponechána na nás. Při volbě řezných podmínek máme možnost s nástrojem vyjíždět rychleji "SR". Strategie práce s třískou je podobná jako při operaci vrtání. Třísku lze buď ulamovat (podobně jako při ručním řezání sadovými závitníky), nebo odstraňovat (vyprazdňovat) vyjížděním ze závitu, pokud nemáme k dispozici nástroj s vnitřním chlazením. Velikost "Návratu" (zdvihu) můžeme zvolit "Automaticky" nebo "Manuálně".
Obr. 280
Další možností jak zhotovit závit v otvoru je "Vrtání a frézování závitu" speciálním nástrojem, který na jednom těle sdružuje obě operace. Opět je nejprve nutno jej vložit do zásobníku ze skupiny frézovacích nástrojů pomocí tl. "Offset. Pozor, nástroj má průměr vrtací hlavy jiný než je průměr závitu! Počet zubů je závislý na počtu drážek pro odvod třísky.
Obr. 281

V tomto případě tedy můžeme zrušit vrtací operace v rohových šachtách, nástroj si je vyvrtá sám, a hned po té vyřeže krouživým pohybem v otvoru závit. Otvory nemusejí být vždy skrz, lze vyrobit i slepé díry, ovšem jen do hloubky odpovídající délce pracovní části nástroje.
Obr. 282

I když jsou tyto nástroje poměrně drahé jejich použití v sériové výrobě se vyplatí
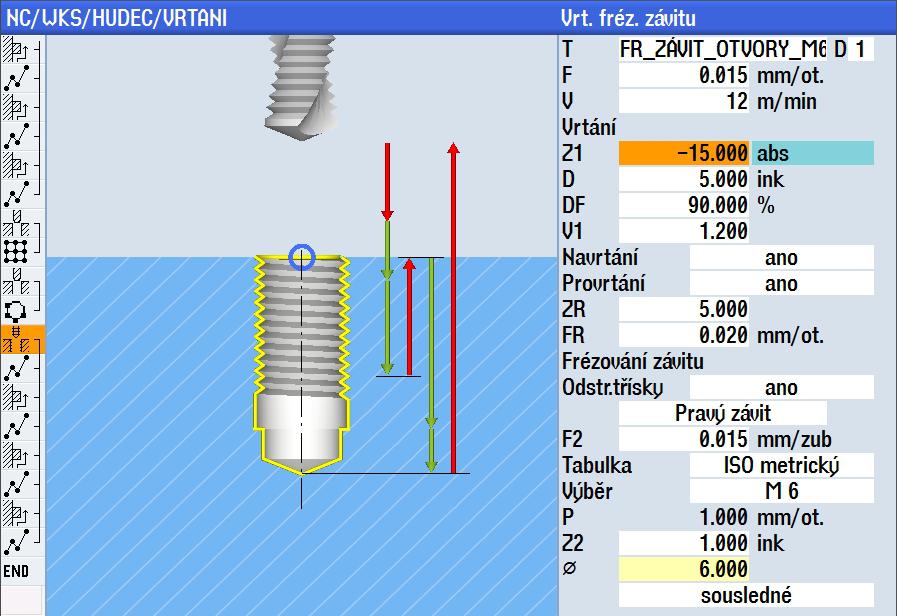
Řezné rychlosti se pohybují v závislosti na materiálu a také délce závitu od 4 do 25 m/min při dodržení maximální délky závitu do 1,5 průměru nástroje. Pro delší závit se pochopitelně řezná rychlost snižuje. Monolitní, povlakované nástroje mají delší životnost i výkon. Vždy je třeba přihlédnout k doporučeným řezným podmínkám výrobce. Následující obrázek ukazuje nastavení cyklu pro náš příklad. Editační pole je delší, neboť sdružuje operace navrtání, vrtání i řezání závitu.
Obr. 283
Obr. 284