Kontura a její podoby v prostředí editoru, návaznost na použití s korekcí a bez ní, příklady, animace a obr. s vysvětlivkami.
Podobně jako při soustružení i při frézování složitějších tvarů využíváme funkci Kontura z klávesy "Frézování kontury" → "Nová kontura" → "Název", což nás přivede do prostředí konturového editoru. Na rozdíl od soustružení, kde používáme konturu otevřenou (rotující kolem osy Z), při frézování používáme častěji konturu uzavřenou, kterou obrábíme z vnějšku jako čep, nebo z vnitřku jako kapsu. Kontura otevřená nám může posloužit spíše jako drážka, nebo opakující se tvar, symbol, značka a pod. Konturu uzavřenou na rozdíl od kontury otevřené je třeba zakončovat pozorně. Cílový bod musí ležet "přesně" na místě bodu startovacího, tedy v počátku. V opačném případě (i s malou odchylkou) nedojde k uzavření a následující operace obrábění nebudou provedeny. Na následující ukázce si předvedeme práci s otevřenou i uzavřenou konturou za použití originálního příkladu "EXAMPLE 3".
Obr. 210
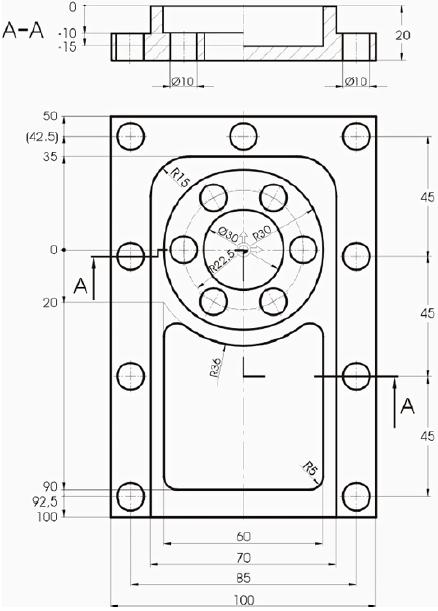
Při prvním pohledu na výkres je třeba stanovit nulový bod obrobku, tj.
místo od kterého budeme odečítat souřadnice pro náš program. Zde máme situaci
zjednodušenou, neboť nulový bod je již vyznačen a zakótován. V takovém
případě vždy vycházíme ze stanovených hodnot a nesnažíme se zadat nulový
bod jinam. Při eventuálních přepočtech souřadnic pro jiné umístnění nuly,
vznikají často chyby, obzvláště v situacích kdy jsou na výkrese použity
rozměrové tolerance .Zde je však situace jednoznačná náčrtek je zakótován
absolutně s nulovým bodem na střed v ose X a přibližně ve dvou třetinách
osy Y. Po vytvoření "hlavičky programu" začneme tvorbou otevřené kontury
obdélníkového čepu, jejíž počátek leží v tzv. záporném kvadrantu souřadného
systému.
Obr. 211
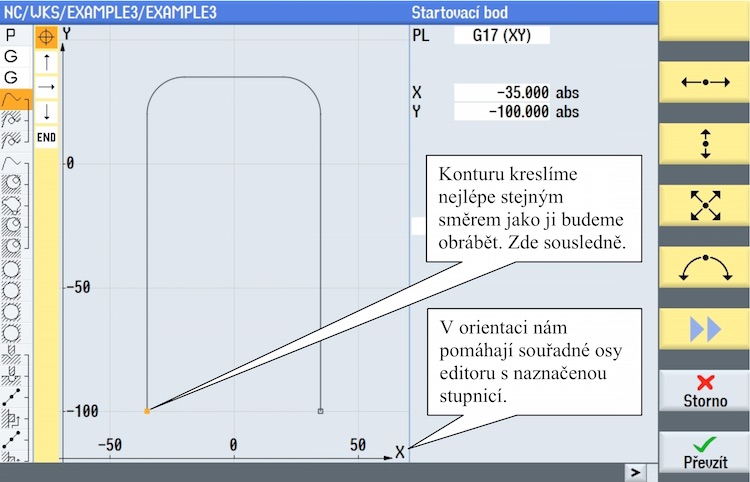
Kontura je jednoduchá a skládá se ze startovacího bodu a tří entit, které jsou v rozích zaobleny rádiusem R15. Pokud jste již vstřebali problematiku kartézského souřadného systému nebude pro vás její vytvoření přestavovat žádný problém. V následujícím postupu po ukončení kontury se budeme zabývat jejím obráběním z operace "Frézování kontury" → "Frézování po dráze" → hrubování a dokončování. S použitím většího nástroje "CUTTER 32" nejprve směrem "dopředu" a s korekcí vlevo (ISO G41) hrubujeme konturu s přídavkem "UZ" a "UXY" tři desetiny milimetru. Nástroj pracuje ve dvou průchodech, (hladinách) "DZ"=5mm a najíždí do řezu po přímce "L1"=5mm sníženým posuvem 0,1mm/zub. Způsob nájezdu určuje ikona s šipkami jako "najetí v ose" - tento typ nájezdu se používá tam, kde nástroj najíždí do řezu mimo materiál, tedy ve volném prostoru. Po vykonání operace se nástroj vrací do návratové roviny "na RP". V následující operaci dokončování povrchu se pro tentýž nástroj sníží posuv a naopak zvýší řezná rychlost. V řádku obrábění se zadá symbol dokončování ▽▽▽, přídavek zde již nedefinujeme a způsob nájezdu i odjezdu zůstává stejný.
Obr. 212

|
Obr. 213 
|
- korekce nástroje vlevo od kontury |
- G41 |
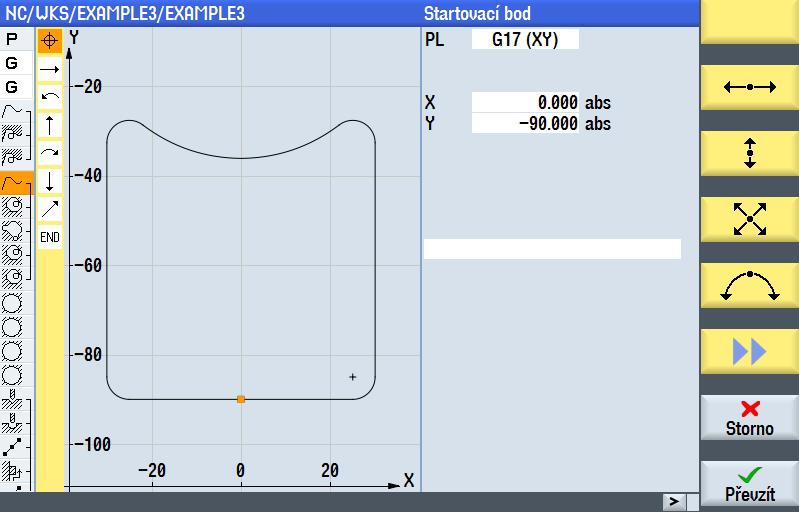
Uzavřená kontura je tvarově poněkud náročnější. Její konstrukce má více řešení. V našem příkladu je postupováno od startovacího bodu vpravo a na konec přímky je napojen rádius R5.
Obr. 214
|
Obr. 215 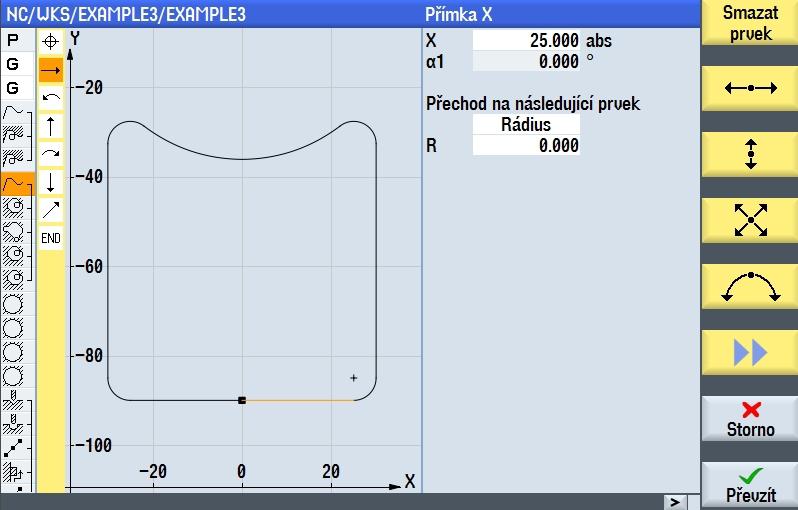
|
Obr. 216 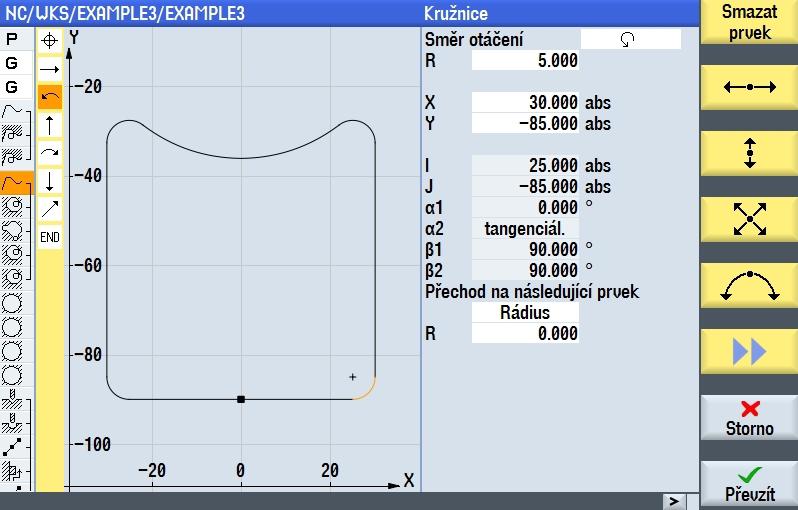
|
|
Obr. 217 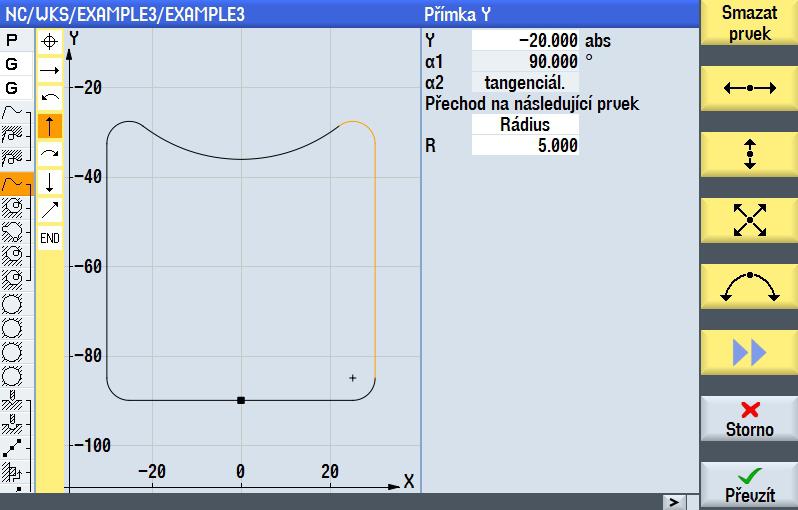
|
Následuje vertikála se zaoblením definovaným jako "Přechod na následující prvek" R = 5mm. Toto zaoblení lze učinit i dodatečně, až po vytvoření a uzavření celé kontury. Jeho použití nás totiž láká k využití funkce tečného napojení což by v tomto případě byla chyba. Funkce zaoblení není totiž konstrukčně shodná s funkcí vložení oblouku i když výsledek vypadá stejně. |
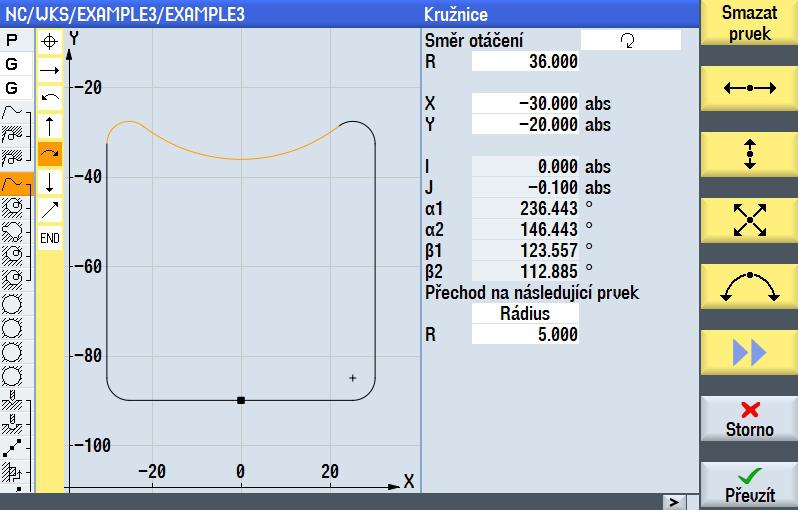
Následuje zadání rádiusu R 36 a jeho určení cílovým bodem v osách X,Y. Vzhledem ke známé poloze středu kružnice, lze využít i těchto souřadnic. Přechodem na následující prvek je opět zaoblení, tedy "Rádius" R= 5mm.
Obr. 218
Následuje vertikála k základně, opět s přechodem po rádiusu R = 5mm. Poslední entitou je horizontála, směřující zpět do startovacího bodu (X0,Y-90). Následující operací je obrábění
|
Obr. 219 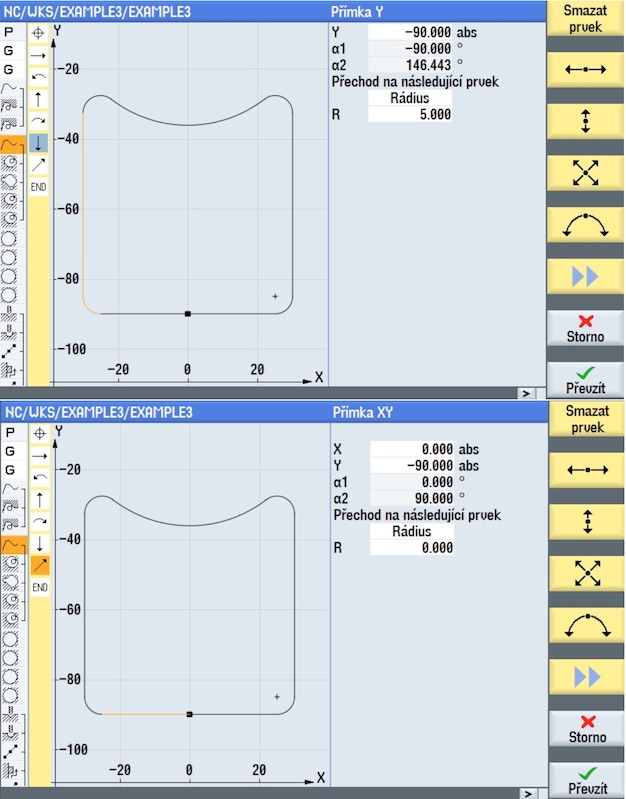
|
Obr. 220 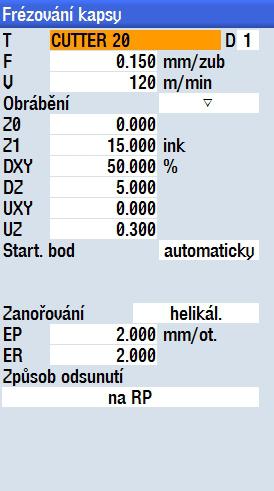
|
"Frézování kontury" ⇒ "Frézování kapsy" kde jako nástroj, kvůli tuhosti a rychlosti, je použit "CUTTER 20" přídavek "UZ" je pouze na dnu, sestup nástroje do kapsy je po "helixu", tedy nástroj se zanořuje po spirále, jejíž stoupání "EP" i rozvíjení "ER" můžeme nastavit. Pro tento typ "zanořování" je důležité aby byl nástroj osazen čelními zuby. V následující operaci použijeme funkci "Zbytkový materiál kapsy". Po předchozím nástroji "CUTTER 20" (tedy poloměr R=10mm) nám zůstaly nedokončené rohy s poloměrem R5. Výhodou této operace je, že následující nástroj "CUTTER 10" pracuje pouze v místech nedokončeného obrábění.
Obr. 221
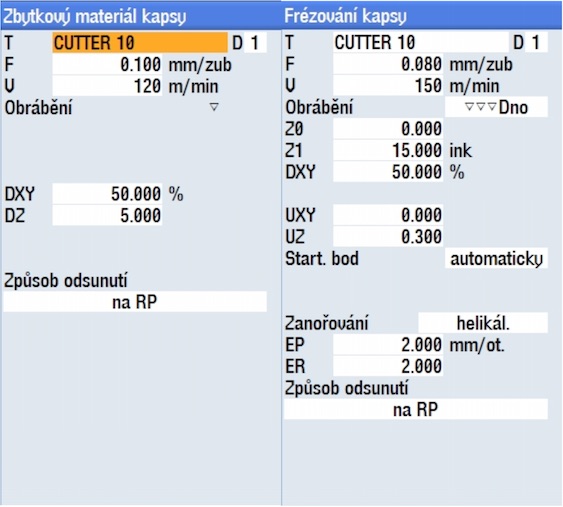
Poslední operace při dokončování kapsy je odstranění tří desetin přídavku "na dno" nástroj zůstává shodný, mění se však hodnota řezných podmínek a v kolonce obrábění vybereme symbol pro dokončování dna. U kapes je dokončování rozděleno na "Dno" a "Okraj".