Jemný, hrubý a norm.závitové destičky uni. a speciální ukázka použití s animací, obr. a vysvětlivkami.
Výroba závitů je typickým příkladem použití cyklu, který má svá pevně daná pravidla. Základem je synchronizace otáček vřetene a posuvu nástroje při které dojde k vytvoření odpovídajícího stoupání dle výkresové dokumentace. To je také jedním z důvodů proč bývají závity, jak vnitřní tak i vnější, doplněny závitovým zápichem viz. předchozí kapitola. Než se však pustíme do samotné výroby závitu je třeba si říci něco k nástroji pro jeho výrobu. Jejich nabídka je stejně široká, jako je i rozmanitá paleta různých typů závitů od běžných spojovacích přes pohybové, plynové a další, které se liší nejen směrem otáčení ale i tvarem či úhlem stoupání. Snad nejčastěji se však setkáme se závitem metrickým, ať už normalizovaným, či s předepsaným stoupáním, je standardně pravotočivý s vrcholovým úhlem 60°. Této geometrii musí pochopitelně odpovídat i řezný nástroj resp. řezná destička či závitová čelist. Pro běžné použití rozlišujeme nástroje univerzální - schopné vyrobit jediným plátkem více velikostí stoupání a specializované destičky pro jediný konkrétní typ stoupání. Průměr závitu zde hraje jen minimální roli.
Obr. 179
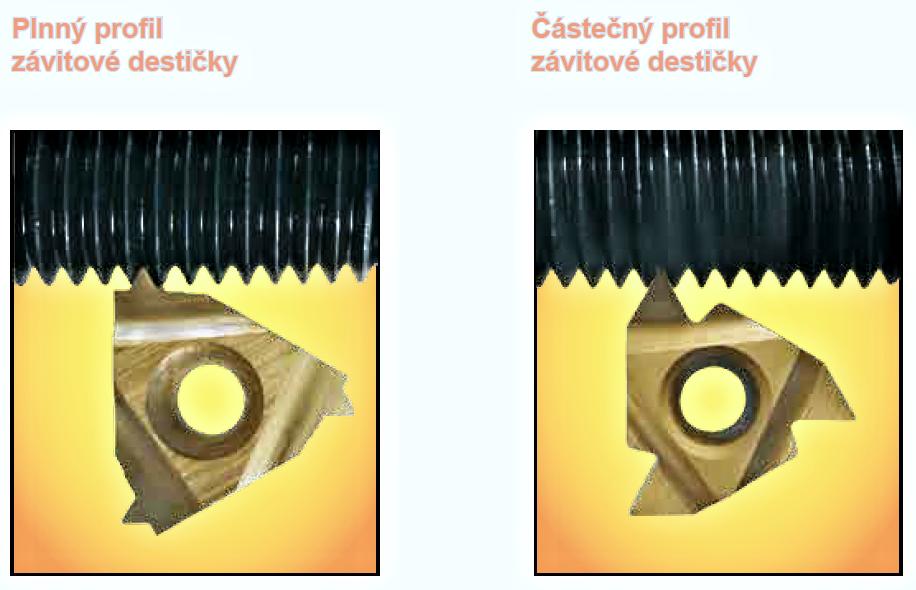
Rozdílný je nejen tvar destičky, ale i úhel náklonu břitu (λ) vzhledem ke stoupání šroubovice daného závitu který je standardně 1,5° (přímo na držáku) a je možné jej měnit pomocí destičkových podložek (2,5° 3,5° 4,5°) Úhel sklonu VBD musí odpovídat úhlu stoupání šroubovice, protože v případě, že se úhel stoupání šroubovice i úhel sklonu profilu podstatně liší, dochází ke zkreslení průřezu obrobeného závitu i k nerovnoměrnému otěru obou bočních břitů. Velikost přísuvu a počet záběrů - jsou závislé na stoupání závitu. Pro různé typy závitů je lze volit podle tabulek.Hodnoty v nich uvedené je nutno považovat za výchozí a lze je podle konkrétních zkušeností upravovat. V případě, že dojde k lomu břitu, doporučuje se snížit velikost přísuvu a zvýšit počet záběrů. Velikost přísuvu by neměla být nižší než 0,05 mm resp. při soustružení austenitických ocelí a měkkých ocelí je minimální přípustný přísuv 0,08 mm na jeden průchod nástroje.
A teď se již podívejme na konkrétní postup při řezání závitu uvedený v příkladu č.1 "EXAMPLE1". Závitový nůž označený "THREADING_1.5" odpovídá svým tvarem i označení specializované destičce se stoupáním 1,5 mm. Pod ním uvedená kolonka "Tabulka" je nevyplněna (bez) jelikož se pro daný průměr (X 30) nejedná o normalizované stoupání, nýbrž jde o závit s jemným stoupáním. Hodnota "G" je rovněž nulová - zde se nastavuje nelineární stoupání závitu (např. pro některé typy pohybových šroubů) otáčky jsou zde nižší (kvůli polohování a synchronizaci vřetene). "Obrábění" má spojeno hrubování s dokončováním (pracuje se pouze jediným typem nástroje). Hloubka řezu je "Lineární" tedy stále stejná - zde existuje varianta "Degeresívní" tedy česky "úbytková" kdy se záběr snižuje spolu s "opásáním" břitu nástroje. Což je vhodné zejména pro houževnaté materiály z austenické oceli, nebo v případě kdy hodláme snížit opotřebení destičky. Závit je dále třeba definovat jako "Vnější" určit jeho průměr (X 30) a počátek (Z 0) a konec - tedy délku (Z-16) dále definujeme délku nájezdové a odjezdové dráhy (LW,LR) hloubka závitu (H1) se vyplní sama (odvozuje se ze stoupání) (αP) je nájezdový úhel nástroje a definujeme jej tehdy, pokud chceme použít najetí jednou,nebo střídavě oběma stranami břitu, pokud zadáme úhel 0° dojde k radiálnímu nájezdu (kolmo k ose rotace) což se často používá kvůli rovnoměrnému zatížení obou stran břitu. Hodnota (ND) určuje počet průchodů nástroje při hrubování a ten je zase závislý na velikosti stoupání. V položce (U) zohledníme velikost přídavku pro dokončení, tento pohyb se k celkovému počtu průchodů ještě přičítá. (NN) je hodnotou tzv. prázdných průchodů, které jsou zařazeny na konec cyklu a slouží tedy ke konečnému vyhlazení závitu, zvláště v případech nízké tuhosti soustavy, kdy je nástroj či obrobek hodně vyložen a dochází k tzv. odtlačování. Poslední položkou (VR) je velikost odjezdu nástroje při přejíždění nad závitem. Vícechodý závit lze definovat počtem chodů a způsobem jejich obrobení. (α0) umožňuje posunutí nájezdového úhlu ve stupních.
Obr. 180
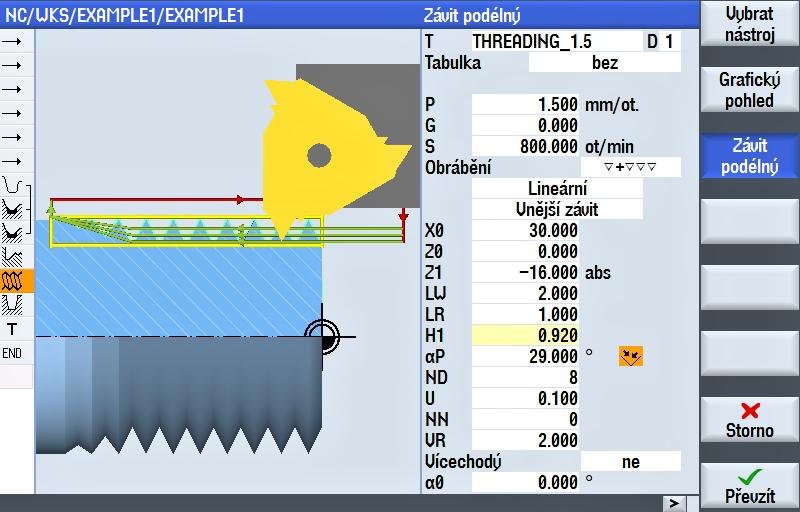
Z příkladu jeho animace i simulace ovšem vyplývá, že výsledný závit bude levořezný (což ve výkresové dokumentaci nebylo zmíněno). Pro nápravu stačí jen přehodit hodnoty Z0 a Z1 - závitový nůž se poté bude pohybovat ve správném směru, tedy zevnitř ven.
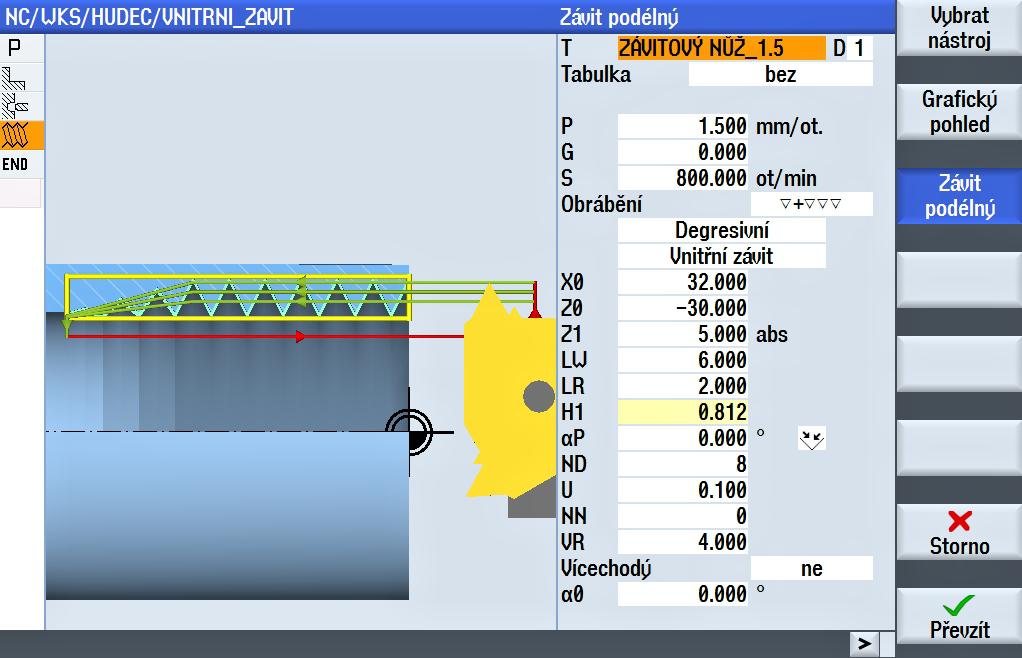
Pro závit vnitřní je postup prakticky shodný, jen je třeba si pro něj vytvořit obrácený nástroj a dostatečně velký otvor (X 32), navíc již při založení polotovaru v hlavičce programu nadefinovat rozšířenou možnost návratu pro vnitřní dutinu (abs).
Obr. 181