Vysvětlení a zákl.popis nástrojů a jejich použití při frézování vč.základních interaktivních vzorců pro výpočet řezné rychlosti a otáček + doporučené průměrné hodnoty řezných podmínek od výrobců VBD ve vztahu k různým typům materiálů, velikosti třísky a typu destičky. Vysvětlení tabulky nástrojů a její editace. Obr.animace
Hovoříme-li zde o vertikální frézce, podívejme se z jakými nástroji se na ní vlastně pracuje. Jako vodítko nám může posloužit základní nabídka patnácti výchozích nástrojů kterou máme založenou v simulátoru již při jeho prvním spuštění. Všechny nástroje mají v zásobníku svůj název a pozici, podle kterých je můžeme použít tzv. "volat". ShopMill používá celý název nástroje, což je přehlednější. Nemusíte si pamatovat, či hledat, co pod kterým číslem zásobníku máte uloženo. Seznam obsahuje nástroje použité v příkladech (EXAMPLE 1 - 5).
Obr. 198
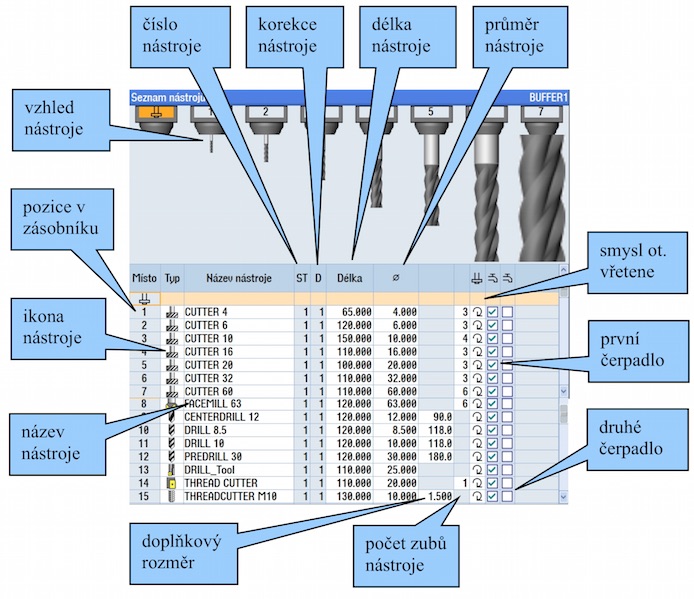
Seznam lze pochopitelně doplnit dalšími potřebnými nástroji. Celková kapacita
zásobníku je 40 kusů. V seznamu jsou zaneseny pouze základní údaje o nástroji,
jeho širší obsah je umožněn při vkládání nového nástroje, či jeho úpravách
z tl."OFFSET"  na základním panelu řídícího systému.
na základním panelu řídícího systému.
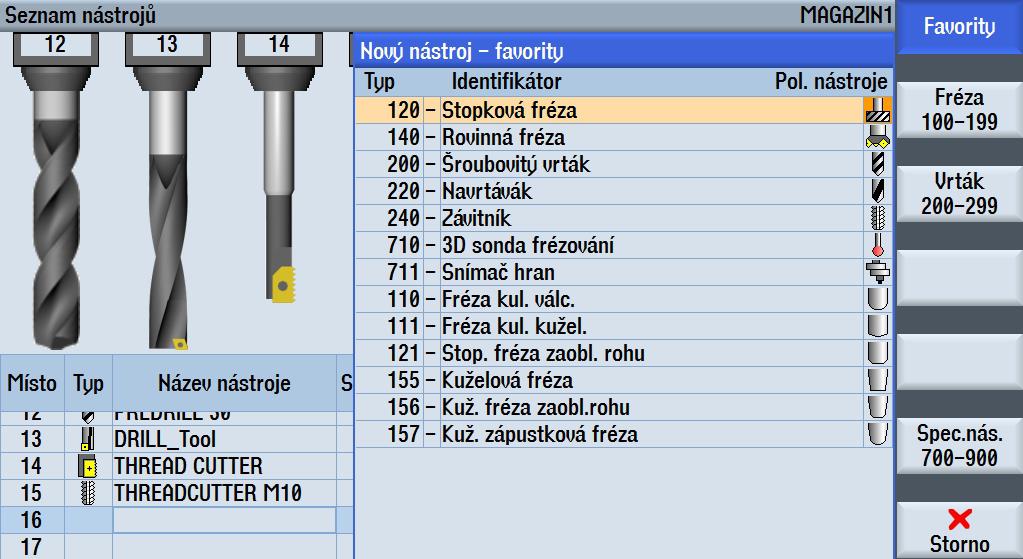
Při volbě nástroje vstupujeme tl. "Vybrat nástroj" pouze do jeho needitovatelné podoby s názvem "MAGAZIN1" tedy zásobník. Nástroj označíme a zeleným zatržítkem "OK" jednoduše umístníme do konkrétního cyklu. Nástroje jsou označeny původními názvy v angličtině, na což bohužel nastavení češtiny nemá žádný vliv. Dobrou zprávou je, že všechny nově vytvořené nástroje mají už i české názvy, což je dobře i z hlediska jejich typu.
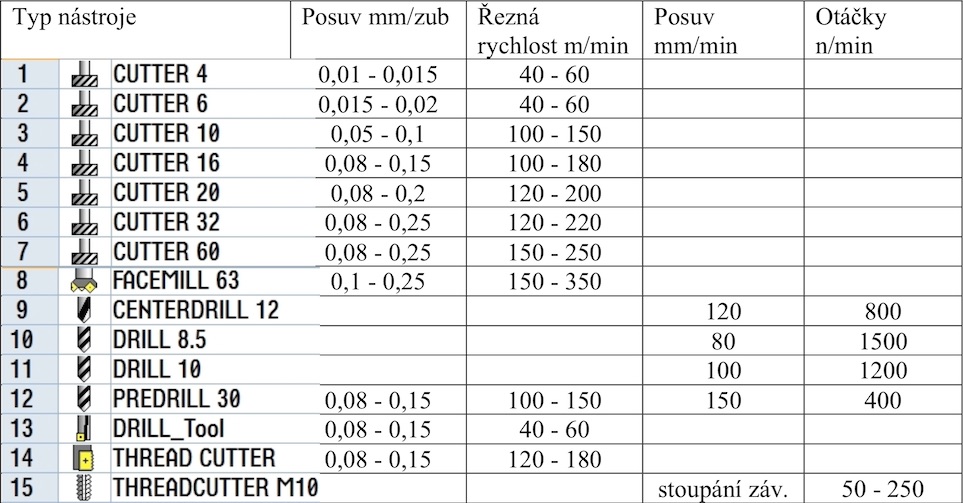
V originální verzi jsou všechny frézy "CUTTER" ať se jedná o drobnou drážkovací, či mohutnou válcovou frézu pro hrubování. Bývá zvykem označovat frézařské nástroje v názvu i průměrem, i když tento má samostatnou kolonku, která je pro něj směrodatná, pro přehlednost při výběru je to přece jen výhodnější. Zároveň je třeba se zmínit o mazání a hlavně přepisování nástrojů v zásobníku. V takovém případě, stejně jako při soustružení, zůstanou původní nastavení nástroje nefunkční a veškeré programy, které jste jimi vytvořili rovněž. Je tedy lépe při potřebě nového nástroje založit jej jako nový do nového řádku zásobníku.
Pro výchozí přehled se nyní podíváme na stanovení řezných podmínek pro tyto nástroje. Hodnoty pro konkrétní materiál lze použít z katalogu výrobce nástrojů resp. destiček, při samotné výrobě však hrají roli ještě další faktory, typ stroje, cílová drsnost povrchu, možnosti chlazení a především zkušenost. Hodnoty v následující tabulce lze tedy považovat za kvalifikovaný odhad pro běžný konstrukční materiál EU- S235JRG1 - ekvivalent ČSN 11373.
Obr. 199
Tlačítko "Nový nástroj" se v boční liště objeví po označení následujícího volného řádku v zásobníku (16). Po jeho aktivaci se otevře následující okno s celkem čtyřmi volbami pro vložení nového typu nástroje viz. obrázek. Po výběru skupiny následuje ještě označení pracovního kvadrantu případně některá další detailní nastavení.
Obr. 200
Vzorce pro výpočet řezných podmínek převzaté z katalogu Frézování 2014 firmy Pramet.
| Veličina | Vzorec pro výpočet Vzorec pre výpočet |
Jednotka | Poznámka |
| Počet otáček Počet otáčok |
`n = (v_c * 1000) /(D * π)` |
[ot/min] | n Počet otáček/Počet otáčok [ot/min]
D Průměr (nástroje nebo obrobku) Priemer (nástroja alebo obrobku) [mm] vc Řezná rychlost/Rezná rýchlosť [m/min] fot Posuv na otáčku/Posuv na otáčku [mm/ot] fmin Minutový posuv (rychlost posuvu) Minútový posuv (rýchlosť posuvu) [mm/min] fz Posuv na zub [mm/zub] z Počet zubů/Počet zubov [1] |
| Řezná rychlost Rezná rychlosť |
`v_c = (π * D * n)/1000` |
[m/min] | |
| Posuv na otáčku | `f_(rev) = (f_min)/n = f_z * z` |
[mm/ot] | |
| Minutový posuv (rychlost posuvu) Minútový posuv (rýchlosť posuvu) |
`f_min = v_f = f_rev * n = f_z * z * n` |
[mm/min] | |
| Posuv na zub | `f_z = (f_rev.)/z = f_min/n * z` |
[mm/zub] |