Vysvětlení a zákl.popis nástrojů a jejich použití na kontuře vč.základních interaktivních vzorců pro výpočet řezné rychlosti a otáček + doporučené průměrné hodnoty řezných podmínek od výrobců VBD ve vztahu k různým typům materiálů, velikosti třísky a typu destičky. Vysvětlení tabulky nástrojů a její editace. Upozornění na možné chyby!
Veškeré operace s nástrojem se zadávají z implicitní (výchozí) tabulky, kterou lze otevřít tlačítkem "Vybrat nástroj" z kterékoli operace, cyklu nebo obrábění kontury.
Obr. 114

Obr. 115
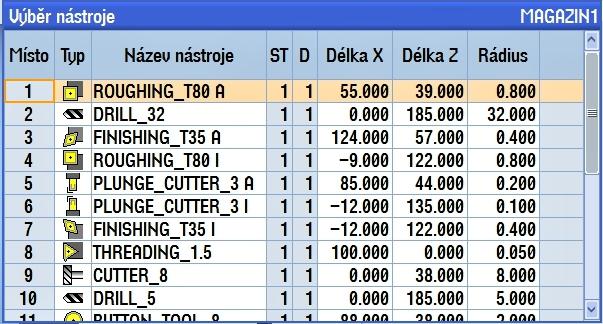
Při rozlišení typu nástroje (základní sada není počeštěna) lze vycházet z ikon pod označením "Typ". Další detaily např. hodnoty korekcí délky a rádiusu břitu následují. Tuto výchozí tabulku "MAGAZIN 1" lze pochopitelně doplnit o další nástroje dle vlastní potřeby. Na co je třeba upozornit je přepisování stávajících nástrojů. Přepsaný nástroj sice bude v daném programu normálně pracovat, ovšem problém budou mít veškeré dosavadní programy ve stroji, které jsou na původním nástroji závislé. Další neplatné vazby mohou vzniknout při přenosu programu na jiný stroj např. doma. V takovém případě je lépe používat export celého stroje, tedy včetně nástrojové sady s vámi dotvořenými nástroji. Vyexportování (záloha) celého stroje na flash disk je otázkou cca pěti minut a je součástí úvodního nastavení stroje.
Potřebujeme-li do tabulky vložit nový nástroj, nelze to udělat z "Výběru nástroje" je třeba použít tlačítko "OFFSET" z hlavního panelu.
Obr. 116

Tabulka se poté změní na "Seznam nástrojů" ve kterém je možné chybějící nástroj vytvořit.
Obr. 117
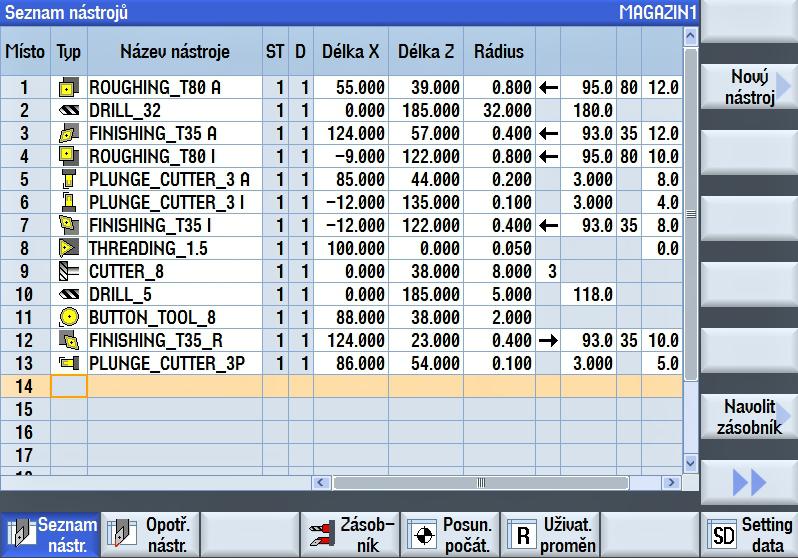
Tlačítko "Nový nástroj" se v boční liště objeví po označení následujícího volného řádku (14).
Obr. 118
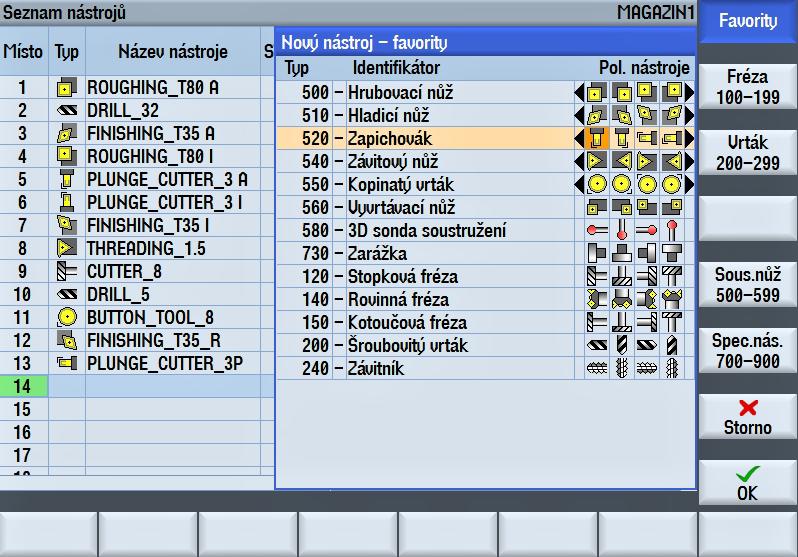
Výběr nového nástroje je umožněn celkem pěti podskupinami, které mají další detailní rozdělení podle tvaru a použití příslušného nástroje. Poloha nástroje může být určena až osmi kvadranty (u stranových nožů) z nichž je třeba správně vybrat např. předosový, zaosový, levý, pravý, čelní nebo zadní, vnitřní či vnější nůž. Jako pomůcka opět slouží ikona v dotyčné poloze, přičemž referenční poloha břitu je v některých případech označena symbolem rohu. Nově vložený nástroj již obdrží český název, ke kterému je vhodné, čistě z hlediska zjednodušeného vyhledávání, přiřadit rozměr.V případě soustružení se jedná spíše o osové nástroje - navrtáváky, vrtáky, závitníky příp. nástroje poháněné, např. stopkové frézy. U stranových nástrojů je rozměr vyjádřen úhlem špičky např. "FINISHING_T35 A".
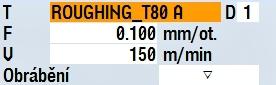
V praxi vždy vycházíme z rozměrů skutečného nástroje resp. rozměrů načtených při ručním nebo automatickém (sondou) zadání korekcí a dále z hodnot popsaných výrobcem nástroje na krabičce či v katalogu.
Obr. 119

Výpis základních vlastností nástroje uzavírá smysl otáčení vřetene a aktivace chladící kapaliny. Pozor musíme dát na reverzaci (změnu smyslu ot. vřetene) osových nástrojů při použití nástrojové hlavy umístěné za osou rotace (typická konstrukce CNC soustruhů).
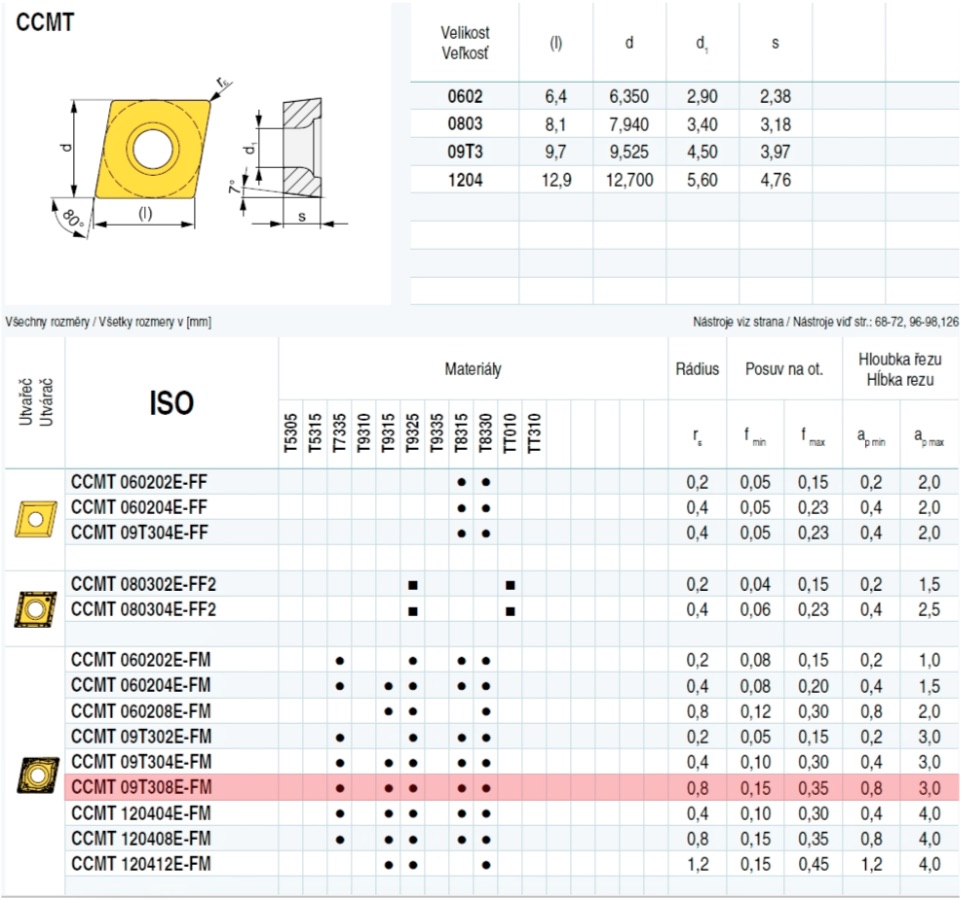
Řezná rychlost se při soustružení volí obvykle dle doporučení (katalogu) výrobce nástrojů. U soustružení průměrů používáme nejčastěji tzv. "konstantní řeznou rychlost" pro formát DIN jde o výraz G96 S150 LIMS 3500.
Obr. 120
Ukázka z katalogu firmy "PRAMET" pro výše uvedenou destičku "ROUGHING_T80 A"
Obr. 121
Při vrtání a soustružení závitů se používají konstantní otáčky (G97). Tyto otáčky závisí na požadované řezné rychlosti např.100 m/min a na průměru nástroje (vrtáku).Zadání potom může vypadat takto : G97 S1200. Pro lepší představu opět ukázka doporučených řezných podmínek pro monolitní (trvrdokovové) vrtáky bez vnitřního chlazení.
Obr. 122
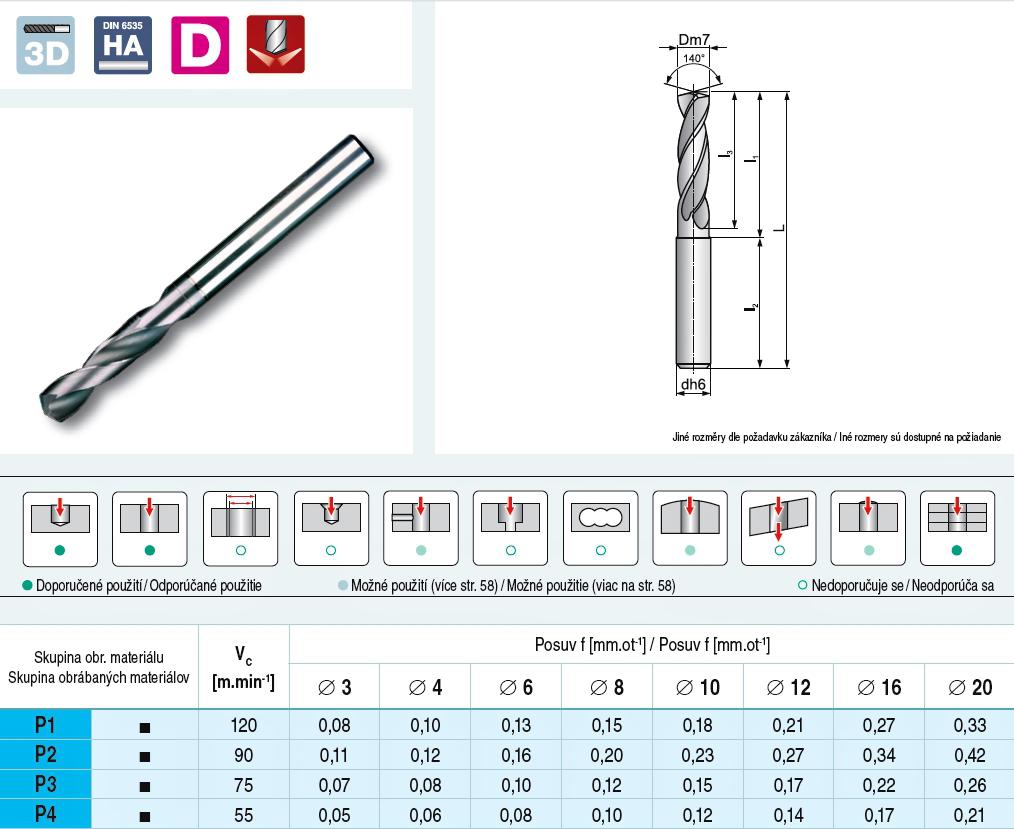
Pokud je tedy průměr vrtáku 20 mm a doporučená řezná rychlost pro vrtání v konstrukční oceli 120 m/min zjistíme otáčky nástroje z následujícího vzorce.
Obr. 123
