rychloposuv, přímka, oblouk, korekce, - jen základ doplněný obrázky s vysvětlivkami význam pomocných adres s memo-technickými pomůckami k zapamatování např. G- geometrie, příkazy dráhy ... M - machine nebo také motor ... a pod.
Pomocné funkce (M)
Pomocné funkce M se také často označují jako „Strojní funkce“ (M = angl. Machine – stroj). Tyto funkce bývaly nejčastěji spojovány s aktivováním, nebo spuštěním motoru vřetene, čerpadla chladící emulze, motoru dopravníku třísek, ale i motoru, který zajišťuje pohyb zásobníku nástrojů při výměně nástrojů. Proto tedy tato spojitost, M jako machine, nebo také motor. Do této kategorie také patří funkce manipulující s NC programem.
|
M00 |
programový stop - po načtení této funkce je program zastaven a obsluha může provést měření, nebo odstranit třísky atd.… |
|
M01 |
podmíněný programový stop – funguje stejně jako M0, ale musí být aktivována z panelu řídicího systému CNC stroje |
|
M02 |
ukončení NC programu, ale nevrací se na začátek |
|
M03 |
vřeteno zapnuto - otáčení ve směru pohybu hodinových ručiček CW |
|
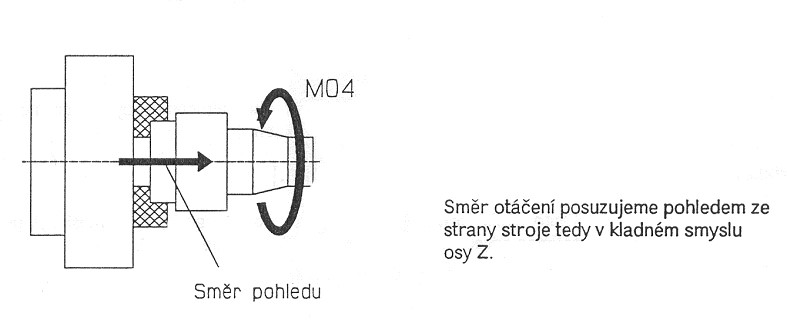
M04 |
vřeteno zapnuto - otáčení proti směru pohybu hodinových ručiček CCW |
|
M05 |
vřeteno vypnuto |
|
M06 |
výměna nástroje |
Obr. 31
|
M07 |
1. chladící čerpadlo zapnuto (vnitřní chlazení) |
|
M08 |
2. chladící čerpadlo zapnuto (chlazení mlhou – vnější) |
|
M09 |
chladící čerpadla vypnuta |
|
M19 |
orientace (úhlové polohování) vřetena |
|
M30 |
ukončení NC programu. Zároveň je vypnuto chladící čerpadlo a vřeteno. NC program je „přelistován“ na začátek |
|
M99 |
ukončení podprogramu. Řídicí systém se vrací do hlavního programu a pokračuje ve vykonávání příkazů od dalšího řádku, než ze kterého byl podprogram vyvolán. |
Programové funkce dráhy (G)
Jsou to funkce, které svým významem zcela zásadně určují a ovlivňují chod NC programu. Jejím výčtem se zabývá beze zbytku norma DIN 66025. Pro to, abychom pochopili princip tvorby NC programu, však postačí uvést si několik základních představitelů.
|
G00 |
přejezd rychloposuvem |
|
G01 |
lineární interpolace pracovním posuvem |
|
G02 |
kruhová interpolace ve směru hodinových ručiček |
|
G03 |
kruhová interpolace proti směru hodinových ručiček |
|
G04 |
časová prodleva |
|
G17 |
volba pracovní roviny X - Y |
|
G18 |
volba pracovní roviny Z - X |
|
G19 |
volba pracovní roviny Y – Z |
|
G40 |
zrušení korekce poloměru nástroje |
|
G41 |
korekce poloměru vlevo |
|
G42 |
korekce poloměru vpravo |
|
G54 - G59 |
posunutí nulového bodu |
|
G90 |
absolutní odměřování |
|
G91 |
přírůstkové odměřování |
|
G92 |
omezení otáček (platí pro soustruhy) |
|
G94 |
posuv v mm/ |
|
G95 |
posuv v mm/ot. |
|
G96 |
konstantní řezná rychlost (platí pro soustruhy) |
|
G97 |
přímé zadání otáček vřetene (platí pro soustruhy) |
Abychom byli schopni napsat jednoduchý NC program v ISO kódu, je nutné si vysvětlit, jak se jednotlivé G kódy (alespoň ty nejčastěji používané) prakticky v daném NC programu používají.
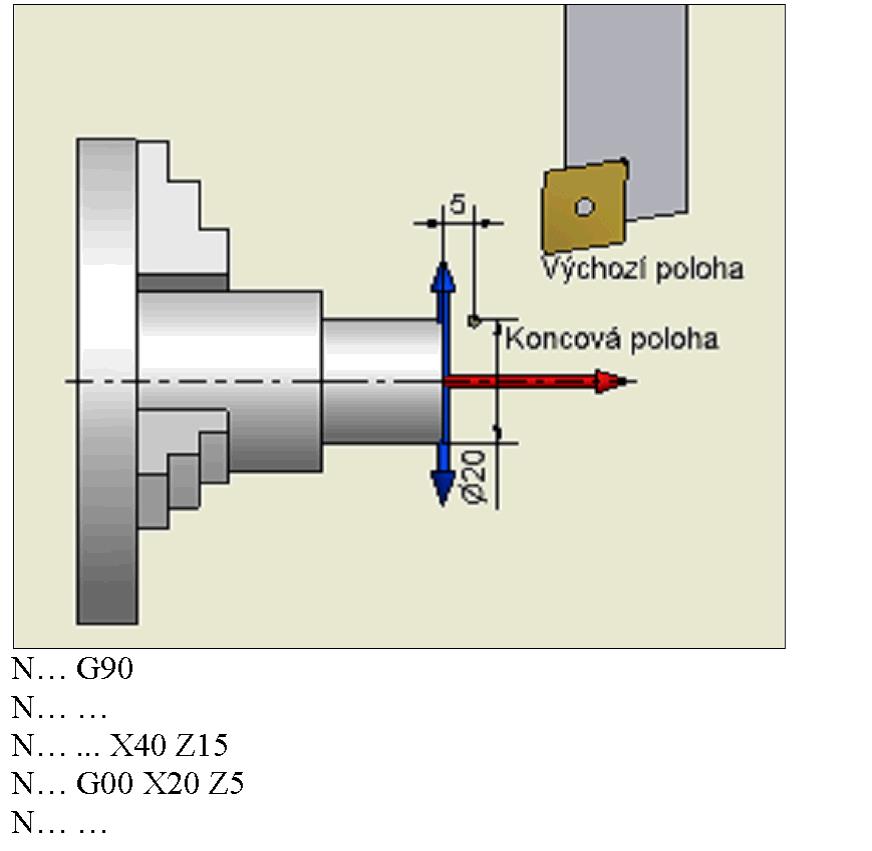
G00 - rychloposuv
N… G00 X.. Z…
X… hodnota cílového bodu souřadnice X
Při absolutním programování je X-ová hodnota zadávána jako průměr
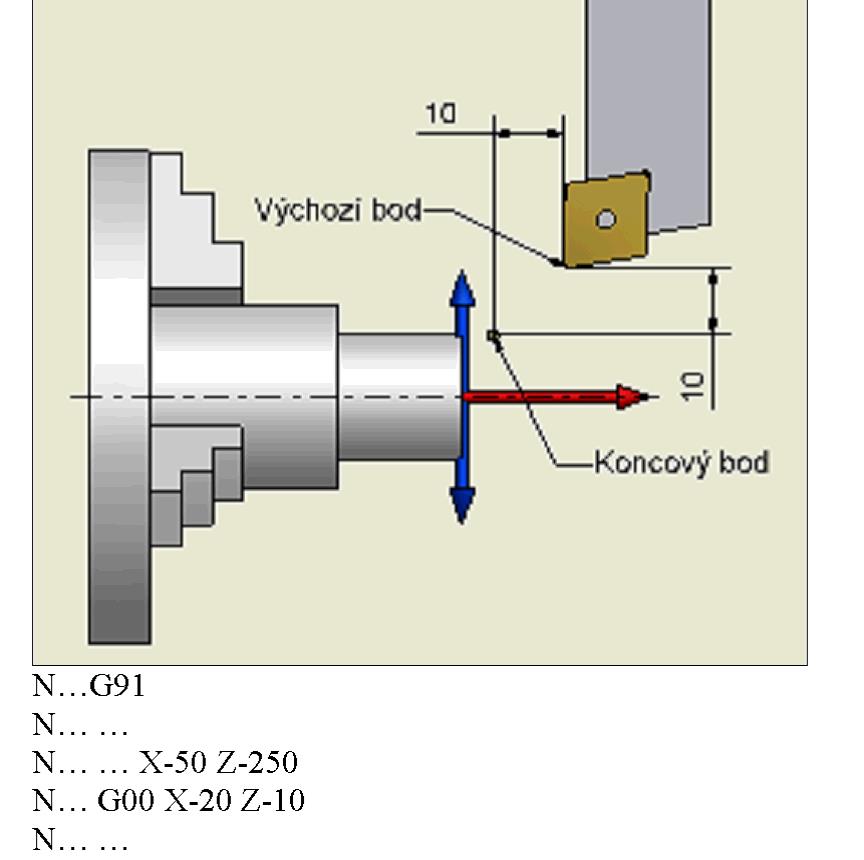
Při přírůstkovém programování je X-ová hodnota zadávána jako poloměr
Z… hodnota cílového bodu souřadnice Z (délka)
Nástroj se pohybuje maximální možnou rychlostí z výchozího, do cílového
bodu zadaného souřadnicemi X a Z. Má-li pohyb nástroje zůstat v některé
ose nezměněný, nemusíme tuto osu programovat.
Příklad absolutního programování:
Obr. 32
Příklad přírůstkového programování:
Obr. 33
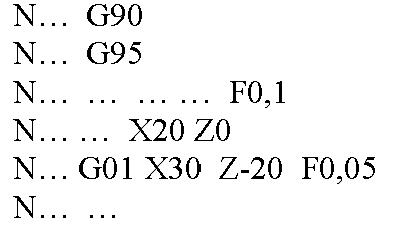
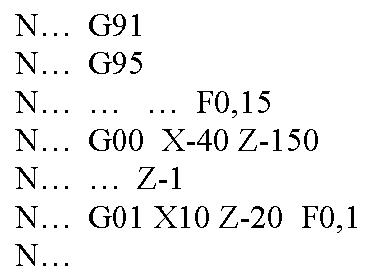
G01 – lineární interpolace – pracovní posuv po přímce
N… G01 X… Z… [F…] [S…]
X… hodnota cílového bodu souřadnice X
Při absolutním programování je X-ová hodnota zadávána jako průměr
Při přírůstkovém programování je X-ová hodnota zadávána jako poloměr
Z… hodnota cílového bodu souřadnice Z (délka)
F… velikost posuvu mm/ot.
S… počet otáček
Nástroj se pohybuje pracovním posuvem z výchozího bodu, do cílového bodu
zadaného souřadnicemi X a Z. Má-li pohyb nástroje zůstat v některé ose
nezměněný, nemusíme tuto osu programovat.
Příklad absolutního programování:
|
Obr. 34 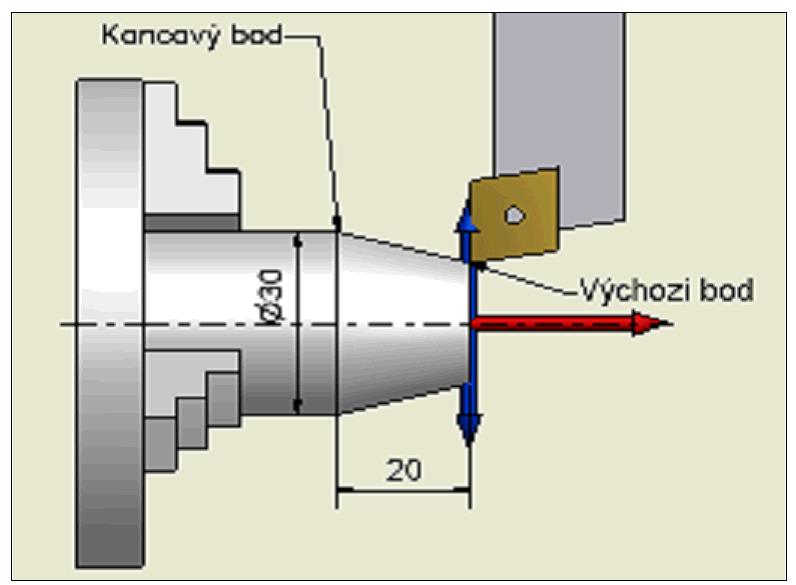
|
|
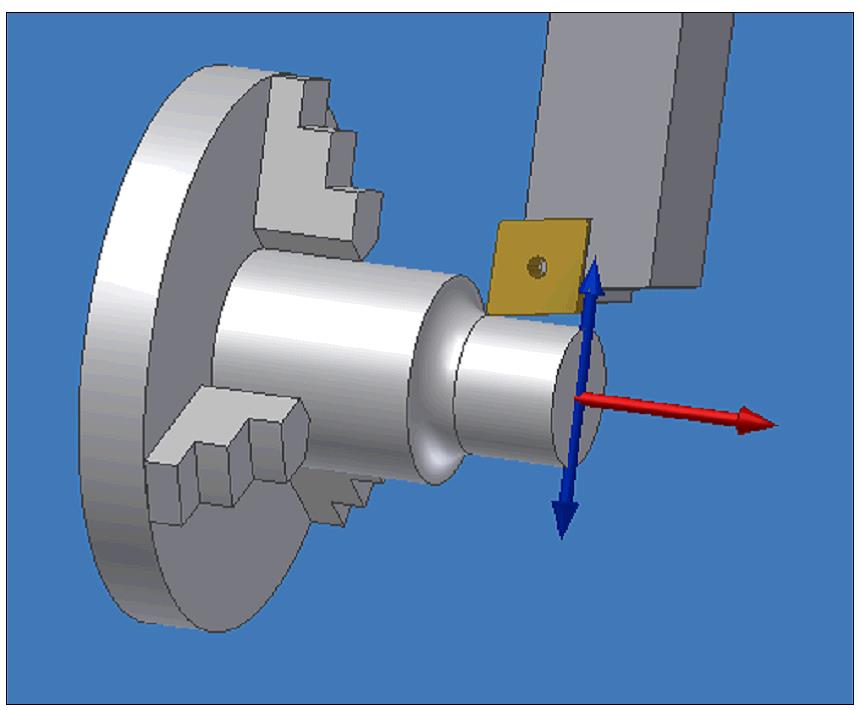
Příklad přírůstkového programování:
|
Obr. 35 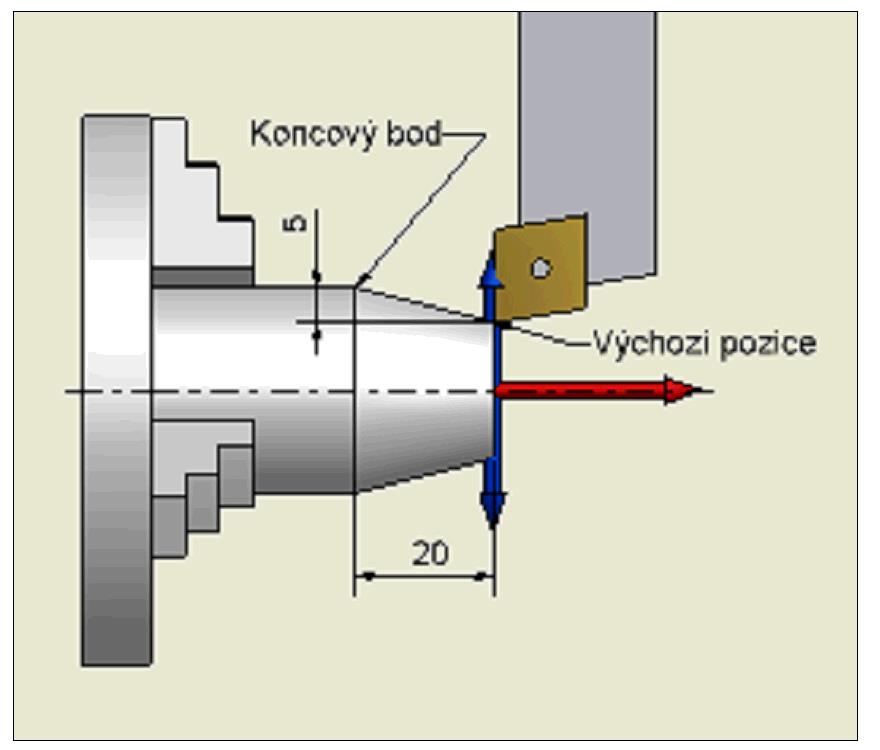
|
|
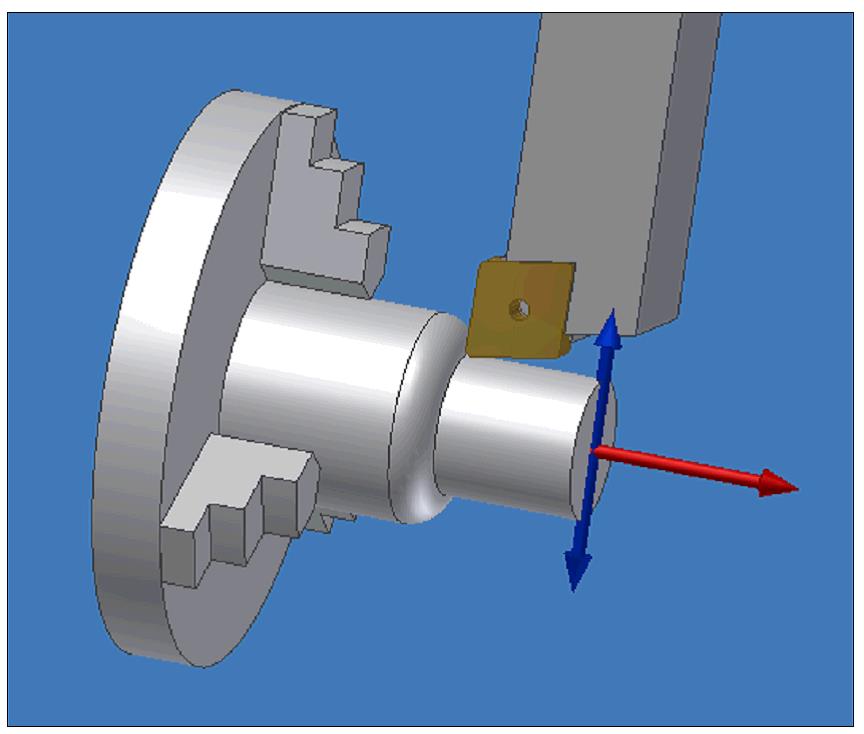
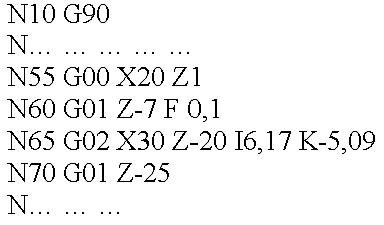
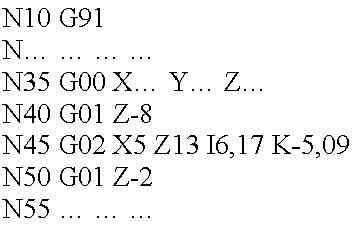
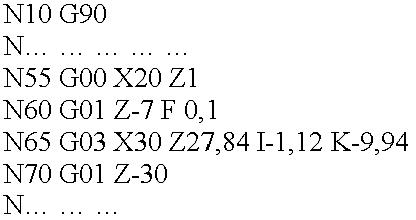
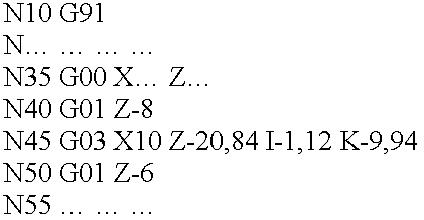
G02 – kruhová interpolace – ve směru pohybu hodinových ručiček CW
Obr. 36
G03 – kruhová interpolace – proti směru pohybu hodinových ručiček CCW
Obr. 37
N… G02 X… Z… I… K… [F…] [S…]
N… G03 X… Z… I… K… [F…] [S…]
nebo
N… G02 X… Z… R… [F…] [S…]
N… G03 X… Z… R… [F…] [S…]
X… hodnota cílového bodu souřadnice X
Při absolutním programování je X-ová hodnota zadávána jako průměr
Při přírůstkovém programování je X-ová hodnota zadávána jako poloměr
Z… hodnota cílového bodu souřadnice Z (délka)
I… přírůstek vzdálenosti z počátečního bodu oblouku do středu oblouku
v ose X
K… přírůstek vzdálenosti z počátečního bodu oblouku do středu oblouku
v ose Z
R… poloměr oblouku
Kruhovou interpolaci je možné programovat jak pomocí souřadnic koncového bodu a poloměru oblouku R, nebo pomocí souřadnic koncového bodu a přírůstků vzdáleností I a K (rovina obrábění X – Z) , nebo I a J (rovina obrábění X – Y). Z praktického hlediska se dá říci, že programování kruhové interpolace pomocí poloměru R je jednodušší, mohou však nastat situace např. průsečík dvou různých oblouků, nebo jiné složitější tvary složené z několika oblouků na sebe navazujících, kdy řídící systém hlásí matematickou chybu. V takových případech je výhodnější programovat obloukovou dráhu pomocí souřadnic koncového bodu a přírůstků vzdáleností I , J, popřípadě K, dle aktuální roviny ve které obrábíme.
|
Obr. 38 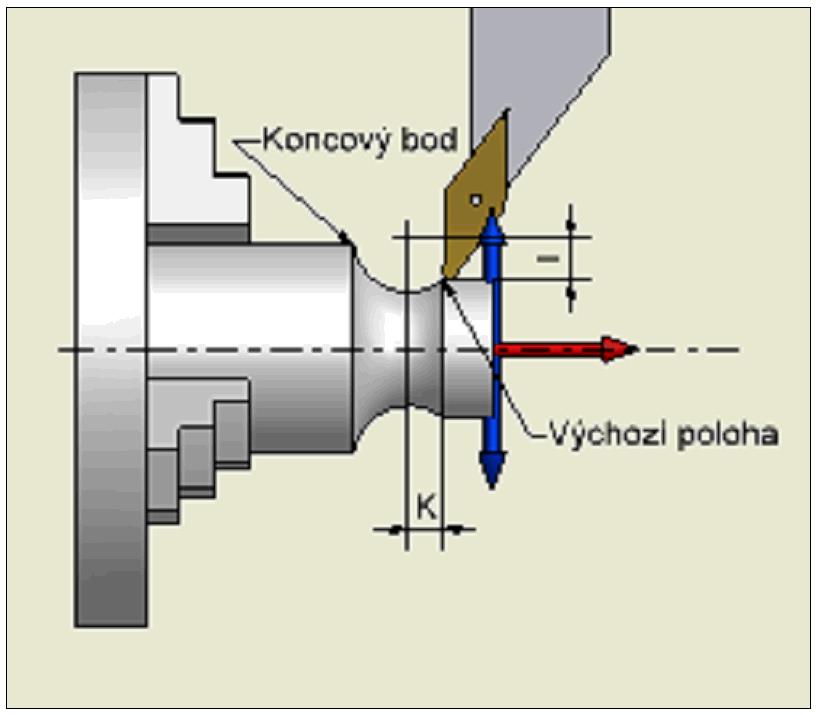
|
|
|
Obr. 39 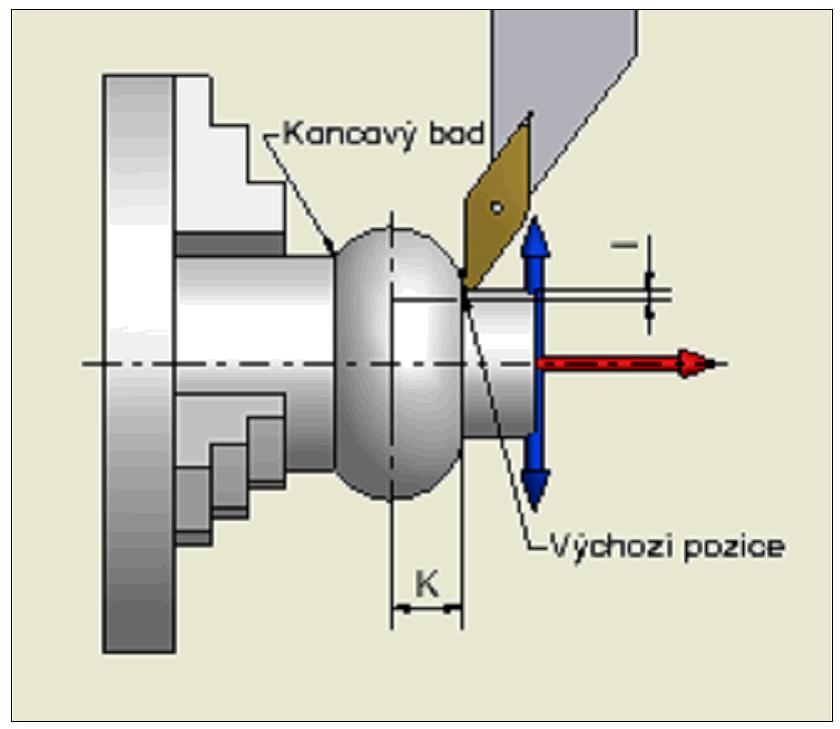
|
|
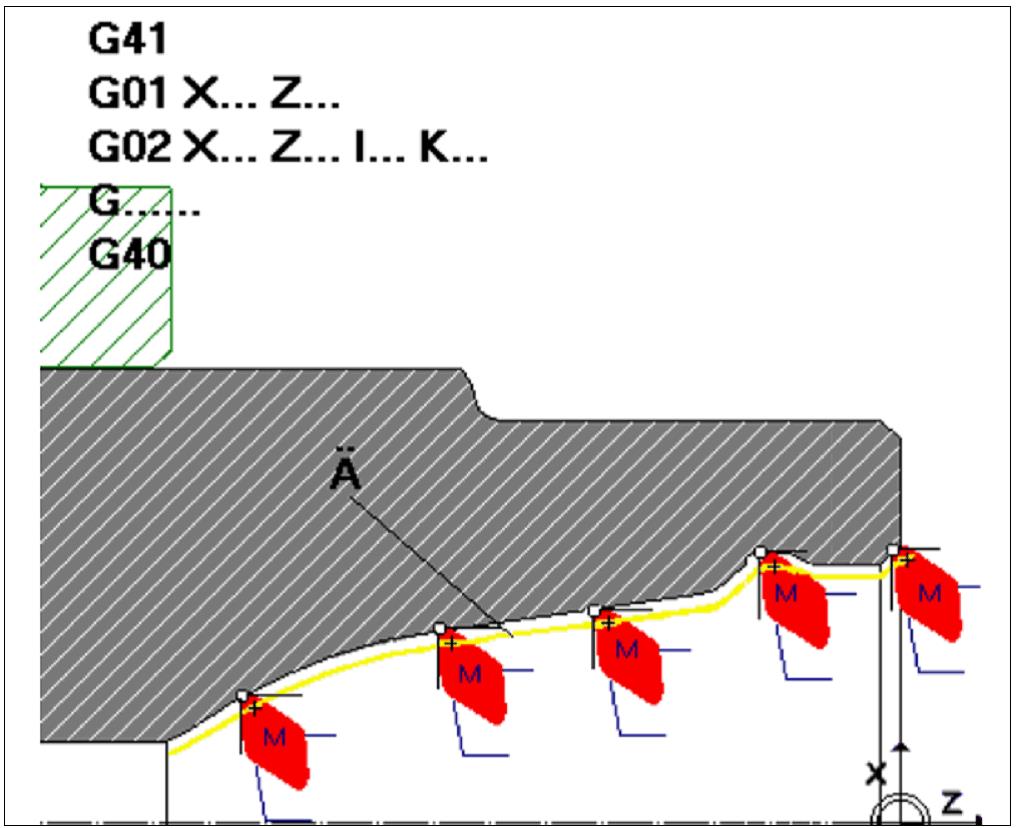
G41 – korekce poloměru zaoblení, nebo nástroje vlevo od obrysu
Tato funkce nám umožňuje programovat přímo jednotlivé body obrysu součásti, aniž bychom museli brát ohled na poloměr zaoblení špičky nože (soustružení), nebo poloměr frézy (frézování).
Obr. 40
G42 – korekce poloměru zaoblení, nebo nástroje vpravo od obrysu
Obr. 41
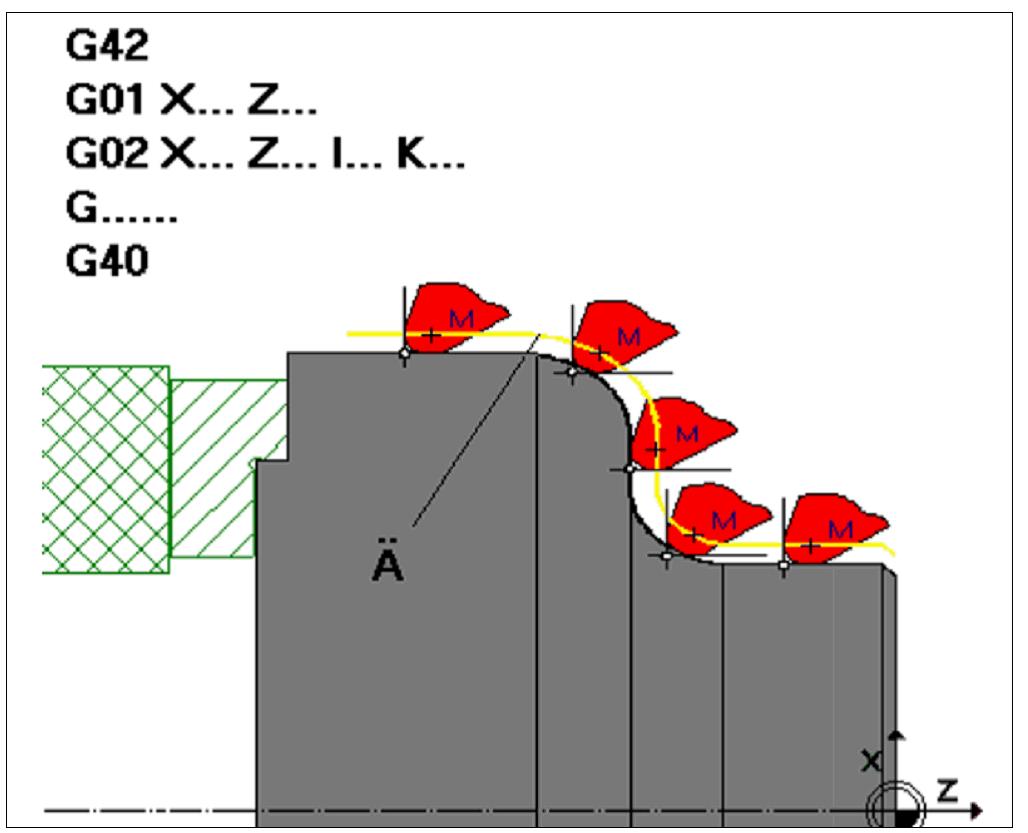
G40 – zrušení korekce poloměru zaoblení, nebo nástroje