Příklad s vysvětlivkami, obrázky a animací.
Obr. 285
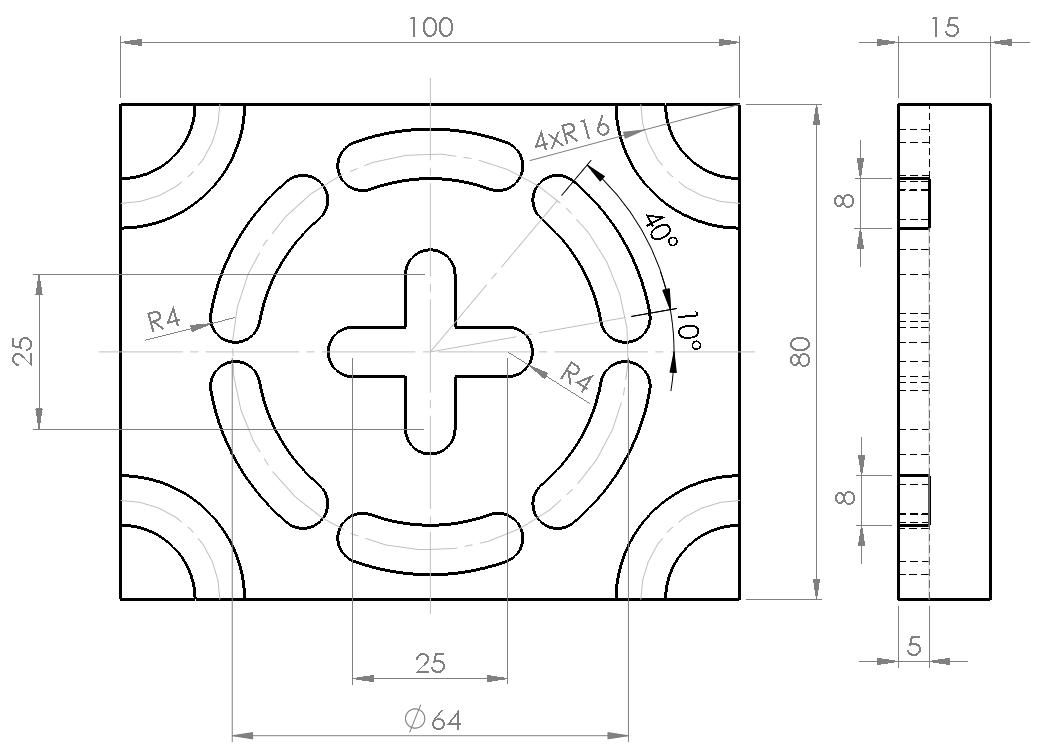
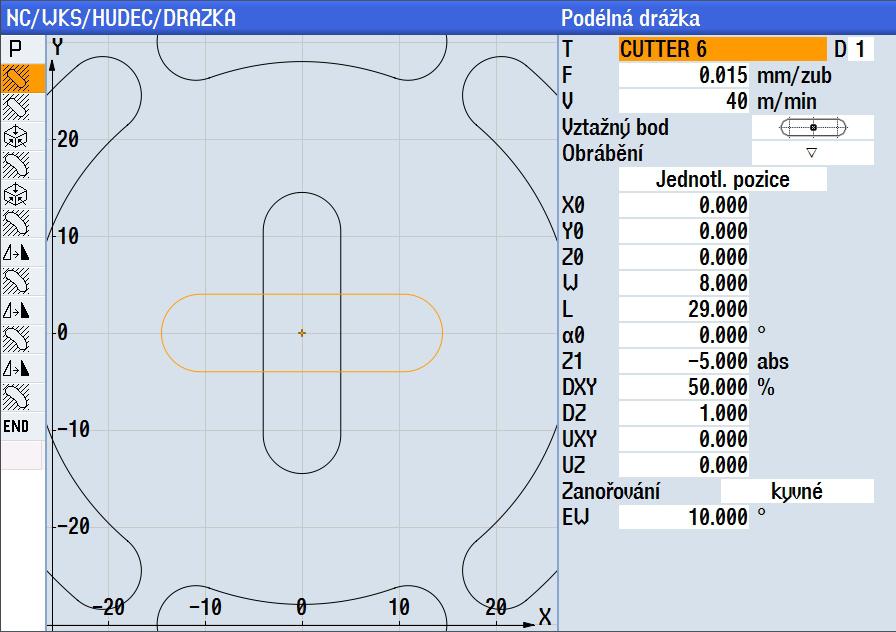
Poslední pevný cyklus na který se společně podíváme bude cyklus drážky. Vzhledem k tomu, že drážka je často používaný konstrukční prvek, lze vyrobit drážku "Podélnou","Kruhovou" a "Otevřenou" ( s výběhem ). Vyzkoušíme si nyní první dva způsoby použití. Z klávesy "Frézování" na hlavní horizontální liště otevřeme ve vertikální liště cyklus "Drážka"→ "Podélná drážka". Vzhledem ke své velikosti jsou drážky obráběny zpravidla nástrojem malého průměru - tzv.drážkovací frézou, která je na rozdíl od např. frézy válcové vybavena čelními zuby pro sestup v materiálu. Ať už se jedná o nástroj z rychlořezné oceli, nebo monolitní, povlakovanou variantu je třeba si uvědomit zásadní změnu zatížitelnosti, tedy řezných podmínek pro tento typ nástroje. Pro představu uvádím řezné podmínky firmy Pramet pro drážkovací frézy monolitní s diamantovým povlakem.
Obr. 286
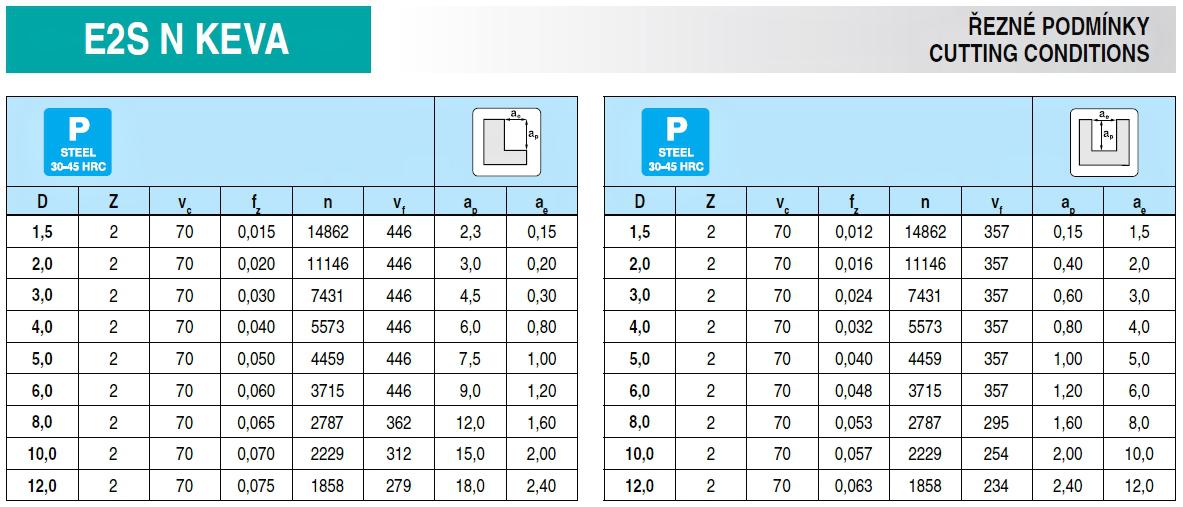
Pro běžné drážkovací frézy HSS bez povrchové úpravy jsou však řezné podmínky pochopitelně mnohem nižší, cca od 30 do 50 m/min pro konstrukční oceli. Pozice vztažného bodu lze vybrat z celkem pěti poloh na ose drážky. Drážka samotná je určena šířkou "W" délkou "L" a úhlem natočení "α0". Zanoření je obvykle kyvné ( po rampě ) u toroidních fréz ( se zaoblenými rohy ) je dosahuje sestupný úhel až 15°.
Obr. 287
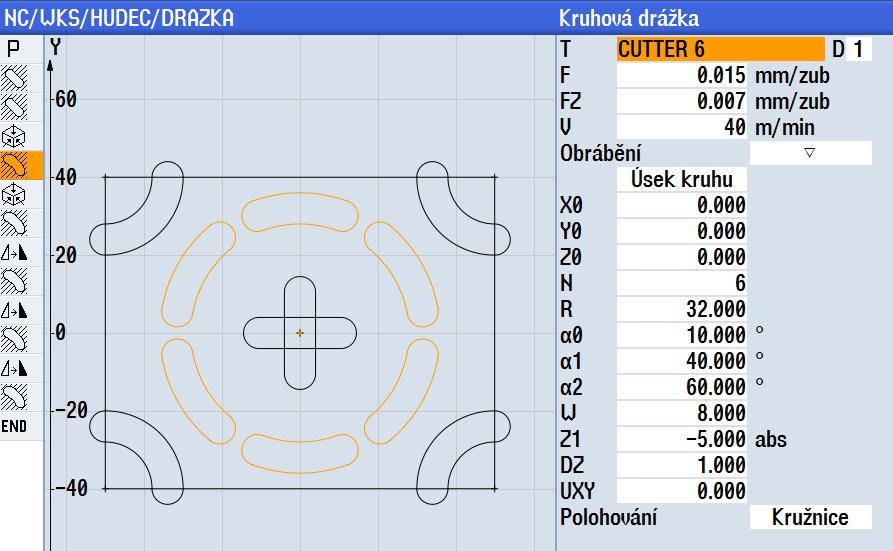
U drážky kruhové je situace obdobná, jen sestup po rampě nahradila možnost snížení posuvu při sestupu v ose Z. Před cyklus jsem zařadil lokální úpravu hladiny "RP" = 2 mm aby nástroj mezi jednotlivými drážkami neodjížděl zbytečně vysoko. Před provedením rohových drážek jsem hladinu opět vrátil do původního stavu. Drážka v rozích je zrcadlenou kopií.
Obr. 288
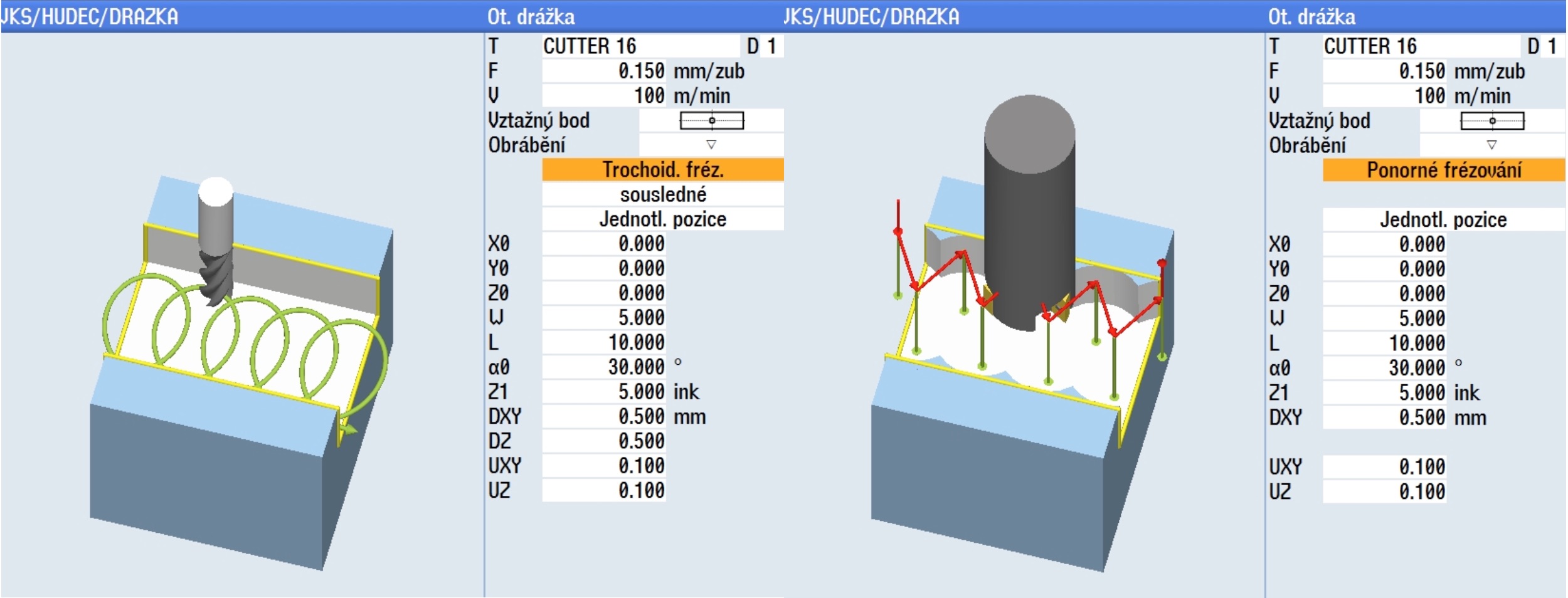
Poslední možností použití cyklu je obrábění rovinné drážky s tzv. otevřeným výběhem a to ve dvou verzích : s "Trochoidním frézováním" a "Ponorným frézováním" připomínajícím operaci vyvrtávání nástrojem s VBD ( vyměnitelnými břitovými destičkami ).
Obr. 289