Obrábění v omezeném prostoru dutiny - postup - nástroje - nastavení obrázky s vysvětlivkami a animacemi.
Obrábění v dutinách sebou přináší úskalí, která na povrchu soustruženého obrobku nenajdeme a to především z těchto důvodů :
-
Materiál se při větším vyložení obtížněji upíná - čelo nelze podepřít.
-
Zpravidla větší nástrojová náročnost - potřeba předvrtání příp. více typů vnitřních tvarových nožů.
-
Horší chlazení a odvod třísky - standardní vnější nemusí být dostatečné.
-
Riziko kolize při najetí i vyjetí z dutiny - nemáme optickou kontrolu nad nástrojem.
-
Možnost vzniku nežádoucích vibrací a s tím spojené snížené životnosti nástroje a špatné kvality obráběného povrchu při velkém vyložení nástroje u obrábění hlubokých dutin.
Postupujeme nejčastěji předvrtáním patřičného otvoru na čele polotovaru, který nám umožní následné použití vnitřního hrubovacího, či zápichového nože. Podstatné je aby byl vstupní otvor dostatečně velký nejen pro samotný rozměr vnitřního nože ale i pro jeho pohyb v rámci použitého cyklu např. podélného hrubování. Můžeme si rozebrat postup dle příkladu č.4 - "EXAMPLE4".
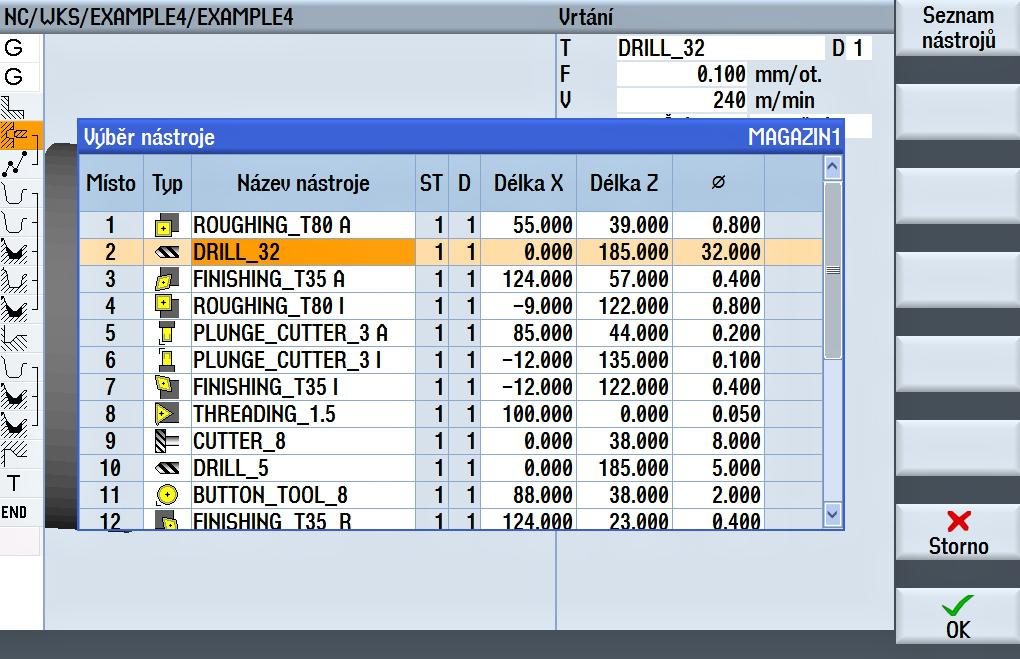
Pro "předvrtání" je zvolen vrták Ø 32 mm, dle řezných podmínek se jedná o destičkový nástroj, který je dostatečně tuhý a není třeba jej předvrtávat. Nájezdová pozice otvoru je zapolohována na osu otáčení Z0, X0, Y0 a hloubka otvoru je zadána přírůstkem na -67 ink přičemž nástroj je orientován "na špičku" bez časové prodlevy.
Obr. 169
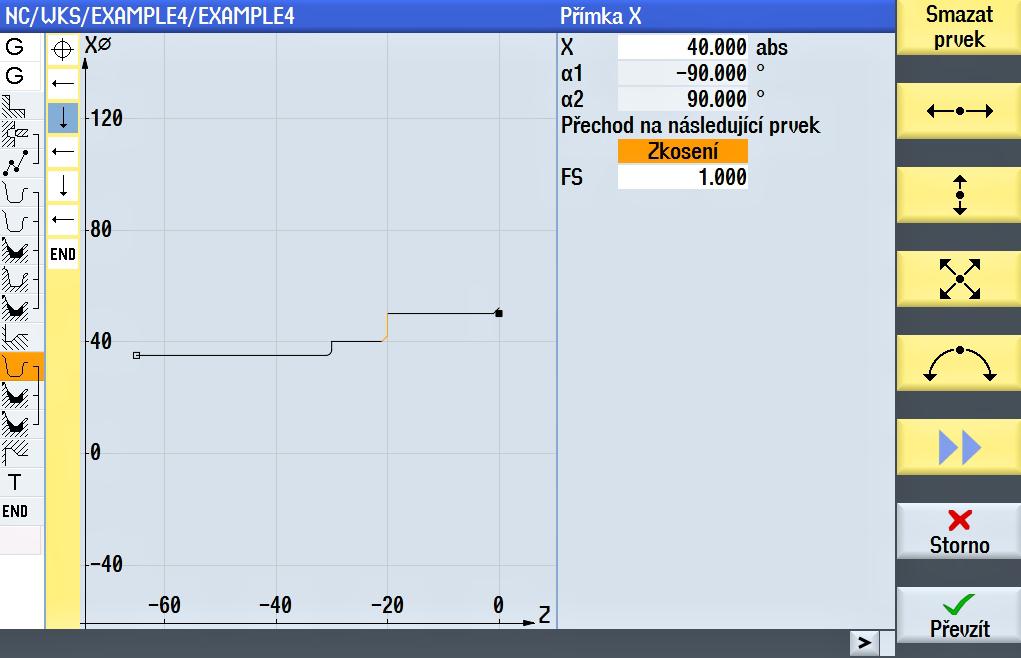
Po této nezbytné přípravě je dle technické dokumentace nadefinován tvar nitřní dutiny pomocí konturového editoru. Je zde několikrát využito funkce "Zkosení" a "Rádius" tedy zaoblení hrany.
Obr. 170
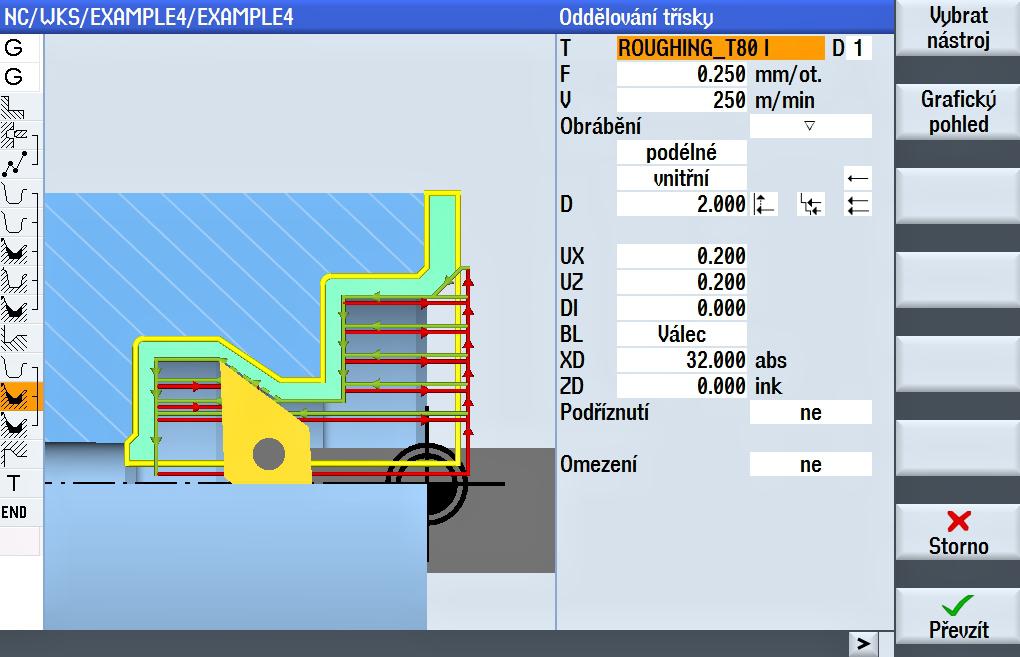
Následně přichází na řadu cyklus "Oddělování třísky" kde je především nadefinován správný nástroj - vnitřní hrubovací nůž "ROUGHING_T80 I" opět ze základní tabulky nástrojů. Tento nástroj má převrácenou orientaci břitu (definováno kvadrantem "I" přímo v názvu nástroje). Dále je nutno změnit obrábění podélné vnější na vnitřní, navolit přídavek pro dokončení "UX,UZ" (0.2 mm) a uzavřít konturu definicí válce "XD a ZD", který v tomto případě slouží jako vnitřní hranice pro pohyb nástroje (Ø32 mm je již vlastně obroben vrtáním) jde tedy o zrcadlově obrácenou variantu vnějšího obrábění.
Obr. 171
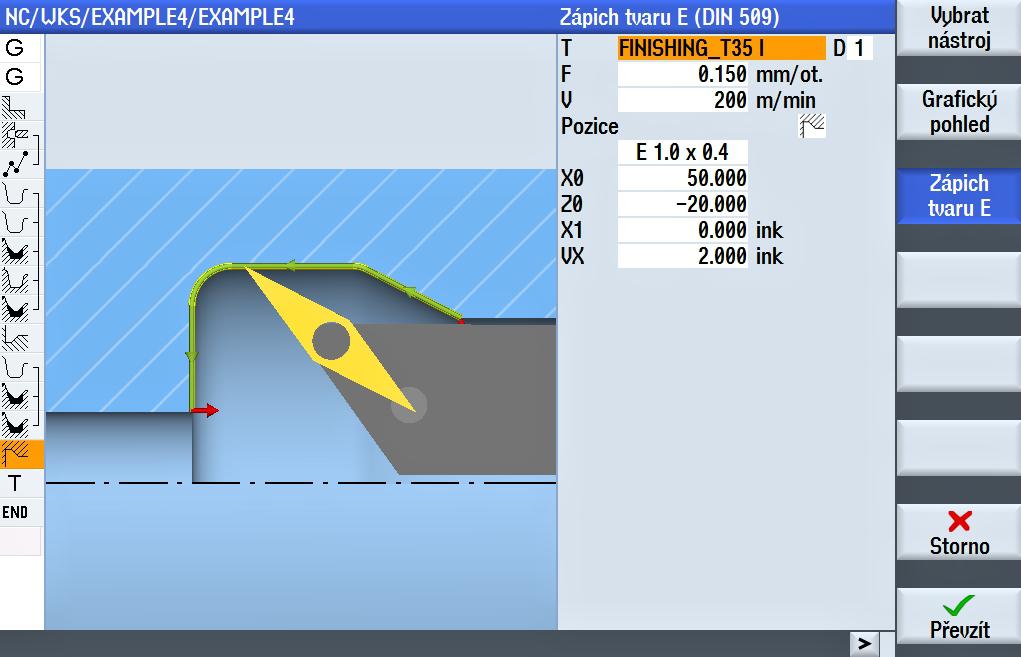
Proces uzavírá standardní vyhlazení přídavku rovněž převráceným typem nástroje "FINISHING_T35 I", kterým je v závěru ještě vyhotoven závitový zápich tvaru E.
Obr. 172