Princip nanášení nátěrů stříkáním spočívá v tom, že nátěrová hmota upravená
na vhodnou konzistenci je rozprašována ze stříkacího zařízení na předmět.
Po dopadu se drobné kapičky slévají v souvislý nátěrový film.
Stříkání je jeden z nejrozšířenějších nanášecích způsobů, zvláště v průmyslové
výrobě. Dává možnost provedení hladkého a krycího nátěru jedinou operací.
|
Výhody stříkací techniky
|
Nevýhody stříkací techniky
|
Stříkání nátěrových hmot rozdělujeme na:
- stříkání vzduchové – pneumatické
- stříkání bezvzduchové
9.1. Stříkání vzduchové – pneumatické
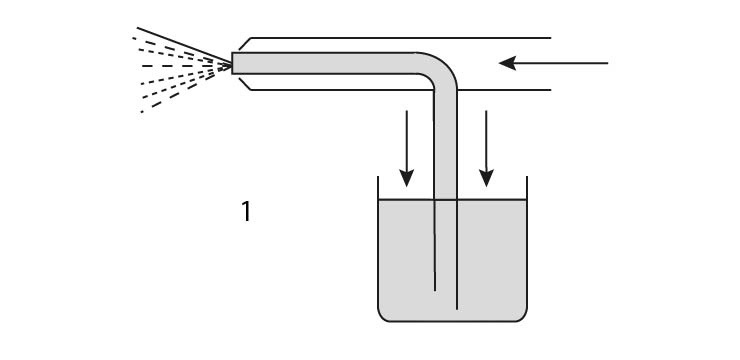
Rozptýlená nátěrové hmota ve formě kapiček je nanesena na povrch proudem vzduchu jako nosným médiem. Pneumatické stříkání se uplatňuje jak v dílnách, tak i v terénu, zejména na stříkání rovných ploch větších rozměrů.
Obr. 1 Schéma vzduchového (pneumatického) stříkání
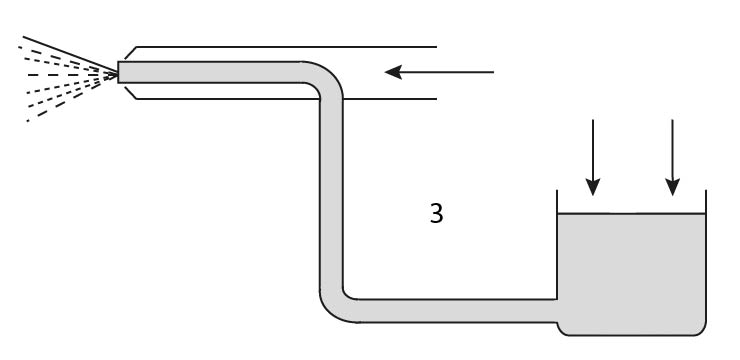
- nasávací systém
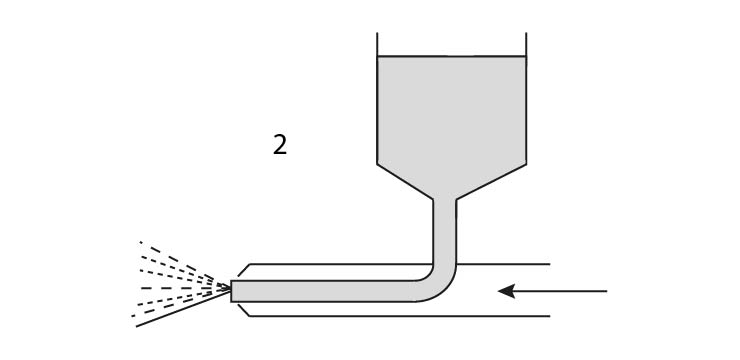
- spádový systém
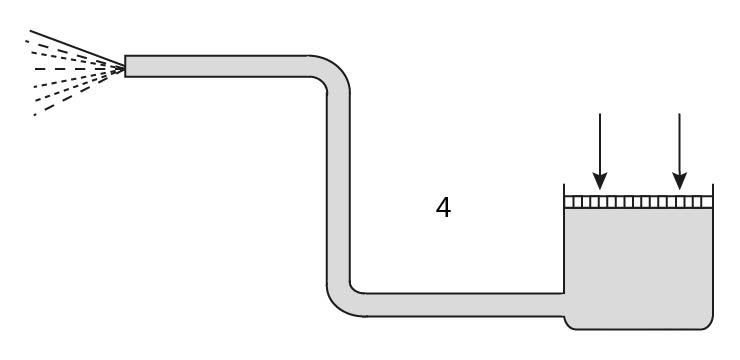
- tlakový systém
9.2. Stříkání bezvzduchové – vysokotlaké
Jemně rozptýlená nátěrová hmota ve formě kapiček je nanesena proudem vzduchu na upravený předmět tlakem nebo elektrickým nábojem, tedy bez nosného média. Nátěrová hmota dopadá na předmět vlastní energií, čímž má možnost proniknout do velmi těsných spár a přichytit se i na ostrých hranách. Při použití této techniky klesá spotřeba ředidel.
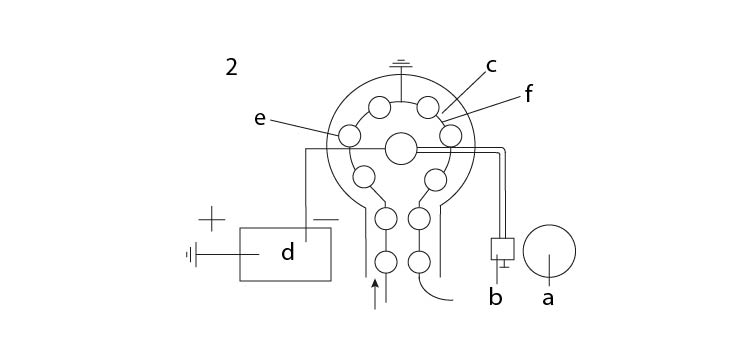
Obr. 2 Schéma bezvzduchového stříkání - vysokotlaký systém
9.3. Strojní vybavení a zařízení lakoven
9.3.1. Stříkací kabiny – boxy
Při stříkání nátěrové hmoty vzniká oblak rozprášené nátěrové hmoty, která se usadí vlivem gravitace. Je tedy nezbytné odvádět přebytečnou nátěrovou hmotu (prostřik) mimo předmět a pracoviště. K tomuto účelu slouží kabiny, které rozlišujeme na:
-
otevřené
- jsou skříňového tvaru. Na straně lakýrníka jsou otevřené, na protilehlé straně jsou umístěny filtry nebo stéká vody ve formě clony. Za filtry je umístěno odsávání.
-
Komorové či uzavřené
- jsou to samostatné místnosti, mají podlahové odsávání a přívod vzduchu od stropu, čímž je vytvořena vzduchová sprcha pro lakýrníky.
-
tunelové
- sou obdobou stříkacích kabin komorových, jsou však delší.
9.4. Stříkací pistole
Obr. 3 Hlavní části stříkací pistole
 |
|
9.4.1. Rozdělení stříkacích pistolí
-
spádové
- s nádobkou nahoře
-
sací
- s nádržkou dole, dolní těžiště méně zatěžuje fyzické namáhání ruky při stříkání
-
tlakové
- nátěrová hmota většího obsahu je v tlakové nádobě umístěn odděleně od stříkací pistole
Dále se používají:
- pistole elektrické s přímým přívodem vzduchu a různé spreje
- stříkací automaty (ve velkosériové výrobě)
- pistole retušovací na reklamní a písmomalířské práce
Obr. 4 Retušovací pistole - airbrushes

Používá se při nástřiku malých ploch. Využívají se hlavně pro šablonářské práce – nástřik hraček, reklamních předmětů, modelů, keramiky, skla...Vyznačuje se kruhovým nástřikem.
9.5. Trysky pistolí
Trysky jsou vyměnitelné a mají:
-
Různý tvar rozprašovací hubice
- kulatý střik je vhodný na drobné a členité předměty
- plochý střik pro větší a hladké plochy
-
Různé průměry trysek
- ∅ od 0,8 do 1,5 mm, se používá na menší plochy
- ∅ od 1,5 mm výše, je určen pro nástřik větších ploch a při nanášení hustších materiálů např.: tmelů
Pro menší průměr trysek je nutná řidší nátěrová hmota a nižší tlak.
9.6. Příprava podkladu na dřevě a na kovu ke stříkání
- Napuštěné vrstvy dřeva musí být dokonale suché, povrch přebroušený a oprášený
- Kovové podklady musí být odrezené, odmaštěné a opatřeny základním antikorozivním nátěrem
Základní nátěry lze podle podmínek natírat nebo stříkat.
9.6.1. Příklad dalšího technologického postupu
- tmelení
-
trenkování
- zpevnění tmelené vrstvy
- přebroušení a oprášení
- první krycí nástřik
- další nástřik řidším materiálem
9.7. Technika nástřiku
- nátěrové hmoty nanášíme křížem (obdobně jako u nanášení štětcem)
- pohybujeme celou paží - ne zápěstím
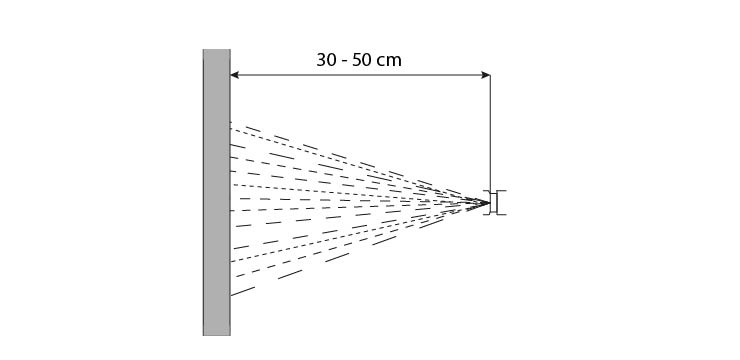
- zachováváme stejnou vzdálenost pistole od plochy. Vzdálenost stříkací pistole od plochy nelze přesně stanovit, záleží na mnoha okolnostech. V praxi se ponejvíce stříká ze vzdálenosti 30 – 50 cm
Obr. 5 Nástřik svislé plochy:
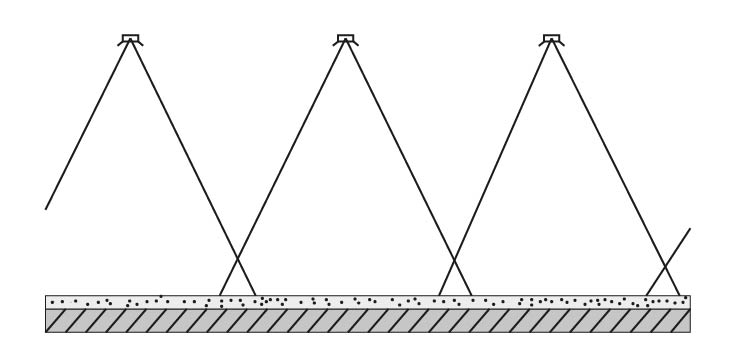
Obr. 6 Nástřik vodorovné plochy:

Obr. 7 Překrývání střikových paprsků:
9.8. Ošetření strojního zařízení a uchovávání materiálů
- Po ukončení práce zbytek nátěrové hmoty slijeme do připravené nádoby. Naředěné nátěrové hmoty nelijeme zpět k nepoužité hmotě.
- Stříkací pistole po ukončení stříkání propláchneme a prostříkneme příslušným ředidlem. Tryskové soustavy nikdy nečistíme tvrdými předměty.
- Před delším nepoužíváním pistole jemné části hlavy namažeme olejem – je doporučován prostřik olejem (před opětovným použitím mastnotu odstraníme ředidlem).
9.9. Novodobé způsoby stříkání nátěrových hmot
- stříkání v elektrostatickém poli
- stříkání s ohřevem nátěrové hmoty
- stříkání práškovými nátěrovými hmotami
9.10. Stříkání v elektrickém poli
Vychází z poznatku, že tělesa nabitá rozdílnými elektrickými náboji se přitahují
Obr. 8 Stříkání v elektrickém poli
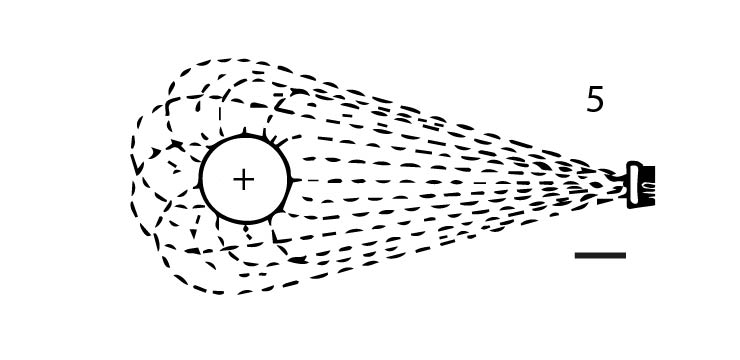
Nanášení nátěrových hmot se provádí v účinném prostoru elektrického pole,
kde je natíraný předmět uzemněn a má kladný náboj (+). Nátěrová hmota a stříkací zařízení má náboj záporný
(-). Účinkem elektrostatických sil jsou jemné kapénky
nátěrové hmoty vržené do elektrického pole přitahovány na předmět a pokrývají
jej souvislou vrstvou – nátěrem.
Tento způsob stříkání podstatně omezuje ztráty nátěrových hmot a zlepšuje
hygienu pracovního prostředí.
Obr. 9 Schéma stříkání nátěrových hmot v elektrostatickém poli
- průběžná kabina
- kruhová kabina
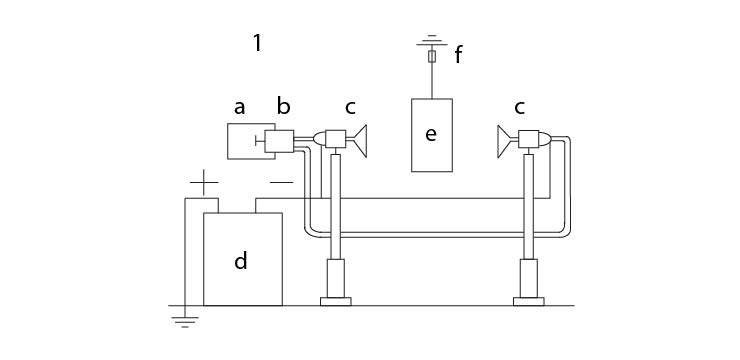
- zásobník nátěrové hmoty
- tlakové čerpadlo
- rozprašovač
- transformátor
- výrobek
- dopravník
9.11. Zásady bezpečnosti práce
- účinné protipožární vybavení (sněhové , případně pěnové)
- vhodné osvětlení – v dílně (stejnoměrný rozptyl světla)
- dokonalé odsávací a větrací zařízení (dle potřeby používat respirátory)
- přísný zákaz kouření a manipulace s otevřeným ohněm
Kontrolní otázky
- Uveďte výhody stříkací techniky.
- Uveďte nevýhody stříkací techniky.
- Rozdělte stříkací pistole podle umístění nádobky.
- Popište techniku nástřiku.