Pro tvorbu NC programů je nezbytně nutná přehledná programová struktura. Dbáme li na přehlednost, je značně ulehčeno hledáni chyby, případně provedení změn. Tuto přehlednost oceníme zejména při hledání chyby v programu námi vytvořeném, nebo i po jiném programátorovi.
NC program musíme pro automatické obrábění rozvést do jednotlivých pracovních kroků a tyto instrukce přeložit do řídicímu systému srozumitelné „řeči“- kódu. Je tvořený z bloků (řádků) které jsou sestaveny z jednotlivých příkazů-slov. Adresa určuje, kam bude instrukce směřována.
Příklad:
Každé slovo dále dělíme na adresu a význam.
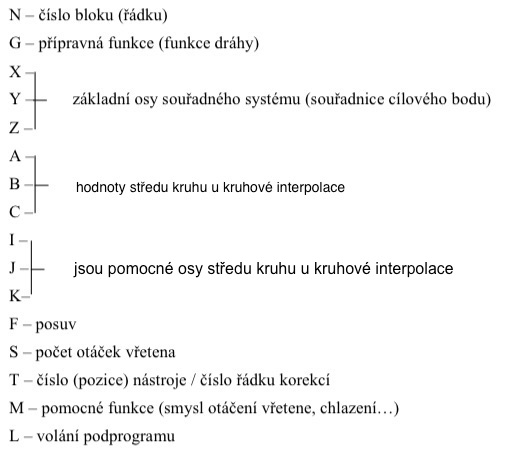
Významy adres v NC programu
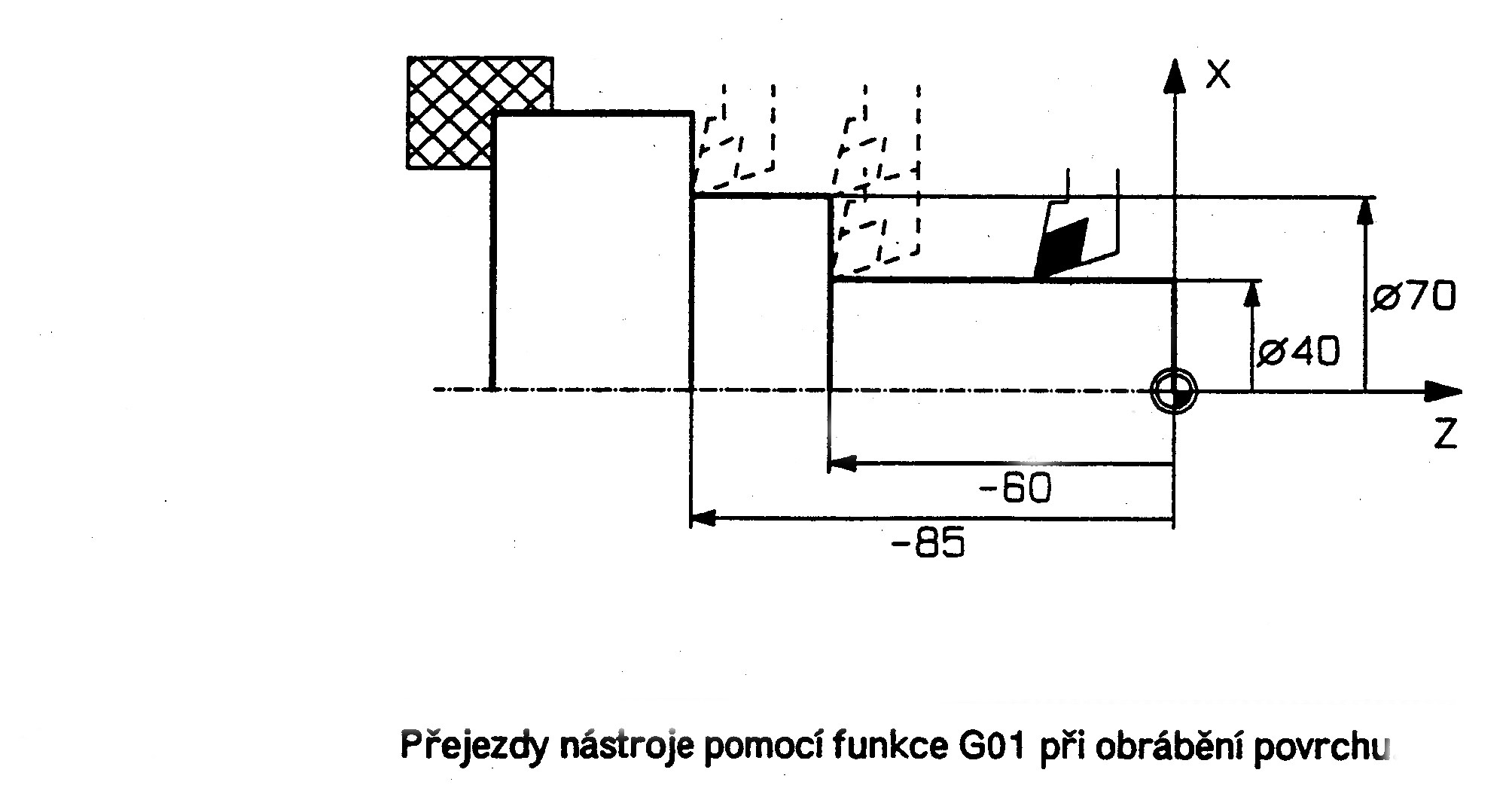
Ukázka výňatku několika vět NC programu s názorným vysvětlením funkcí a činnosti
Příklad:
|
N115 |
F0,07 S1800 M03 |
|
N120 |
G01 Z-60 |
|
N125 |
X+70 |
|
N130 |
Z-85 |
|
|
|
|
N115 |
Je programován posuv 0.07 mm/ot, otáčky vřetena 1800 ot/min, smysl otáčení vřetena -po směru pohybu hodinových ručiček. Tato technologická data jsou automaticky uchována i v blocích N120 až N130. |
|
N120 |
Nástroj přejede pracovním posuvem ze své okamžité polohy na souřadnici Z-60 |
|
N125 |
Funkce G01 platí z minulého bloku nástroj tedy pojede na souřadnici X 70 |
|
N130 |
Nástroj přejíždí po souřadnici Z na hodnotu -85 |
Obr. 30
Velikost posuvu F
Je programována v milimetrech na otáčku pro soustružení
Např.:
F0.200 - rychlost posuvu činí 0,2 mm na otáčku
Nebo je programována v milimetrech za minutu pro frézování
Např.:
F180 - rychlost posuvu činí 180 mm za minutu
Číslování vět NC programu
Číslování jednotlivých vět NC programu může být po 1, po 2, ale taky po 5, nebo po 10. Z praktického hlediska se používá číslování třeba až po 10, z důvodů možnosti dodatečného vpisování nových vět mezi již stávající věty NC programu. Tento způsob zápisu je však „dědictví z dob historické minulosti“ protože současné řídicí systémy, popřípadě editory NC programů již umí automaticky přečíslovat zbytek vět stávajícího NC programu, po dodatečném vepsání vět nových.
Podprogram
Co je to podprogram a proč se vlastně používá?
Při analýze nově vznikajícího NC programu často zjistíme, že potřebujeme jeho úseky několikrát zopakovat, a to třeba i na různých místech daného programovaného obrobku. Vícenásobný zápis té samé části NC programu pak může v důsledku způsobit problém.
-
nepřehlednost a značná délka NC programu
-
větší pravděpodobnost vzniku chyb při programování
Samostatná část NC programu, na kterou se můžeme v programu vícenásobně odvolávat, se nazývá podprogram.
Skok v programu – programový skok
Programování obecně, tedy i programování NC programu, se neobejde bez směrování programu správným směrem. Skoky v programu můžou být podmíněné, nebo přímé.
U podmíněného skoku (též také vynechatelný blok) v NC programu musí být věty, které hodláme přeskočit označeny nějakým znakem, který není součástí znakové sady tzv. ISO kódů. Nejčastěji to bývá „lomítko“ /. Věty vlastního NC programu, označené na začátku tímto znakem, jsou pak ignorovány řídicím systémem (přeskočeny) a neprovedou se. O podmíněném skoku zde hovoříme proto, že tato funkce musí být aktivována na panelu řídicího systému daného CNC stroje. V případě neaktivování této funkce, se budou provádět na stroji všechny věty NC programu, včetně těch označených znakem „lomítko“ /.
Přímý skok v NC programu pak bývá realizován obvykle funkcí GOTO a čísla věty (kam skočit). Tento způsob skoku v programu má trvalý charakter a není jej nutné nikde aktivovat.