Příklad s vysvětlivkami, obrázky a animací.
Obr. 270
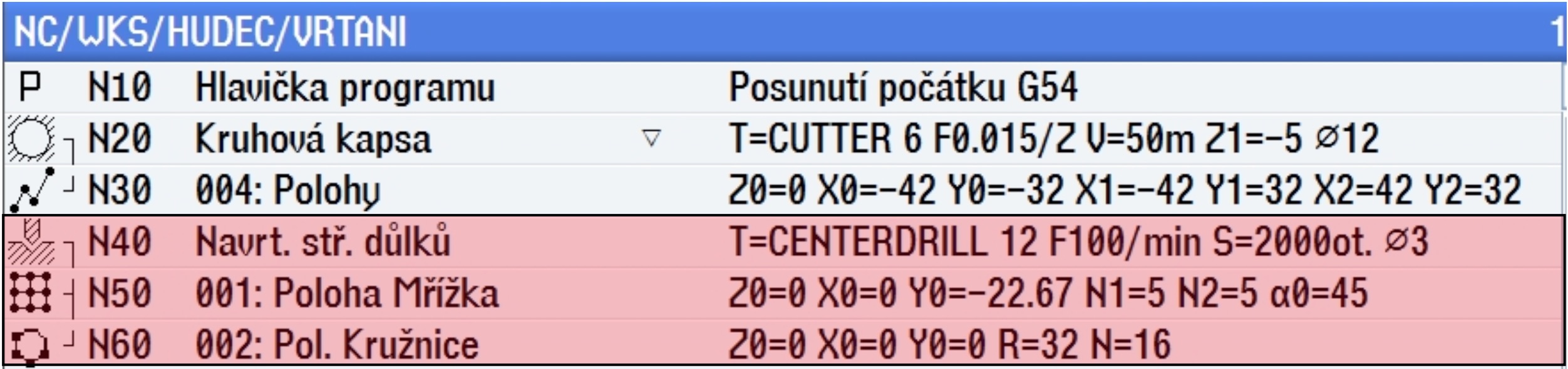
Operace vrtání, úzce souvisí s operací navrtávání. Obzvláště u malých průměrů nástroje (do 10 mm) nelze tuto tzv. přípravnou operaci opomíjet. Její podstatou je totiž nejen správné usazení vrtáku v příslušné pozici, či rozteči ale i případné odjehlení, nebo sražení hrany vrtaného otvoru (např. kvůli zavedení závitníku). Posloupnost operací je dána technologickým postupem výroby. V ShopMillu typicky : navrtat - vrtat - pozicovat, tedy nejprve naprogramujeme navrtávání, nástrojem "CENTERDRILL" (středící vrták) potom hlubokým vrtáním editujeme otvor "VRTÁK_5" a nakonec pozicujeme např. na kružnici. Situace se ovšem může zkomplikovat, je-li na součásti více různě zapozicovaných otvorů. Z ekonomických důvodů není správné "volat" pro každou z operací znovu nástroj se zásobníku čas i opotřebení stroje tím neúměrně narůstá. V našem příkladu si ukážeme, jak se podobným zbytečným výměnám vyhnout.
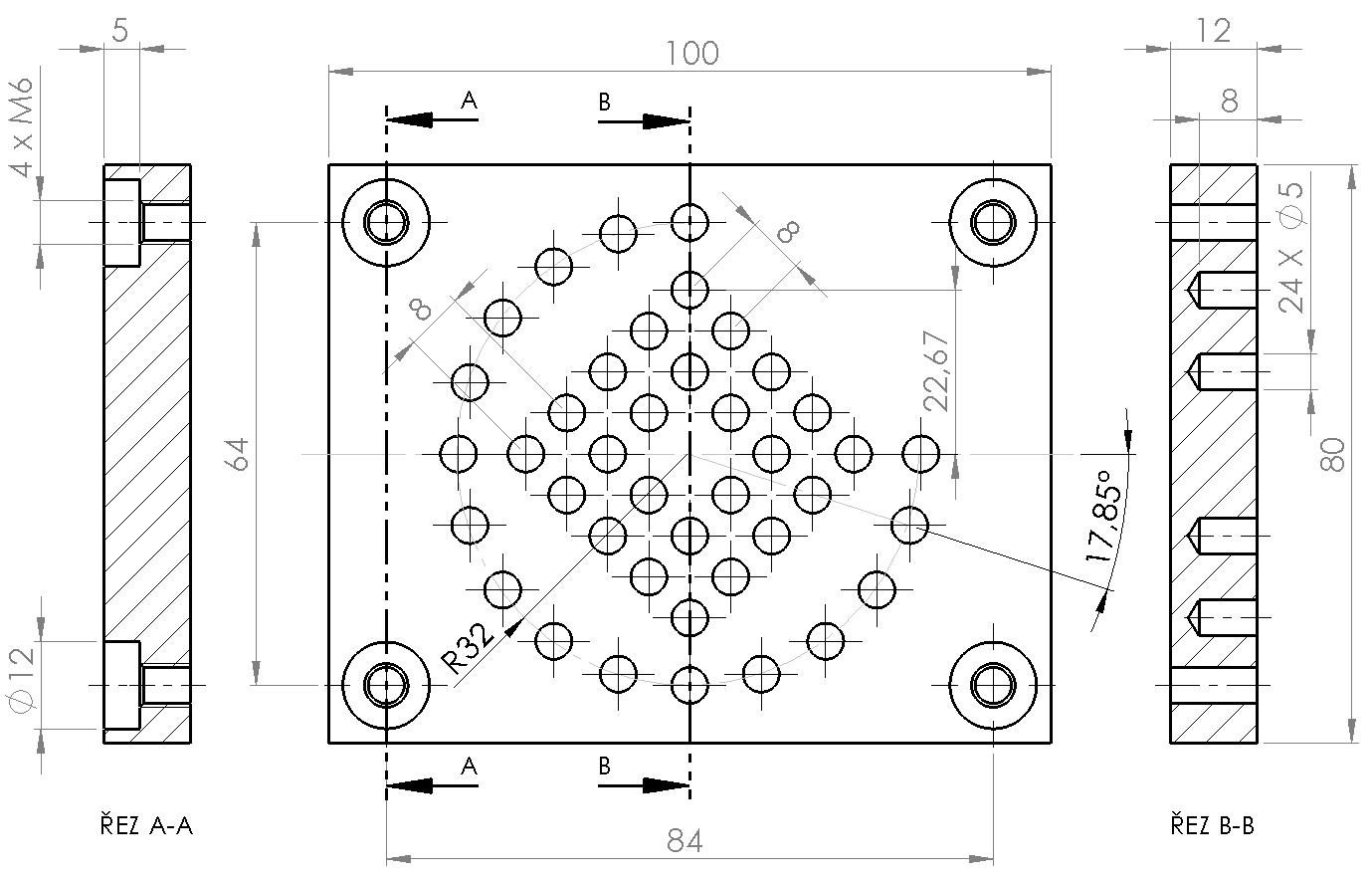
Na ploše obrobku máme celkem tři různě polohované vrtací operace, navíc s různou počáteční hloubkou a doplněné řezáním závitů. Abychom celý postup nekomplikovali příliš, použijeme pro všechna vrtání jednotný nástroj Ø 5 mm. Počátek souřadného systému přeneseme raději na střed polotovaru. Pomocí cyklu kruhová kapsa a funkce polohový vzor, vyfrézujeme nejprve čtyři válcové šachty v rozích viz. téma Jednoduché cykly a jejich kopírování. Pak už přijde na řadu operace navrtávání středících důlků.
Obr. 271
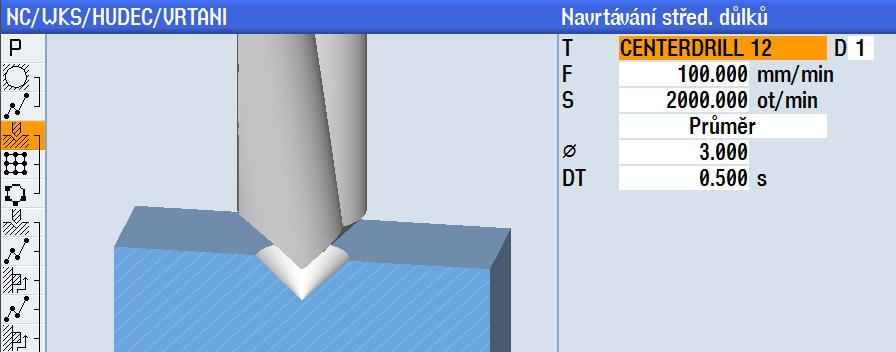
Způsob zadání důlku lze zvolit hloubkou v ose Z či naopak průměrem v ploše X,Y. Zřejmě častější bude použití průměru, kde se orientujeme podle velikosti vrtáku. Důlek musí být tak velký, aby bezpečně vystředil tzv. "příčné ostří" na špičce nástroje viz. obrázek z tématu Vrtání a navrtávání . V adrese "DT" zapíšeme délku přerušení posuvu pro odlomení třísky.
Obr. 272
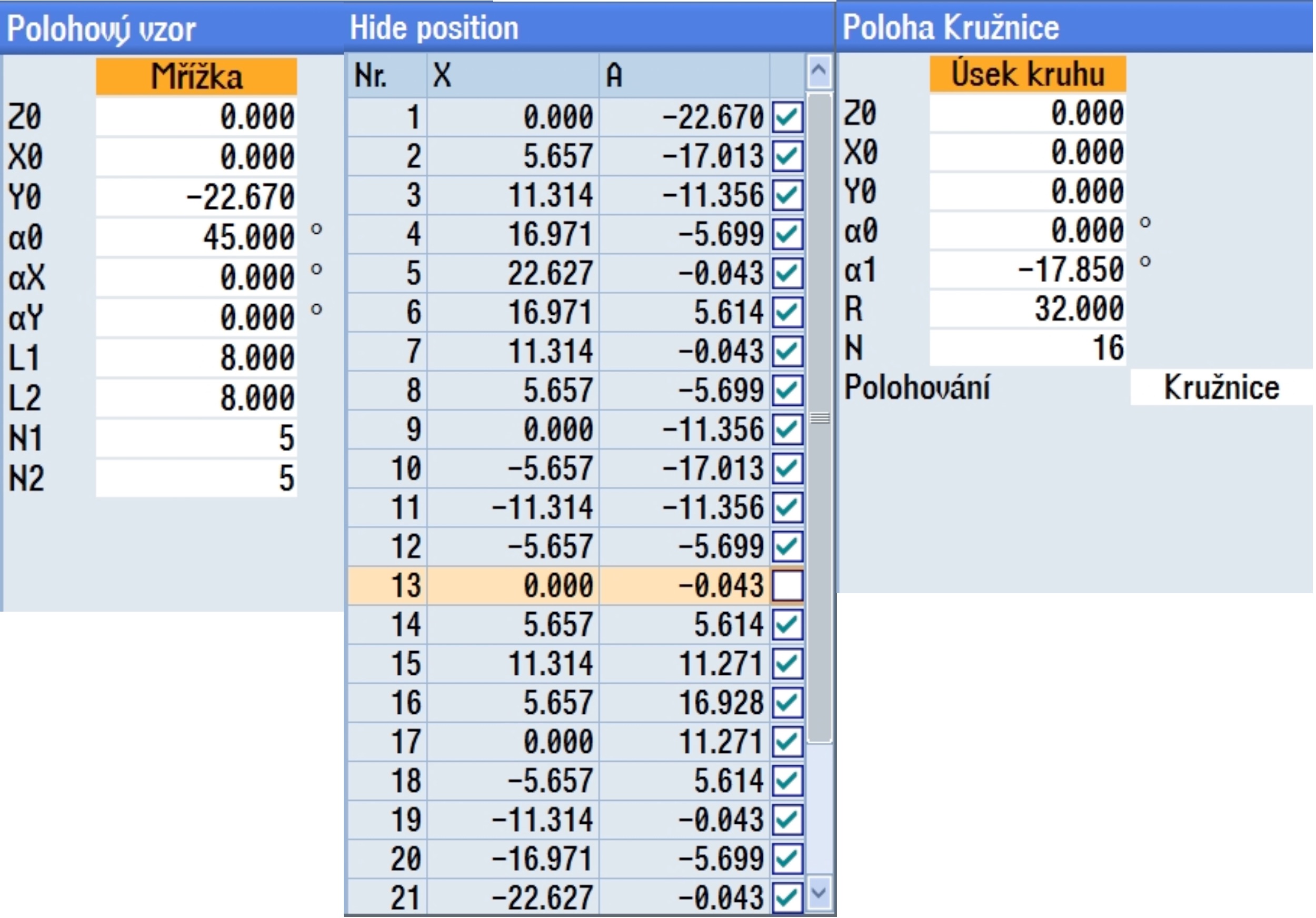
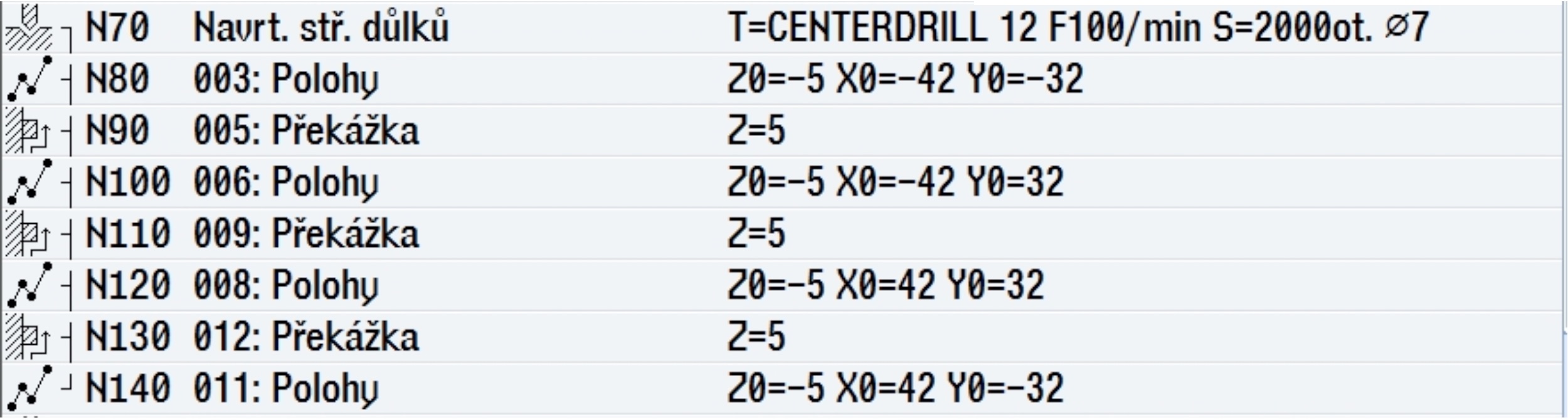
Abychom nástroj využili pro veškerá navrtání důlků, přiřadíme mu pozice všech operací v dané výšce (Z). Nejprve "Mřížku" a pak "Kružnici". Mřížku nadefinujeme z klávesy "Vrtání" "Polohy" "Čára,Mřížka,Rám" polohou rohového otvoru, úhlem, úkosem, roztečí a počtem řad a sloupců. Prostřední otvor lze vynechat pomocí funkce "Hide position" (skrýt pozici) v záložce "Polohy". Poloha Kružnice má dvě volby "Celý kruh" a "Úsek kruhu". Editace je prostá, zadáme úhlovou rozteč, posunutí počátku, poloměr a počet entit. Polohování "Kružnice" či "Přímka" nám umožňuje měnit dráhu mezi jednotlivými pozicemi.
Obr. 273
Následující navrtání (stále pracujeme stejným nástrojem) má však jinou výchozí "Z0" hloubku. Důlky jsou umístěny na dně kruhových kapes v hladině Z = -5 mm . Navíc vzhledem k "Optimalizovanému" zpětnému pohybu nám nástroj při přejezdech vytváří kolizní dráhy mezi jednotlivými pozicemi.
Tuto situaci lze vyřešit nejlépe vložením tzv. "Překážky" mezi jednotlivé pozice. Tato funkce zajistí zdvih nástroje o potřebnou výšku překážky. Zapisujeme čistou hodnotu (5 mm) přídavek "SC" (1 mm) je přiřazen automaticky.
Obr. 274
Na obrázku je znázorněna výška překážky resp. zahloubení v lokálním řezu, který můžeme při simulaci editovat z klávesy "Detaily".
Obr. 275
Veškeré pozice jsme tedy již navrtali, zbývá nám tedy už jen vyvrtat otvory. Protože máme pro změnu různou hloubku děr resp. v mřížce jsou otvory pouze do hloubky -8 mm je třeba vrtací operace rozdělit dle těchto hloubek.
Obr. 276

Zatím co v pozici určujeme tzv. výchozí hladinu, v cyklu "Vrtání hlubokých děr" zase říkáme jak bude díra hluboko. Orientace hloubky má dvě verze "Špička" a "Stopka" jejich použití se řídí způsobem zakótování na výkrese. Práce s třískou spočívá buď v "Ulamování třísky" nebo v jejím "Odstraňování" jinak též vyprazdňování, kdy nástroj opouští šachtu, aby třísku snáze odstranil. Tento způsob je vhodný pro konvenční nástroje bez vnitřního chlazení.
Obr. 277
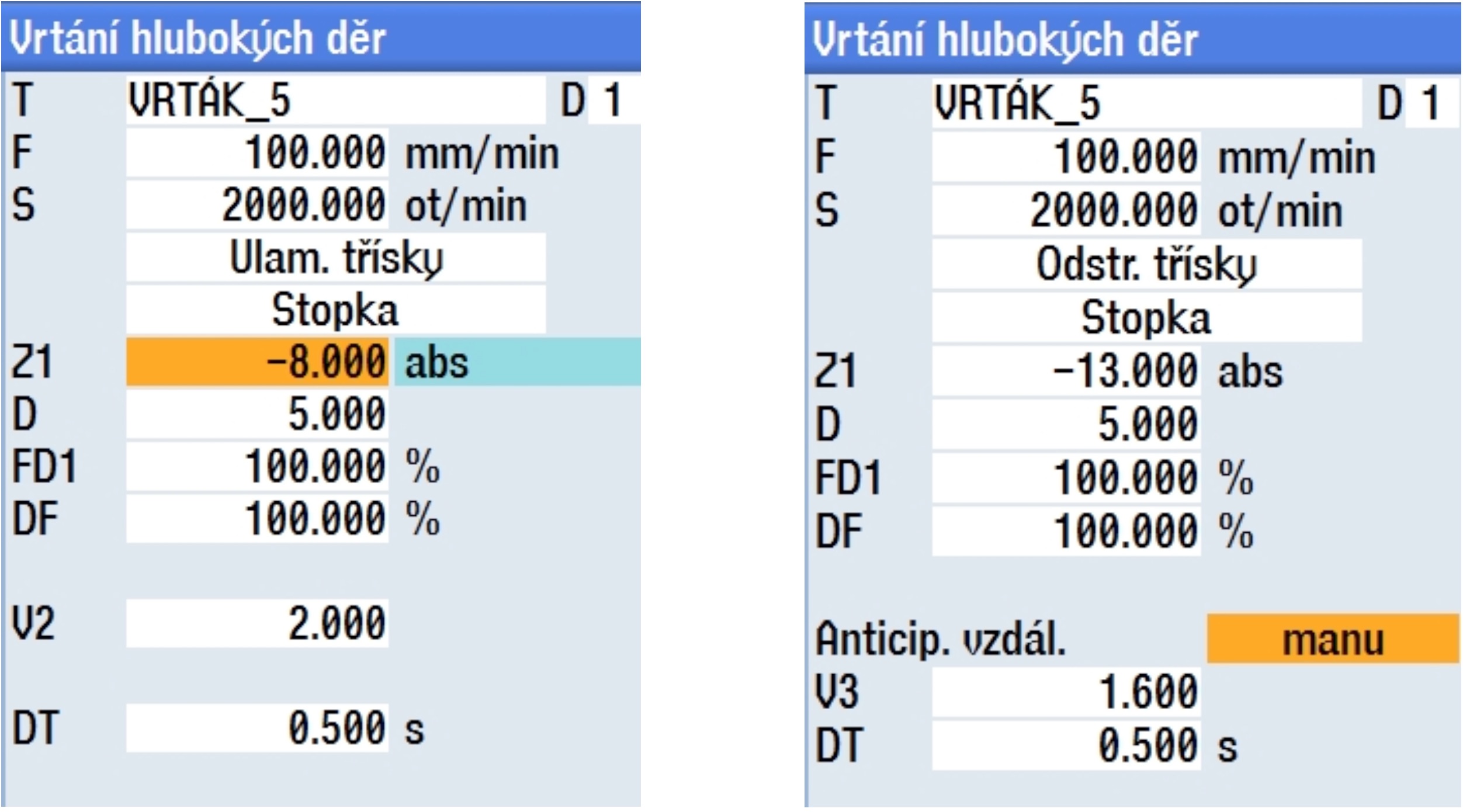
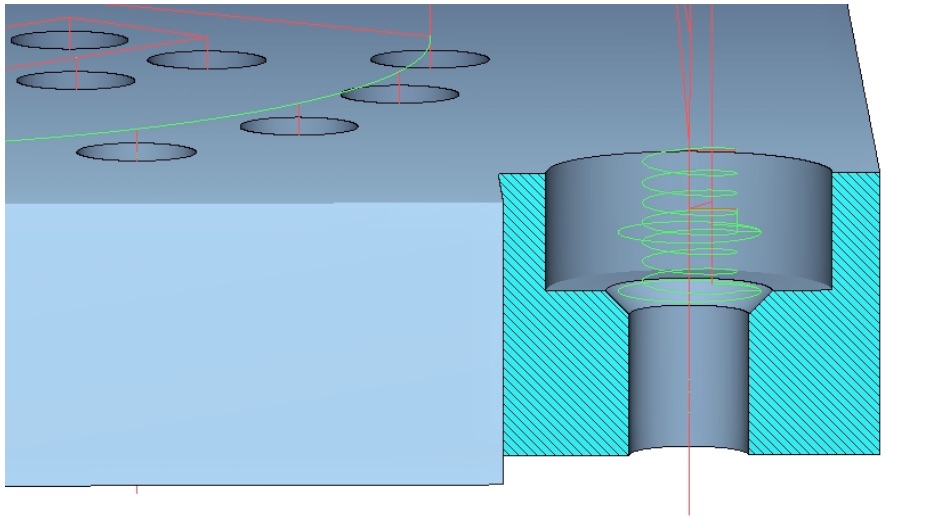
Na závěr nám zbývá vyvrtat průchozí otvory v zahloubených šachtách. Abychom nevrtali vzduch, pracujeme z hloubky Z = -5 a nástroj posíláme o milimetr níže než je síla polotovaru z důvodu odříznutí třísky. Pozice polohy i překážek už pouze kopírujeme z předchozího navrtání středících důlků.
Obr. 278

Poznámka : Při vrtacích cyklech se často stává, že při spuštění simulace máme nezvykle dlouhý výrobní čas. Zpravidla je to způsobeno záměnou jednotek v posuvu F, na místo milimetrů za minutu použijeme mm/ot.!