Příklad provedení kontury se zaoblenými a sraženými rohy s přídavkem pro dokončení s obrázky a vysvětlivkami příp. animací.
Obr. 138
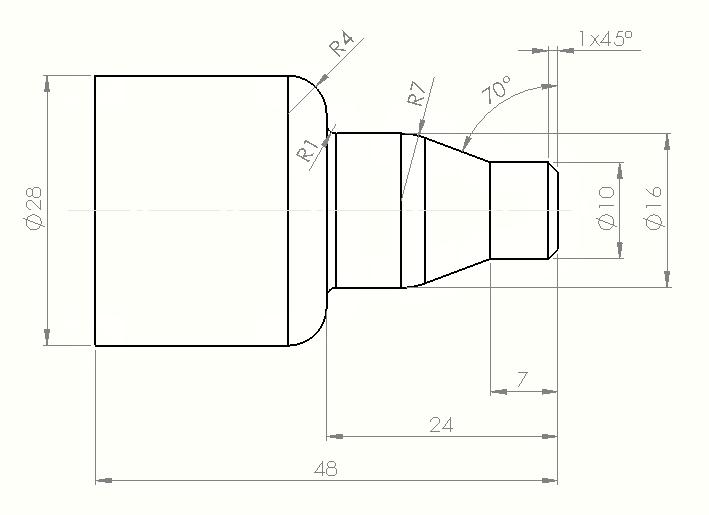
Na jednoduchém příkladu si vysvětlíme základní operace s konturou, funkce sražení a zaoblení na pravoúhlé a přechodové hraně obrobku. Nejprve založíme novou konturu pod klávesou "Soustružení kontury" - "Nová kontura" - zadáme název např. Kontura_01.
Obr. 139
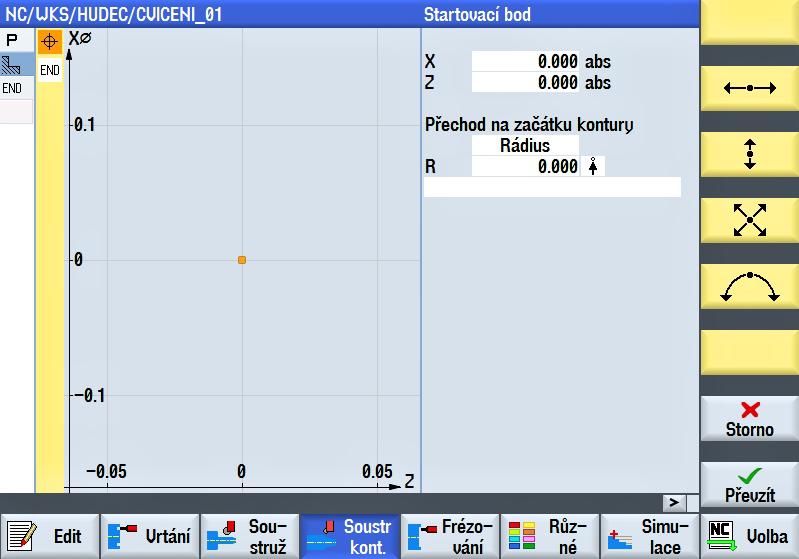
"Startovací bod" na čele ponecháme na hodnotě X 0, Z 0, přechod na začátku kontury rovněž.
Obr. 140
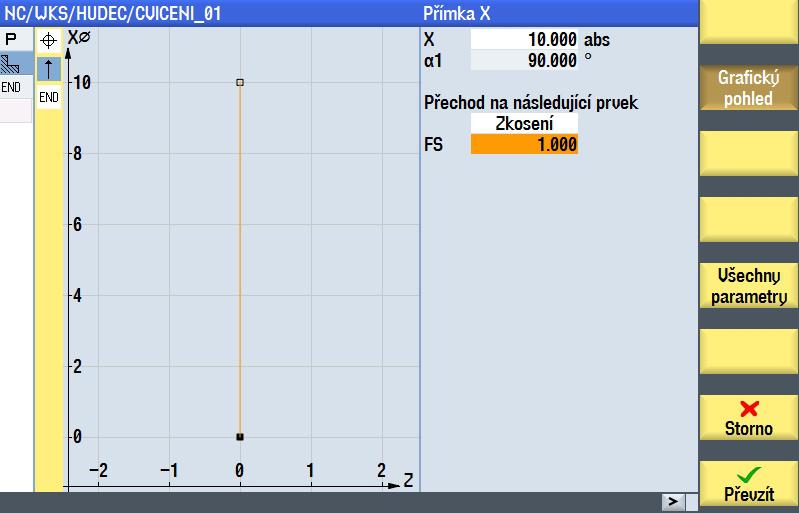
Pokračujeme symbolem vertikály na hodnotu X 10 s funkcí "Přechod na následující
prvek" - "Zkosení"
 FS (faseta) =1.
FS (faseta) =1.
Zkosení se neprojeví ihned, je totiž závislé na poloze navazující entity.
V našem případě to bude horizontála.
 Jakmile ji převezmete, dokončí se i sražení hrany.
Jakmile ji převezmete, dokončí se i sražení hrany.
Obr. 141

Dalším prvkem (entitou) bude šikmina.
 Míří pod úhlem 160° na X 16. Přechodem je tu rádius R 7.
Míří pod úhlem 160° na X 16. Přechodem je tu rádius R 7.
Obr. 142

Rádius, stejně jako šikmina, se projeví po přechodu na následující entitu - horizontálu Z -24.
Editovatelné hodnoty mají v tabulce bílý podklad, ostatní dopočítá editor z dostupných dat.
Velikost detailu v grafickém poli je závislá na stavu editace entity - při zápisu je detail zvětšený na dotyčnou (vznikající) část, po převzetí je zobrazena kontura jako celek.
Obr. 143
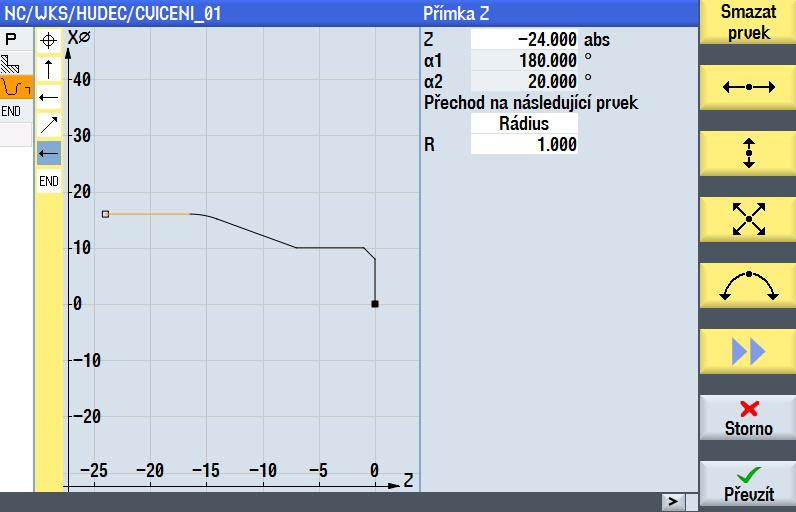
Přímka ve směru osy "Z" - "Horizontála" do Z -24 je zakončena rádiusovým přechodem R1.
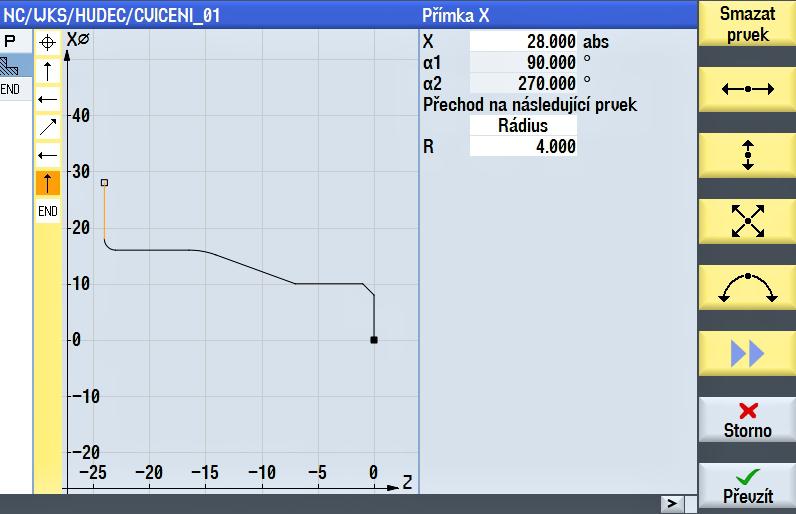
Následuje kolmice "Vertikála" na průměr X 28, zakončena rádiusovým přechodem R4.
Obr. 144
V průběhu sestavování kontury neustále kontrolujeme její tvar a porovnáváme jej z technickou - výkresovou dokumentací. Případné chyby či nedostatky ihned opravujeme.
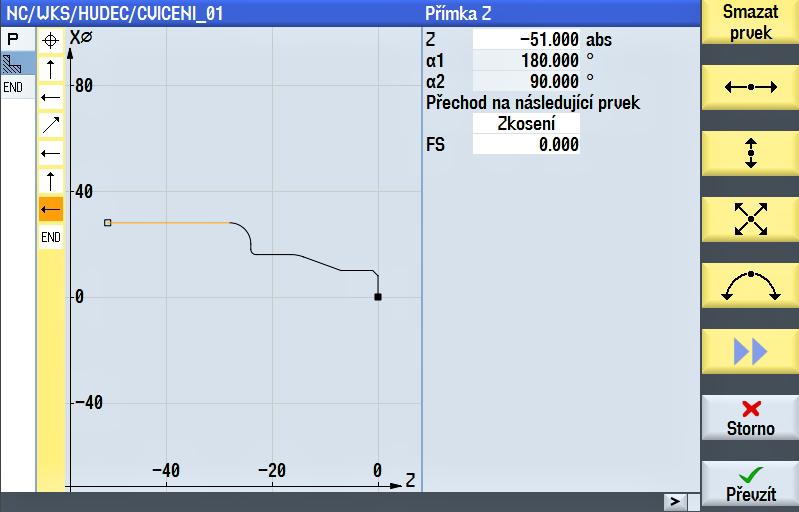
Předposlední entitou (prvkem) kontury je opět "Horizontála" nepovedeme ji ale na hodnotu Z-48, jak by se mohlo dle výkresu zdát. Zde přichází ke slovu trocha technologie. Je třeba zvážit čím oddělíme "Obrobek" od "Polotovaru". Tuto operaci nazýváme "Upichování" patří mezi základní "pevné cykly" a provádíme ji nástrojem zvaným upichovací nůž ve výchozím zásobníku se označuje jako "PLUNGE_CUTTER_3 A" číslovka tři v jeho názvu znamená šířku plátku 3mm. Právě o tuto hodnotu nyní prodloužíme naši přímku a vytvoříme tak nástroji prostor pro jeho činnost. Výsledná hodnota naší "Horizontály" bude tedy Z-51.
Obr. 145
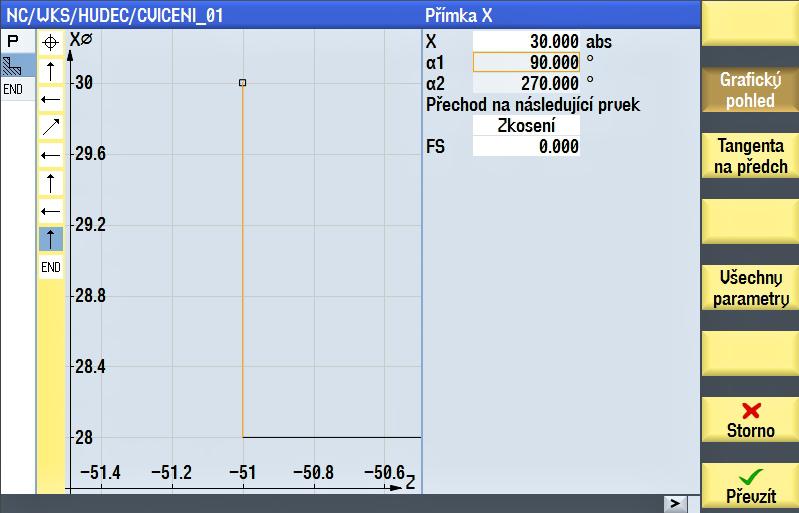
Poslední částí kontury je tzv. návrat k plášti polotovaru a hodnota "Vertikály" zde bude X 30.
Obr. 146
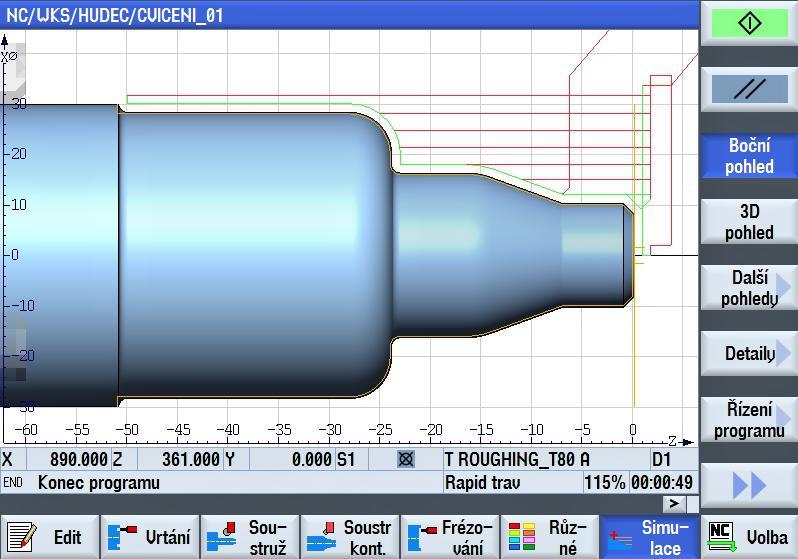
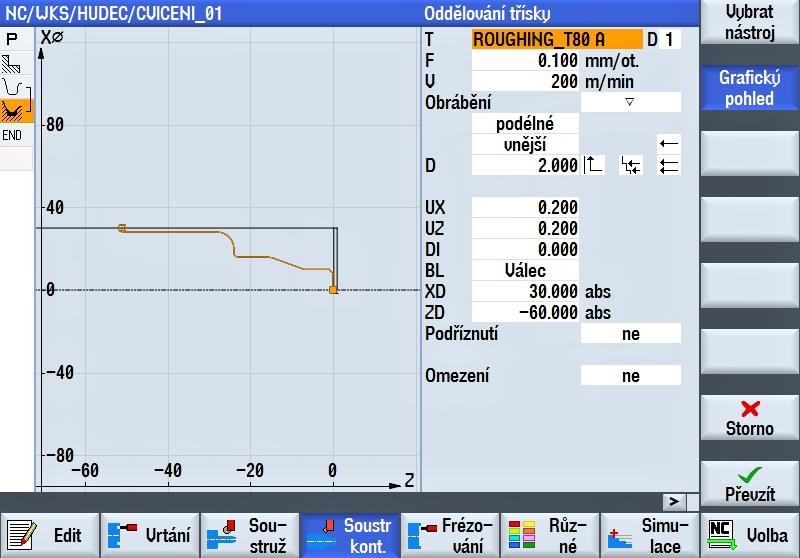
Kontura touto přímkou končí, neuzavírá se k ose ale vytvoří uzavřenou plochu spolu s konturou polotovaru, která se nadefinuje při prvním hrubování. Ze základní lišty volíme "Soustružení kontury" - F4, z vertikálního sloupce operaci "Oddělování třísky". Začínáme volbou nástroje a definováním řezných podmínek. Symbol ▽ znamená hrubování. Pohyb nástroje tedy "obrábění" bude "podélné" a pochopitelně vnější. Ikonami se šipkami lze nadefinovat chování nástroje v průběhu řezu, např. dělení třísky a její rovnoměrnost. Dále si navolíme "přídavek pro dokončení" v obou osách UX, UZ a případné přerušení třísky v podélném směru DI (pro táhlou třísku hliníkových slitin). V části "Popis surového obrobku" lze volit ze tří možností : "Válec","Přídavek" a "Kontura". Možnost válec je nejsnadněji použitelná, stačí nám zde nadefinovat jeho průměr XD 30 a délku "vyložení" ZD -60. Pokud pracujeme s před hotoveným (před obrobeným) dílcem, pak zadáváme velikost přídavku ke kontuře (DIN G57). Poslední možnost vyžaduje sestavit výchozí konturu polotovaru samostatně a vložit ji před naši, například s názvem "K_0" nebo "HRUB". V případě odlitků bývá časté dodání již hotové kontury slévárnou. Nástroj pak pracuje pouze v prostoru vymezeném oběma konturami.
Obr. 147
Na závěr necháme proběhnout "Simulaci" obrábění a zkontrolujeme dráhu nástroje.
Obr. 148