V pracovním prostoru CNC stroje je nutné určit některé základní vztažné body, z důvodů následné orientace v souřadném systému.
-
Nulový bod stroje
Je pevně určený výrobcem stroje a nemůže být uživatelem (obsluhou stroje) měněný a je výchozím bodem pro všechny další souřadnicové systémy a vztažné body na stroji. Vzdálenost mezi nulovým bodem stroje a referenčním bodem je výrobcem stroje přesně odměřena a vložena do paměti řídicího systému jako strojní konstanta. -
Referenční bod stroje
Je přesně stanovený výrobcem a jeho aktivací (fyzické nabytí této polohy při spuštění stoje po jeho předchozím úplném vypnutí) dochází ke sjednocení mechanické a výpočetní části stroje. Slouží k přesnému nastavení odměřovacího systému po zapnutí stroje. -
Nulový bod nástroje
Nachází se na dorazové ploše revolverové hlavy (CNC soustruh) nebo dorazové ploše vřetene (CNC frézka). Protože pro praktické použití je pohodlnější zadávat polohu špičky nástroje (která se liší u každého nástroje), zadáváme řídicímu systému pro každý nástroj hodnoty korekcí, které určují vzdálenost referenčního bodu nástroje a špičky nástroje. Podle těchto diferenčních hodnot vypočítá řídicí systém dráhu k cílovému bodu.
|
|
|
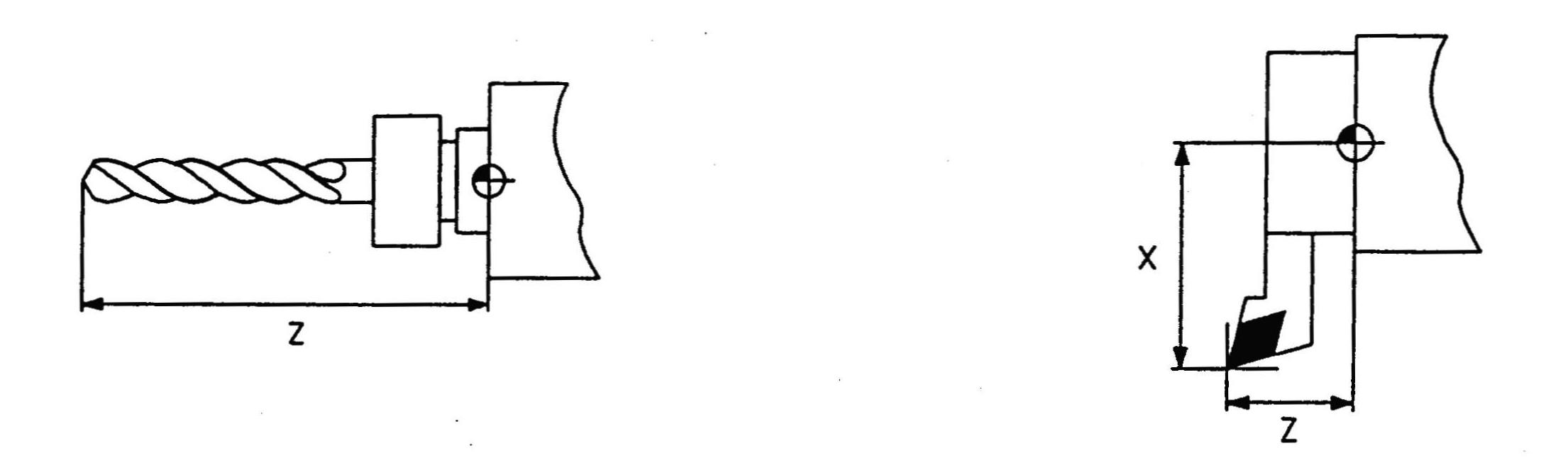
U osových nástrojů zadáváme do tabulky korekcí pouze délkovou korekci.Tato hodnota je rovna vzdálenosti břitu nástroje od ref. bodu nástroje |
Hodnoty korekcí pro soustružnické nože jsou odměřeny jako vzdálenost špičky od ref. bodu nástroje v osách X a Z |
-
Nulový bod obrobku
Lze nastavit v libovolném místě pracovního prostoru obráběcího stroje a jeho polohu určuje technolog – programátor. Umísťuje se do takového místa, aby se co nejvíce zjednodušilo programování v souvislosti s výpočtem jednotlivých průsečíků či koncových bodů programovaného obrysu (konstrukční základna). Tento bod by měl být dobře dostupný při upínání obrobku. Může být podle potřeby programově posouván během obrábění (transformace souřadnic).
|
|
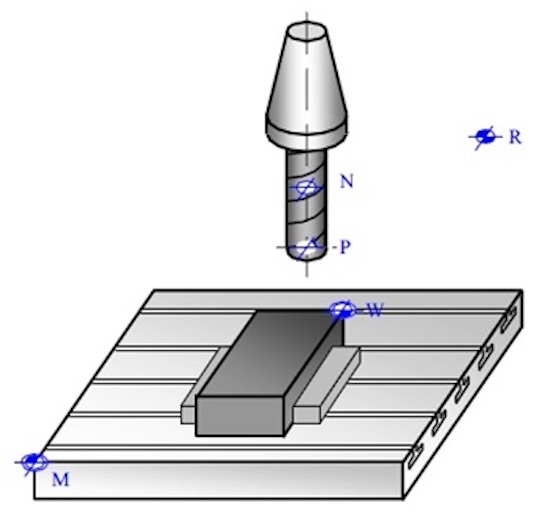
M – nulový bod stroje
W – nulový bod obrobku
R – referenční bod stroje
N – nulový bod nástroje
P – posunutý nulový bod nástroje o hodnotu délkové korekce |