Strategie dokončování povrchu - drsnost v závislosti na řezných podmínkách, obr.
Prakticky jakákoliv dokončovací metoda obrábění, tedy i soustružení, zanechává na povrchu obrobené plochy větší či menší nerovnosti. Při navrhování této tzv."drsnosti povrchu" vycházíme především z technologických požadavků na jeho další použití příp. prostředí ve kterém má pracovat (teplota, vlhkost, stupeň zatížení apod.). Tyto a další vlastnosti, (např. svařitelnost), jsou z pravidla obsaženy v technologických podkladech a ve výkresové dokumentaci vyjádřeny normalizovaným značením. Pro normalizované značky "drsnosti" povrchu je výchozí hodnotou struktura jeho profilu. Drsnost povrchu (značíme Ra) vyjadřuje průměrnou aritmetickou úchylku profilu povrchu. Odpovídá vždy způsobu obrábění.
Obr. 155
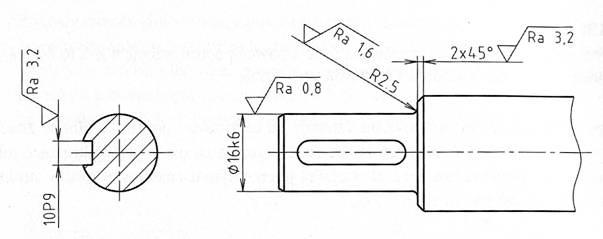
Příklad značení drsnosti povrchu ve výkresové rovině - na vynášecích čarách.
Obr. 156
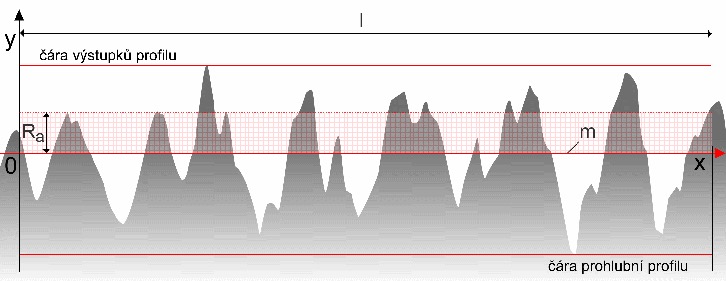
Obrázek ukazující (teoretický) detail struktury povrchu s hodnotou "střední aritmetické úchylky" Ra vztažené k středové tj. průměrné ose drsnosti (m). Pro praktické použití lze tyto hodnoty vyjádřit následujícím přehledem.
Obr. 157
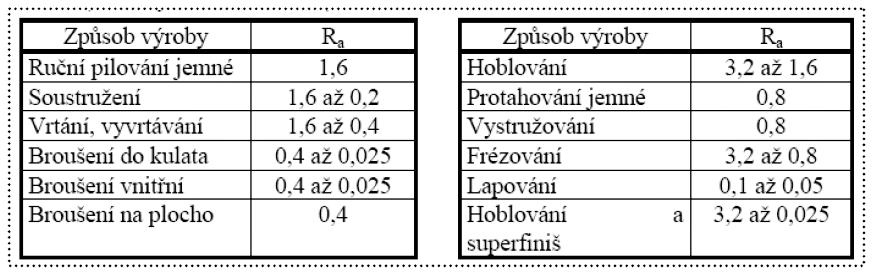
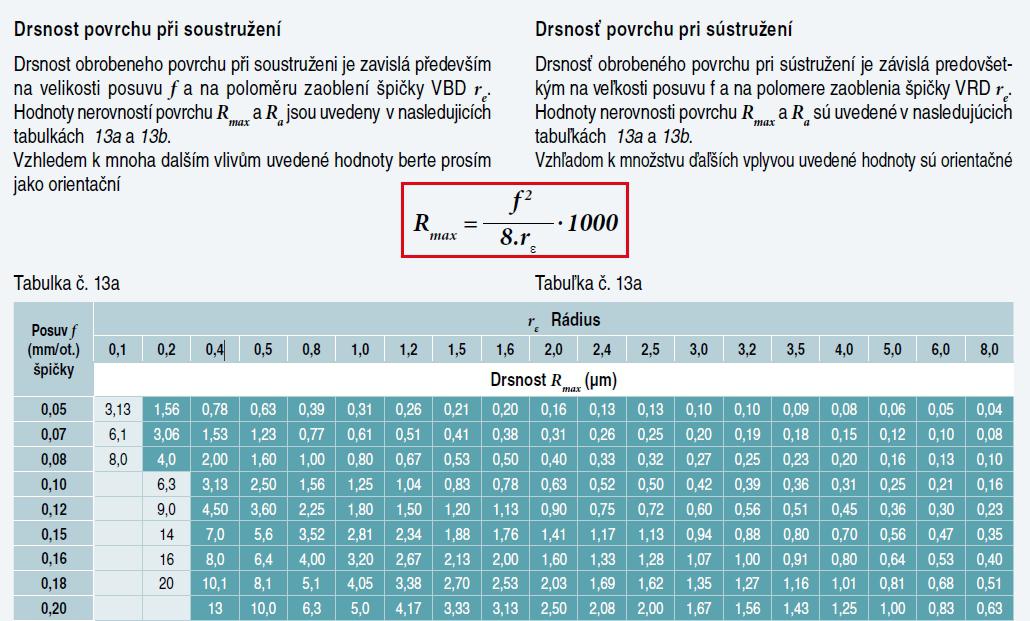
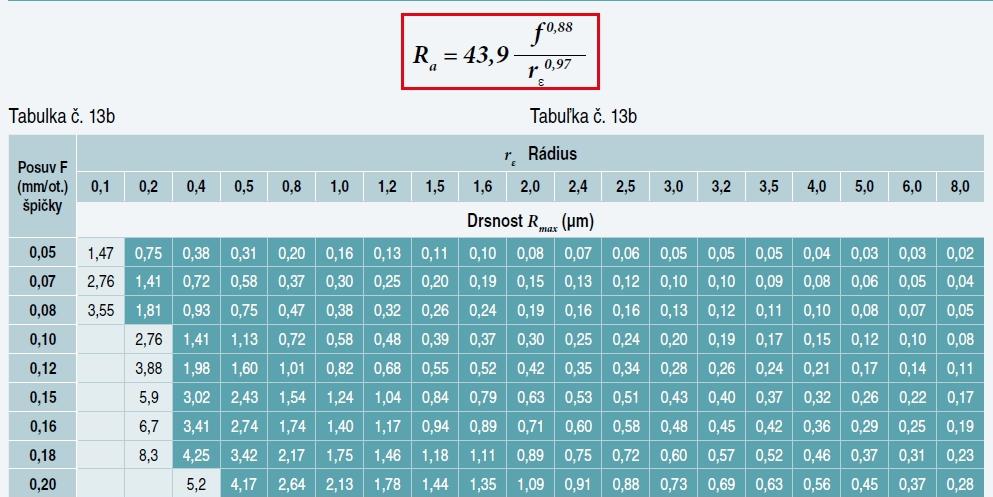
Z tabulky vyplývá, že soustružení je na tom co do jakosti povrchu, lépe než frézování. Následující tabulky (od firmy Pramet) dokladují konkrétní podmínky posuvů v závislosti na rádiusu špičky nástroje pro Rmax a Ra
Obr. 158
Obr. 159
Systém Sinumerik Operate - ShopTurn/ShopMill používá z hlediska značení drsnosti povrchu
zjednodušenou symboliku rozdělenou pouze obecně na "hrubování" ▽ a "dokončování" ▽▽▽ povrchu. Z historického hlediska se u nás tyto značky používaly do roku 1951. Hrubé srovnání těchto značení od neopracovaných hrubých povrchů, např. odlitků nebo výkovků, až po velmi jemné tzv. superfinišování, honování a leštění je v následující tabulce.
|
Ra |
DIN 3141 |
|
50 - 6,3 |
▽ |
|
6,3 - 3,2 |
▽▽ |
|
1,6 - 0,2 |
▽▽▽ |
|
0,1 - 0,025 |
▽▽▽▽ |
Při běžném obrábění na CNC strojích se pohybujeme v hodnotách Ra od 3,2 do 0,2 viz tabulka výše. Nastavení optimálních řezných podmínek závisí na mnoha různých faktorech, které lze v zásadě rozdělit do tří kategorií.
|
Stroj |
Nástroj |
Obrobek |
|
stabilita konstrukce |
upnutí a vyložení |
upnutí a vyložení |
|
stabilita prostředí |
materiál a geometr. břitu |
typ materiálu |
|
technický stav |
míra opotřebení |
konstrukce dílce |
|
výkon na vřetenu |
řezné podmínky |
chlazení |
|
tuhost soustavy |
tvorba třísky, odvod tepla |
předchozí procesy |
Najít oblast optimálních řezných podmínek na daném stroji s daným nástrojem a konkrétním materiálem není snadné, vychází se jak z výpočtů, tak i z empirických (odvozených) vztahů.
| Veličina | Vzorec pro výpočet Vzorec pre výpočet |
Jednotka |
| Počet otáček Počet otáčok |
`n = (v_c * 1000) /(D * π)` |
[ot/min] |
| Řezná rychlost Rezná rychlosť |
`v_c = (π * D * n)/1000` |
[m/min] |
| Posuv na otáčku | `f_ot = (f_min)/n` |
[mm/ot] |
| Minutový posuv (rychlost posuvu) Minútový posuv (rýchlosť posuvu) |
`f_min = v_f = f_ot * n` |
[mm/min] |
Spolehnou se lze i na doporučení firem zabývajících se výrobou a distribucí nástrojů. Odborníci z těchto firem jsou zpravidla schopni, v rámci obchodních vazeb, nabídnout optimální řešení právě pro vaši zakázku.