Sestupný obrys z hlediska tvaru a profilu plátku, funkce pro jeho optimalizaci a úsporu času s obrázky a vysvětlivkami.
Co to vlastně je "sestupný obrys" či "vzestupný obrys" kontury ? Tahle definice se používá především v rámci dvouosého (rotačního) obrábění na CNC soustruzích nebo centrech. Souvisí s průměrem kontury (osa X) a můžeme si ji blíže vysvětlit na následujícím příkladu, kde si doplníme již známý profil o další entitu - sestupný rádiusový profil R10.
Obr. 149
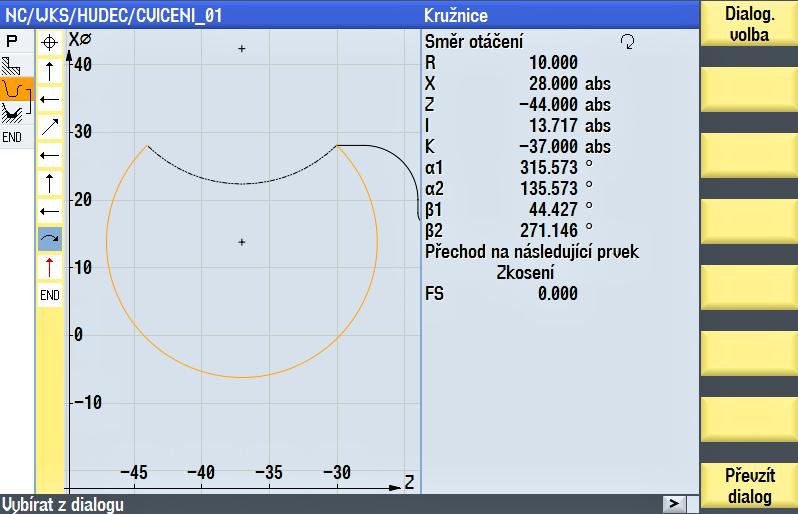
Nejprve si pro náš případ upravíme již existující konturu, otevřeme ji z předchozího příkladu a přepíšeme hodnotu předposlední entity (přímka Z-51) na Z-30 (počáteční bod oblouku) a vložíme rádius R10 s cílovým bodem Z-44. Pak konturu opět dokončíme na Z-51 a X30 k plášti válce (polotovaru).
Při vkládání oblouku nás ovšem čeká ještě jedno řešení, na které jsme narazili již dříve. Umístění oblouku R10 má totiž, bez znalosti umístnění jeho středu, dvě možná řešení. A protože systém sám není schopen určit o které z nich máme zájem, nabídne nám tzv. "dialog" což není nic jiného, než grafická komunikace na základě našeho výběru. Na ploše grafiky se vykreslí obě řešení (v některých případech je jich i víc) a našim úkolem je si správně vybrat to pravé. Je to jednoduché, nabízená varianta má vždy oranžovou barvu, zatím co obrys který si přejeme vynechat je zobrazen černě s drobným čerchováním. Pokud máte zobrazeno provedení dle následujícího obrázku, je třeba tlačítkem "Dialog. volba" přejít na správnou variantu a tu následně tlačítkem "Převzít dialog" vybrat.
Obr. 150
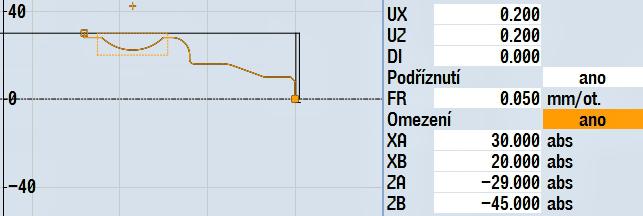
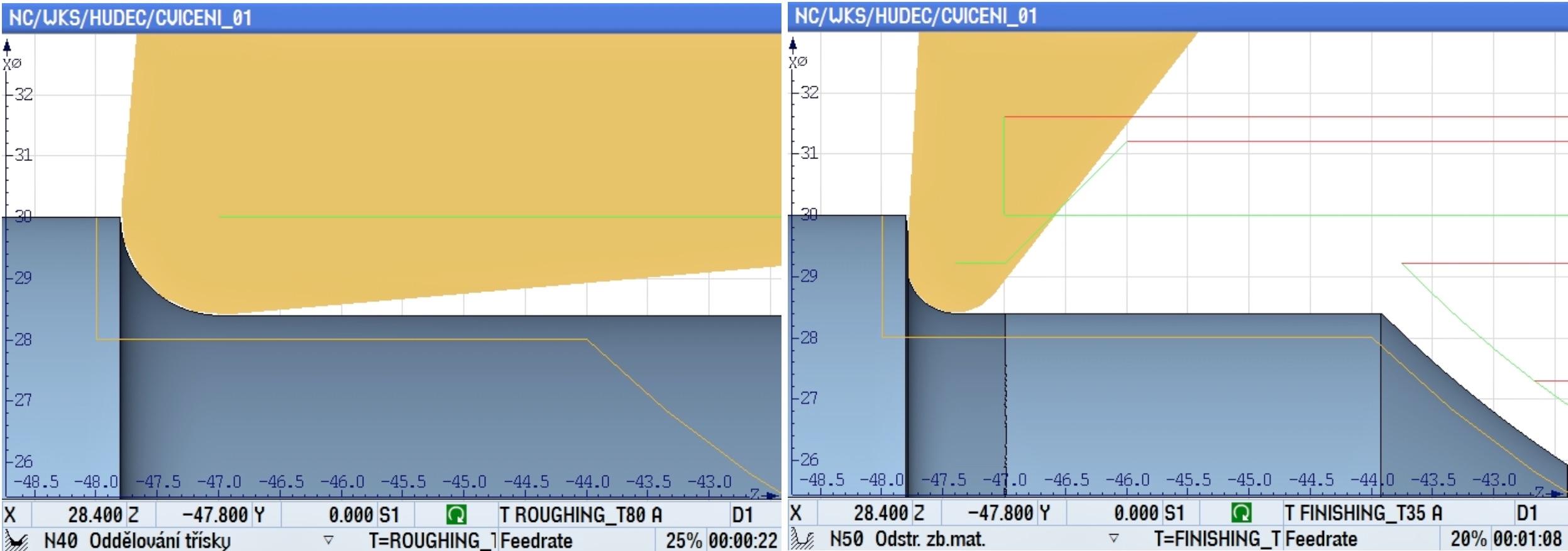
Po dokončení úpravy kontury se můžeme pustit do obrábění. Provedeme znovu nejprve hrubování a po té si předvedeme obrobení sestupného obrysu pomocí operace "Soustružení kontury" a funkce "Odstranění zbytkového materiálu". Po zvolení nástroje "FINISHING_T35A" (dokončovací nůž) a nastavení řezných podmínek, snížíme hladinu třísky "D" a tím i "zatížení nástroje v řezu". Z předchozí operace zachováme hodnotu přídavku v obou osách a aktivujeme "Podříznutí" abychom uvolnili nástroji cestu do klesajícího obrysu. Adresou "FR" máme možnost při sestupu snížit hodnotu posuvu.
Obr. 151

Po převzetí spustíme "Simulaci" obrábění a zkontrolujeme dráhy nástroje a operační časy. Nástroj najíždí a pracuje pouze v místě sestupného obrysu, na závěr se však ještě dotkne rohového rádiusu, který zde zbyl po předchozím hrubování. Tento pohyb již není potřebný ale dokladuje fakt, že nástroj skutečně odstraní veškerý zbytkový materiál, tedy i zbytek po
Obr. 152
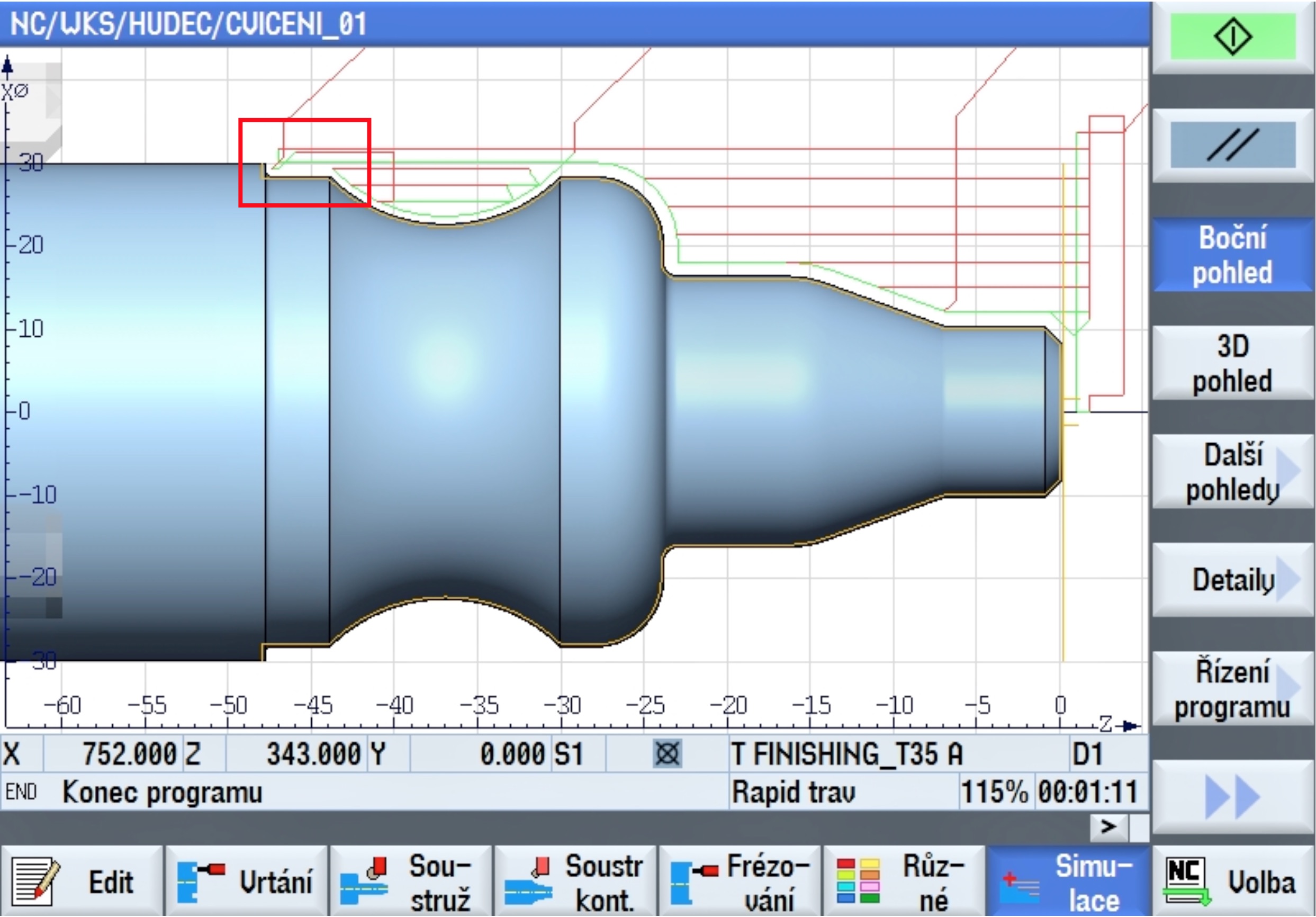
větším rádiusu hrubovacího nože (R0.8) "přepíše" rádiusem nože dokončovacího (R0.4).
Obr. 153
Pokud bychom měli tvarově náročnější obrobek a těchto "zbytečných" pohybů tam bylo víc, lze tuto situaci řešit pomocí nastavení "Omezení", kde nadefinujeme povolený prostor pro pohyb nástroje tak, aby se zbytečnému "vymetání rohů" vyhnul.
Obr. 154