Obsah kapitoly
- 2.
Součásti k přenosu otáčivého pohybu
-
2.3
Ložiska
- 2.3.1 Kluzná ložiska
- 2.3.2 Valivá ložiska
- 2.3.3 Mazání ložisek
-
2.3
Ložiska
- Testové otázky
2 Součásti k přenosu otáčivého pohybu
2.3 Ložiska
Ložisko je základní strojní součást všech strojů a zařízení, ve kterých dochází k rotačnímu pohybu jeho komponent.
Slouží k točnému uložení čepů a hřídelí, umožňuje tím jejich rotační pohyb, přenáší zatížení na ostatní části stroje a vymezuje vzájemnou polohu pevných a rotačních součástí.
Podle konstrukce a principu jejich činnosti dělíme ložiska na:
Kluzná – základními částmi ložiska je těleso („domek“) a pouzdro (nedělená ložiska) nebo vhodně tvarovaná pánev (dělená ložiska). Čep hřídele je v kontaktu přímo s pouzdrem, resp. pánví.
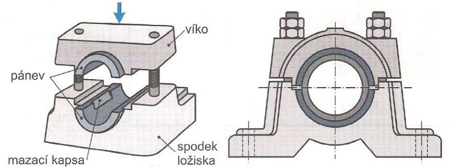
Obr. 1 Ložiskové těleso

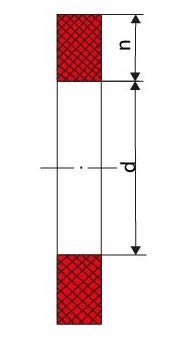
Obr. 2 Pouzdro kluzného ložiska SKF *1)
Valivá – jsou tvořena dvěma kroužky, valivými tělesy a klecí, která zachycuje valivá tělesa. Rotační pohyb čepu vůči rámu stroje je umožněn přes valivá tělesa.

Obr. 3 Jednořadé kuličkové ložisko
Zpět na začátek
2.3.1Kluzná ložiska
Mezi náboj a čep ložiska je vloženo měkké pouzdro (mosaz, plast, bronz atd.) nebo odlévaná pánev. V průběhu činnosti daného zařízení (rotace hřídele) dochází ve stykových plochách mezi čepem a pouzdrem ke vzniku smykového tření, které je snižováno mazáním. Rovněž dochází k opotřebení pouzdra (je z měkčího materiálu a levnější než čep a těleso), které se snadno nahradí novým. Čímž se prodlužuje životnost zařízení.
Výhody použití kluzných ložisek:
- snadná montáž a oprava
- jednoduchá a levnější než valivá
- použití pro větší zatížení než valivá
- snášejí občasná přetížení a rázy
- umožňují přesné uložení hřídelí.
Nevýhody použití kluzných ložisek:
- vyžadují delší záběh
- větší spotřeba maziva, nebezpečí zadření při nedostatečném mazání
- větší délka než u valivých ložisek – větší hmotnost
- větší ztráty třením – menší únosnost při rozběhu a doběhu
- nižší účinnost.
Tření v kluzných ložiskách
Velikost vzniklého tření závisí na kvalitě povrchu a míře opotřebení styčných ploch, jejich teplotě, druhu materiálu stýkajících se ploch, míře zatížení ložiska a kvalitě mazání.
Třením dochází k opotřebení součástí a ztrátě energie (vzniká teplo) – jedná se o důležitý ukazatel technické úrovně výrobku.
Podle míry mazání a velikosti vzniklého olejového filmu mezi styčnými plochami rozlišujeme tření:
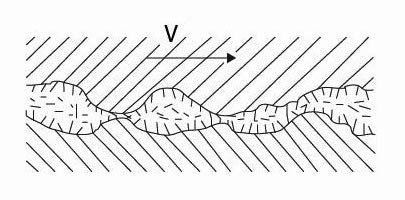
- Suché – plochy nejsou mazány, vznik vysokých teplot a zadírání. Řadíme sem i tuhé mazání (grafitem). Vzniká při rozběhu stroje – otáčky čepu jsou malé a mazací látka je vytlačena nad čep. Vlivem hydrodynamických sil se mazací klín teprve začíná tvořit.
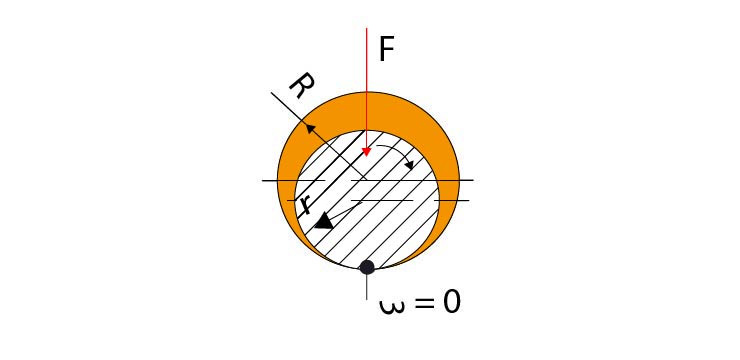
Obr. 4 Suché tření v kluzných ložiskách
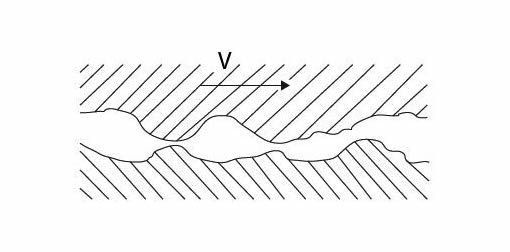
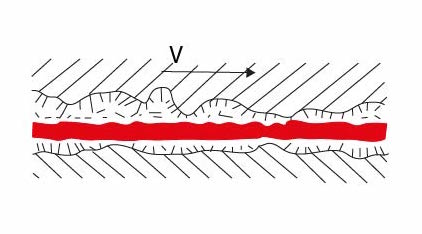
- Polosuché (mezní) – mazání není dostatečné, nedochází k oddělení stykových ploch mazivem a dochází k přímému dotyku povrchových nerovností. Klesá míra opotřebení ploch. Excentricita mezi osou čepu a náboje se zmenšuje, vlivem hydrodynamických sil se vytváří mazací klín.
Obr. 5 Polosuché tření v kluzných ložiskách
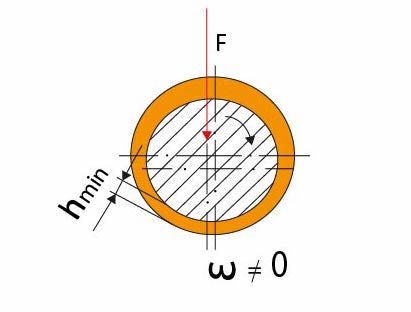
- Kapalinné (tekutinové) – dostatek maziva, kluzné plochy jsou zcela odděleny vrstvou maziva. Říkáme, že čep plave. Opotřebení je nepatrné.
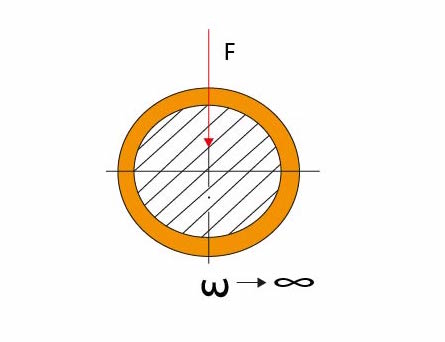
Obr. 6 Kapalinné tření v kluzných ložiskách
Konstrukce ložisek by měla být taková, aby vždy vznikalo tření kapalinné. Mezi čepem a pánví musí být trvale olejový film.
Rozdělení kluzných ložisek
Z funkčního hlediska
- hydrodynamická – mazivo je mezi kluzné plochy přiváděno otáčkami hřídele. Čím jsou otáčky vyšší, tím je mazání intenzivnější. Není třeba přídavných zařízení (čerpadlo, ventily, potrubí pro rozvod oleje)
- hydrostatická – mazivo je mezi kluzné plochy přiváděno pomocí čerpadla (nejčastěji zubovým). Pracují při nízkých otáčkách a vyšších zatíženích
- s omezeným mazáním – není třeba velké množství maziva, materiál kluzných ploch má malý součinitel tření a je odolný proti zadírání, opotřebení
- samomazná – vyráběná práškovou metalurgií, ve svojí struktuře mají póry, ve kterých je uloženo mazivo a to za chodu stroje vystupuje na povrch (18 344, 18 280, slinutý bronz)
- samomazná s tuhými mazivy – mazivo je obsaženo přímo ve struktuře materiálu

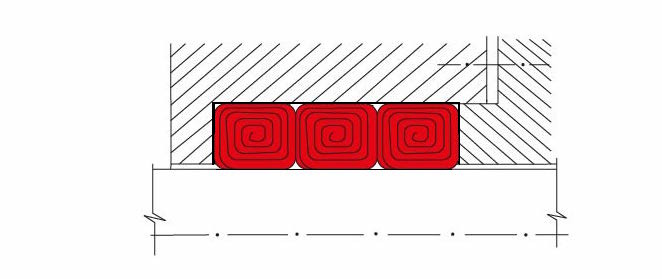
Obr. 7 Kluzné pouzdro SKF s kompozitem – ve vrstvě kompozitu jsou vytlačené kruhové jamky, kapsičky, které slouží jako zásobníky maziva, umožňující dlouhé mazací intervaly. Jsou určené pro naplnění mazivem před nasazením hřídele do pouzdra. *2)
Podle směru zatěžující síly – viz čepy
- radiální
- axiální
- kombinovaná
Podle tvaru – viz čepy
- válcová, kuželová, patní, prstencová, kulová, hřebenová.
Podle konstrukce
- s pouzdrem
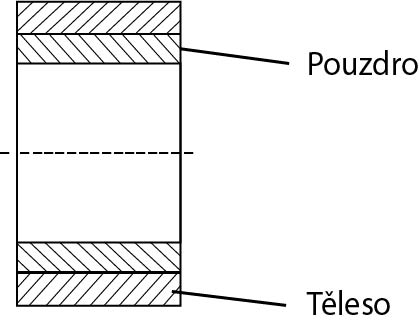
Obr. 8 Kluzné ložisko s pouzdrem
- s pouzdrem a výstelkou
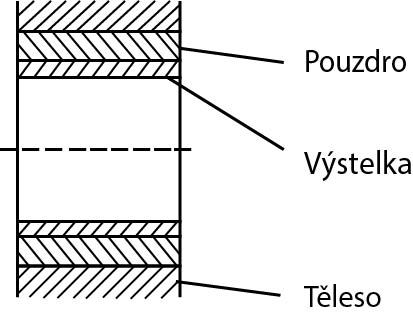
Obr. 9 Kluzné ložisko s pouzdrem a výstelkou
Provedení kluzných ložisek
- u radiálních ložisek je nejčastěji vyrobeno celé pouzdro z kluzných materiálů (bez výstelky), anebo složené z ocelového pouzdra a výstelky z kluzného materiálu. U kovových pouzder s výstelkou se nejčastěji používá k výrobě pouzder uhlíková ocel 12 011.1 a k výrobě výstelky mosazi, bronzy, CuSN8 (42 3018), CuPb30 (42 3184),….
Pro kluzná ložiska lze použít i nekovové materiály:
- materiály z tvrzených tkanin (516) – tkanina + pryskyřice
- šedá litina (42 2415, 42 2456)
- polyvinylacetátové materiály KX
- materiály z hydroskopicky odolné pryže AKB 8524 -2 (pro ložiska do znečištěné vody a agresivních roztoků, musí být zatopená).
Výpočet kluzných ložisek
Zadáno je zatížení F[N]a otáčky n[s-1].
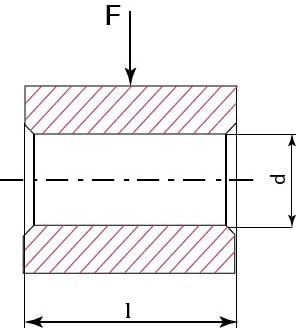
Obr. 10 Zatížení kluzného ložiska
- Rozhodne se o materiálu a jakosti funkčních ploch čepu a pánve ( σDO, pD,….)
- Provede se výpočet čepu – průměr a délka (pro dané nebo zvolené λ)
- Kontrola na otlačení v ložisku
p = F/S = \frac {F} {l * d} ≤ p_D
- Kontrola na oteplení
p * v ≤ (p * v)_D
Montáž kluzných ložisek
Všechny funkční plochy musí být pečlivě očištěny a zbaveny otřepů, je třeba kontrolovat i povrchové vady stýkajících se ploch.
Nejprve se do ložiskového tělesa nalisuje pouzdro. Dle rozměrů součásti a velikosti přesahu
lze nalisování provádět za studena, s ohřevem ložiskového tělesa, s ochlazením ložiskového pouzdra nebo kombinací ochlazení a ohřevu.
Pouzdro se následně zabezpečí proti pootočení (nejčastěji pomocí šroubů bez hlavy – stavěcích šroubů – červíků), a v nalisovaném pouzdru se pak vystruží přesný rozměr díry.
Do ložiskového tělesa se nejprve nalisuje pouzdro, které se zabezpečí proti pootočení.
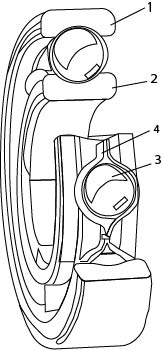
Nejjednodušeji lze lisování pouzdra provést jeho naražením do ložiskového tělesa pryžovou nebo dřevěnou palicí přes podložku. Podmínkou je tlustší stěna pouzdra a malý přesah.
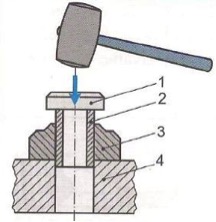
Obr. 11 Nalisování pouzdra paličkou
1 – podložka, 2 – pouzdro, 3 – vodící kroužek, 4 - těleso
Pro montáž ložisek lze rovněž použít lisování šroubovým přípravkem s vodící tyčí.
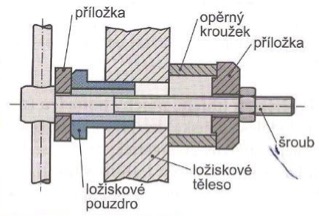
Obr. 12 Montáž kluzného ložiska lisováním šroubovým přípravkem s vodící tyčí
Demontáž kluzných ložisek
Nedělená kluzná ložiska se demontují pomocí vyrážečů a vytahováku (pákových nebo šroubových). Ze slepých děr se pouzdra vyjímají velmi obtížně. Např. je možné do pouzdra vyřezat závit, vyplnit díru olejem a následně pomocí zašroubovaného šroubu vyvidit potřebný tlak k vyjmutí pouzdra.
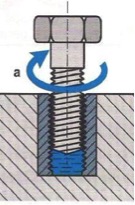
Obr. 13 Demontáž pouzdra pomocí šroubu
2.3.2Valivá ložiska
Základními stavebními prvky jsou vnitřní a vnější kroužek, valivá tělesa a klec pro vedení a rovnoměrné rozložení valivých těles.
Čep se odvaluje pomocí těchto rotačních tělísek, čímž se nahradí smykové tření (u kluzných ložisek) třením valivým. Dle typu mohou být ložiska dále opatřeny krycími plechy nebo těsněními.
Obr. 14 Schematické zobrazení valivého ložiska
1 – vnější kroužek, 2 – vnitřní kroužek, 3 – valivé tělísko, 4 – klec
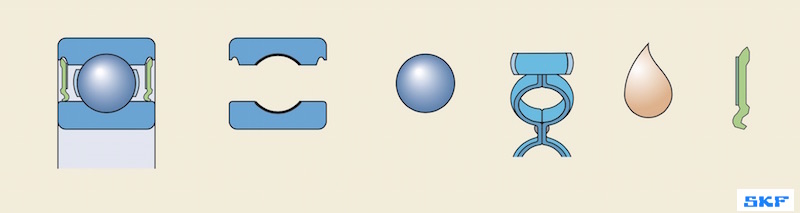
Obr. 15 Stavba ložiska *3)
Výhody použití valivých ložišek:
(v porovnání s kluznými ložisky)
- menší tření – vyšší účinnost, menší oteplení
- malá spotřeba maziva, vysoká odolnost proti zadření
- možné vyšší provozní teploty
- přenos velkých zatížení při rozběhu i doběhu
- možnost práce při vyšších otáčkách
- snadná údržba.
Nevýhody použití valivových ložisek:
- mnohem vyšší pořizovací náklady
- složitější montáž a demontáž
- vyšší hmotnost
- větší hlučnost při vysokých otáčkách.
Rozdělení valivých ložisek
Dle směru přenášeného zatížení
- radiální – přenášejí zatížení kolmé na osu
- axiální – přenášejí zatížení působící v ose
- kombinovaná (radiálně-axiální)
Dle tvaru valivého elementu
- kuličková

- válečková

- soudečková

- kuželíková

- jehlová

Dle formy styku valivého tělesa s kroužkem
- s bodovým stykem – kuličková
- s čarovým stykem – válečková, soudečková, kuželíková, jehlová
Dle počtu řad valivého tělesa
- jednořadá
- dvouřadá
- víceřadá
Obr. 16 Dvouřadé kuličkové ložisko *4)
Materiál valivých ložisek
Kroužky a valivá tělesa jsou v základním provedení zhotoveny z kvalitní ložiskové oceli – prokalitelné oceli, cementační ložiskové oceli, nerezové ložiskové oceli, oceli pro vysoké teploty atd. Povrch valivých těles a oběžné dráhy kroužků jsou broušené leštěné. Klece jsou zhotoveny z měkkých materiálů (lehké kovy, plasty, ocelový nebo mosazný plech).
Materiál valivých elementů a kroužků ložiska může být i kombinován, tzv. hybridní ložiska – mají kroužky z ložiskové oceli a valivá tělesa z nitridu křemíku pro výrobu ložisek (Si3N4). Hybridní ložiska mají výborné elektroizolační vlastnosti, mohou pracovat při vyšších otáčkách a mají delší trvanlivosti než celoocelová ložiska.
Polymerová ložiska mohou být vyrobena z celé řady materiálů a jejich kombinací. Jsou tvořena z polymerových kroužků a kuliček z nerezové oceli, skla, polymeru nebo jiných materiálů.
Jsou určena pro uložení, která musí být odolná proti vlhkosti nebo chemickým látkám (v potravinářském průmyslu, do lékařských přístrojů, vytápění a klimatizace apod.).
Výhodou jejich použití je tichý chod, nízká hmotnost, korozní a chemická odolnost, není třeba je mazat.
Volba vhodného druhu valivého ložiska
Pro rozhodnutí o tom, jaké valivé ložisko je nejlepší použít pro konkrétní případ, je nutné vzít v úvahu zejména:
- konstrukci uložení
- způsob a velikost zatížení
- požadavky na přesnost
- způsob mazání ložiska
- požadavky na montáž a demontáž
- provozní podmínky – velikost otáček, tepelné zatížení
Základní typy valivých ložisek jsou normalizovány. V rámci každého typu však mohou být ložiska vyráběna v mnoha dalších provedeních, která se od základních typů v některých vlastnostech liší.
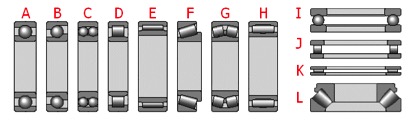
Obr. 17 Základní typy valivých ložisek
- Kuličková ložiska
- nejběžněji používaný typ, nejlevnější, existuje mnoho provedení a rozměrů
- jednoduchá konstrukce, nenáročná údržba, vysoká provozní odolnost
- dobrá únosnost v radiálním i axiálním směru
- vhodné i v případě vysokých provozních otáček
- nutná souosost čepu a ložiskového tělesa.
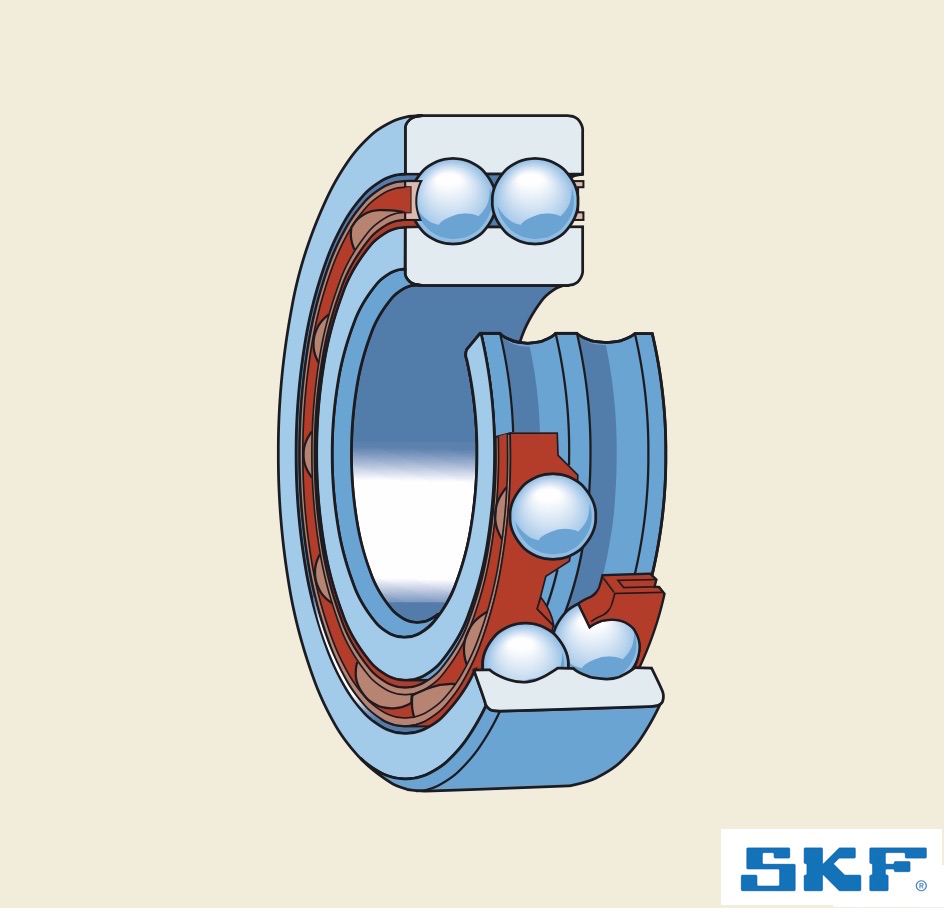
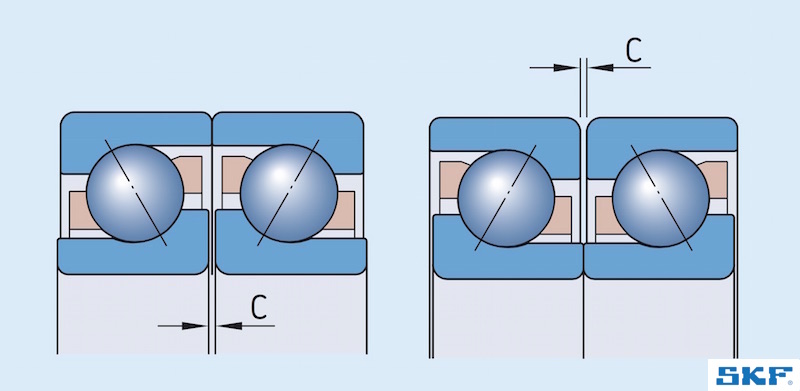
- Kuličková ložiska s kosoúhlým stykem
- oběžné dráhy vnitřních a vnějších kroužků jsou vzájemně přesazeny ve směru osy ložiska
- jsou schopna přenášet kombinované zatížení (radiální i axiální)
- jejich axiální únosnost roste s rostoucím úhlem styku (úhel, který svírá spojnice stykových bodů kuličky a oběžných drah v radiální rovině, ve které je přenášeno zatížení z jedné oběžné dráhy na druhou, a kolmice na osu ložiska)
- jednořadá umožňují zachytávat axiální síly jen v jednom směru, proto se montují ve dvojicích proti sobě, co nejblíže u sebe (sdružená dvojice ložisek se již dodává v jednom balení, kombinace ložisek z různých dvojic není možná), nebo se použijí ložiska dvouřadá
- vyšší únosnost než kuličková, nižší únosnost než kuželíková, lze použít pro vyšší otáčky
- dvouřadá zachycují klopné momenty v axiální rovině – nutná souosost a tuhost uložení, není možný výkyv hřídele
- vyrábějí se s kovovou nebo polyamidovou klecí, zakrytá nebo utěsněná.
- Naklápěcí kuličková ložiska
- mají dvě řady kuliček se společnou kulovou oběžnou dráhou vnějšího kroužku
- jejich konstrukce umožňuje vzájemné naklopení kroužků (dle provedení ložiska cca 2–3°), tím může docházet k naklápění ložiska a vyrovnání nesouososti hřídele vzhledem k tělesu
- vhodné pro uložení, kde může dojít k průhybu hřídele nebo nesouososti
- únosnost je menší než u rozměrově srovnatelných jednořadých kuličkových ložisek, nejsou vhodná pro zachycení větších axiálních sil
- standardní provedení je opatřeno válcovou dírou, některé velikosti i kuželovou (kuželovitost 1:12)
- mají nejnižší tření ze všech valivých ložisek – nižší teplota i při vyšších otáčkách
- provedení: otevřená neutěsněná, oboustranně utěsněná a s rozšířeným vnitřním kroužkem.
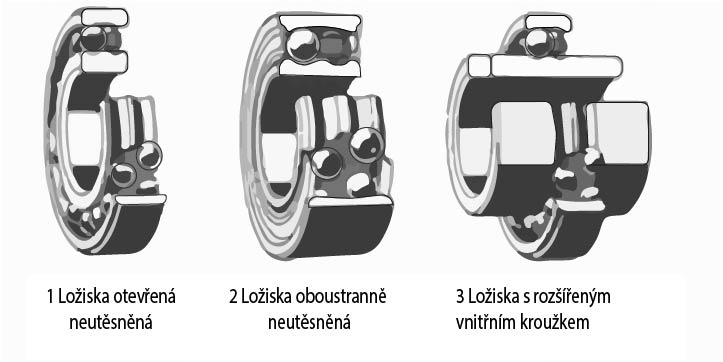
Obr. 20 Provedení naklápěcích kuličkových ložisek
Obr. 21 Vyrovnání nesouososti naklápěcím kuličkovým ložiskem *7)
- Válečková ložiska
- většinou se vyrábějí jako jednořadá s klecí, standardně také jako jednořadá a dvouřadá s plným počtem valivých těles (bez klece), existuje ale plno typů v mnoha rozměrech
- obvykle jsou vyráběna s válcovou i kuželovou dírou
- ložiska bez klece jsou vhodná pro vysoká zatížení a střední otáčky
- ložiska s klecí jsou určená především pro přenos velkých radiálních zatížení (v porovnání s rozměrově srovnatelnými kuličkovými ložisky mají až o 60% vyšší únosnost) a práci při vysokých otáčkách
- mají vysokou tuhost – vhodná pro míjivá a rázová zatížení
- ložiska s vodícími nákružky (přírubami) na vnějším i vnitřním kroužku dovolují zachycovat menší axiální síly – u ostatních provedení nemohou přenášet žádné axiální zatížení, ale umožňují vzájemné axiální posunutí kroužků
- profil valivého elementu umožňuje optimální rozložení tlaku v místě dotyku
- méně citlivá na nesouosost
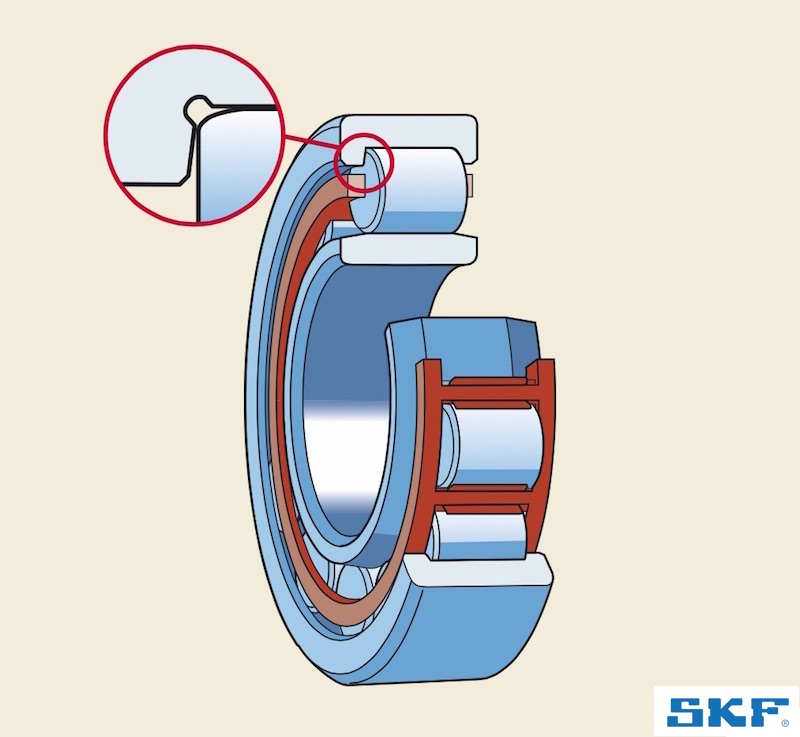
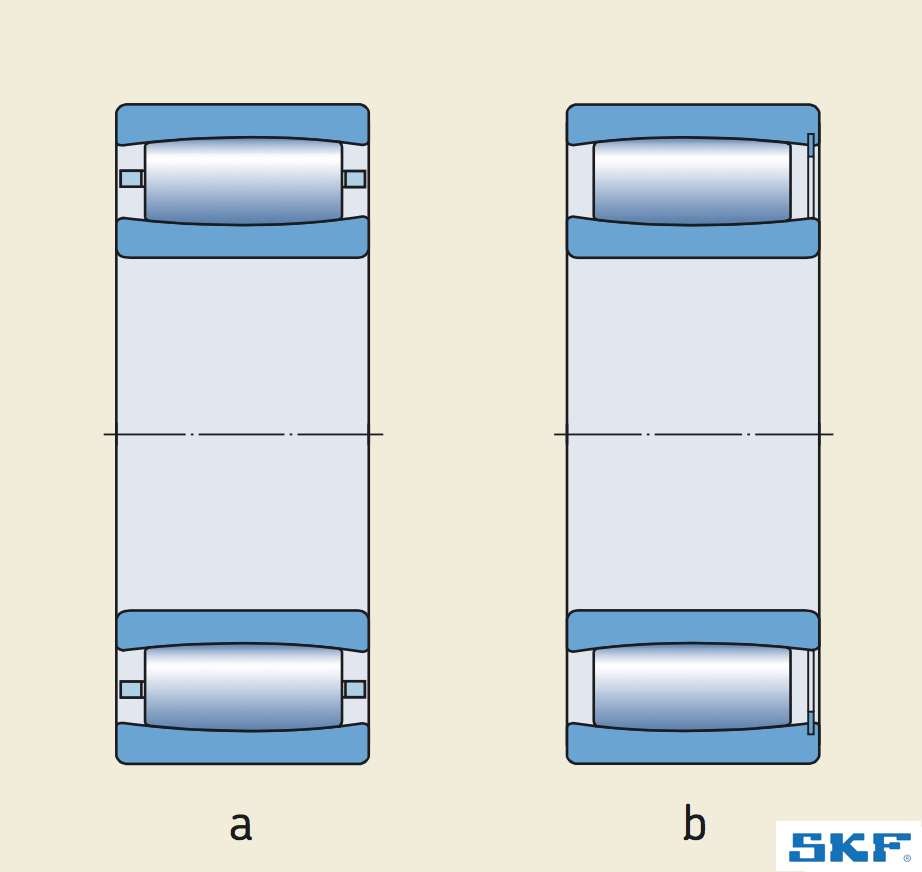
Obr. 22 Jednořadé válečkové ložisko s elementy vedenými „otevřenými“ přírubami (lepší mazání, nižší tření, nižší provozní teplota) *8)
Obr. 23 Trojřadé válečkové ložisko s plným počtem elementů *9)
- Jehlová ložiska
- jedná se v podstatě o válečková ložiska s dlouhými štíhlými válečky (jehlami), dle normy ISO je délka jehly minimálně 2,5 násobek průměru
- mají nízký průřez (stavební výšku), vysokou únosnost a tuhost
- vhodná pro uložení s omezenými prostorovými nároky v radiálním směru
- použití především při nízkých otáčkách nebo na kývavý pohyb, vhodná i pro proměnlivá a rázová zatížení
- nemohou přenášet žádné axiální zatížení, umožňují vzájemné axiální posunutí kroužků
- pro zmenšení stavební výšky možno vypustit jeden nebo oba kroužky, úložné plochy na hřídeli a v tělese pak musí být kaleny a kvalitně obrobeny
- vysoké nároky na souosost čepu a ložiskového tělesa (maximální úhel naklopení 3-4')
- provedení - průchozí s lisovaným pouzdrem, s pouzdrem na jedné straně uzavřeným, ložiska s nebo bez vnitřního kroužku, jehly a klece s jehlami, ložiska bez vodících přírub, kombinovaná jehlová a kuličková ložiska

Obr. 24 Příklady provedení jehlových ložisek
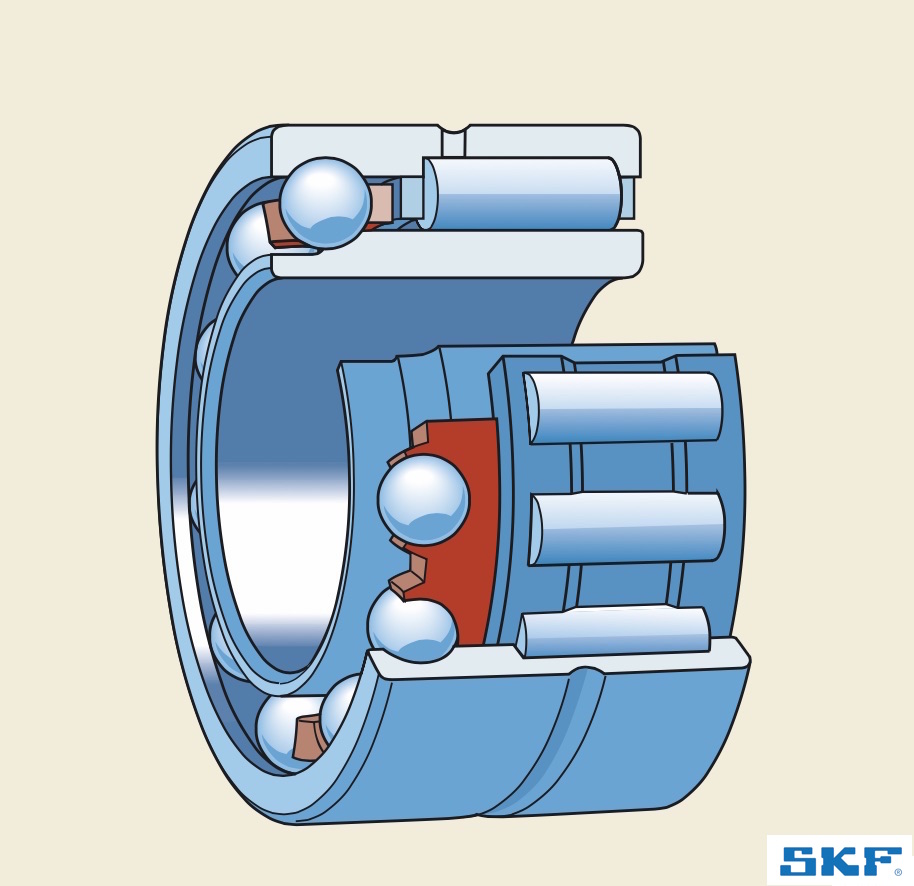
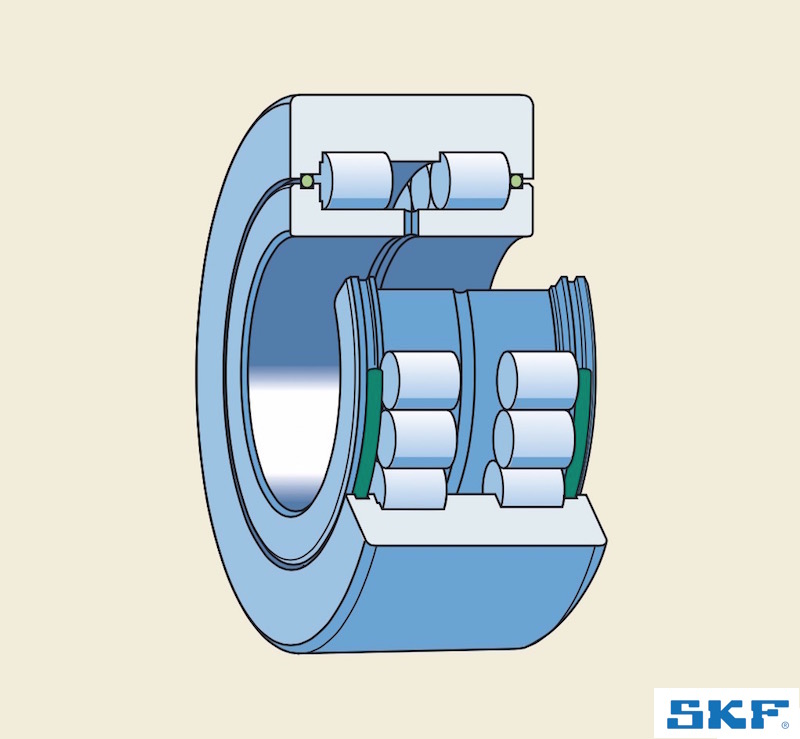
Obr. 25 Kombinované ložisko jehlové a kuličkové s kosoúhlým stykem.
Použití jako axiálně vodící v případě, kdy mohou být vystavena působení velmi velkých axiálních zatížení, při vysokých otáčkách nebo při nedostatečném mazání, anebo z důvodu omezeného prostoru nelze použít jiné typy axiálně vodících ložisek *10)

Obr. 26 Jehlové ložisko
- Kuželíková ložiska
- zpravidla jsou rozebíratelná, na vnitřním a vnějším kroužku mají oběžnou dráhu, ve které jsou uspořádány kuželíky
- vhodná k zachycení současně působících radiálních a axiálních zatížení
- mají vysokou únosnost
- axiální zatížení zachycují jen v jednom směru, montují se proto ve dvojicích proti sobě
- za provozu minimální hluk a vibrace
- určena pro práci při nižších otáčkách, mají vyšší únosnost než kuličková ložiska s kosoúhlým stykem
- úložné plochy pro kuželíková ložiska musí být souosé, maximální úhel naklopení je 2-4'
- dělíme je na jednořadá a párovaná jednořadá, dále pak na metrická a palcová
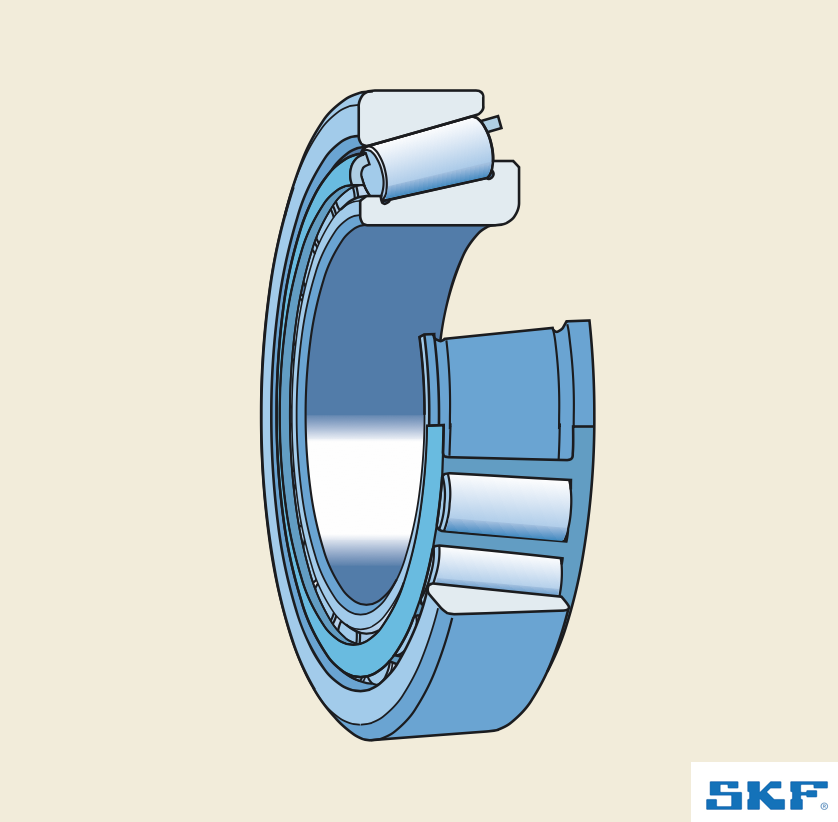
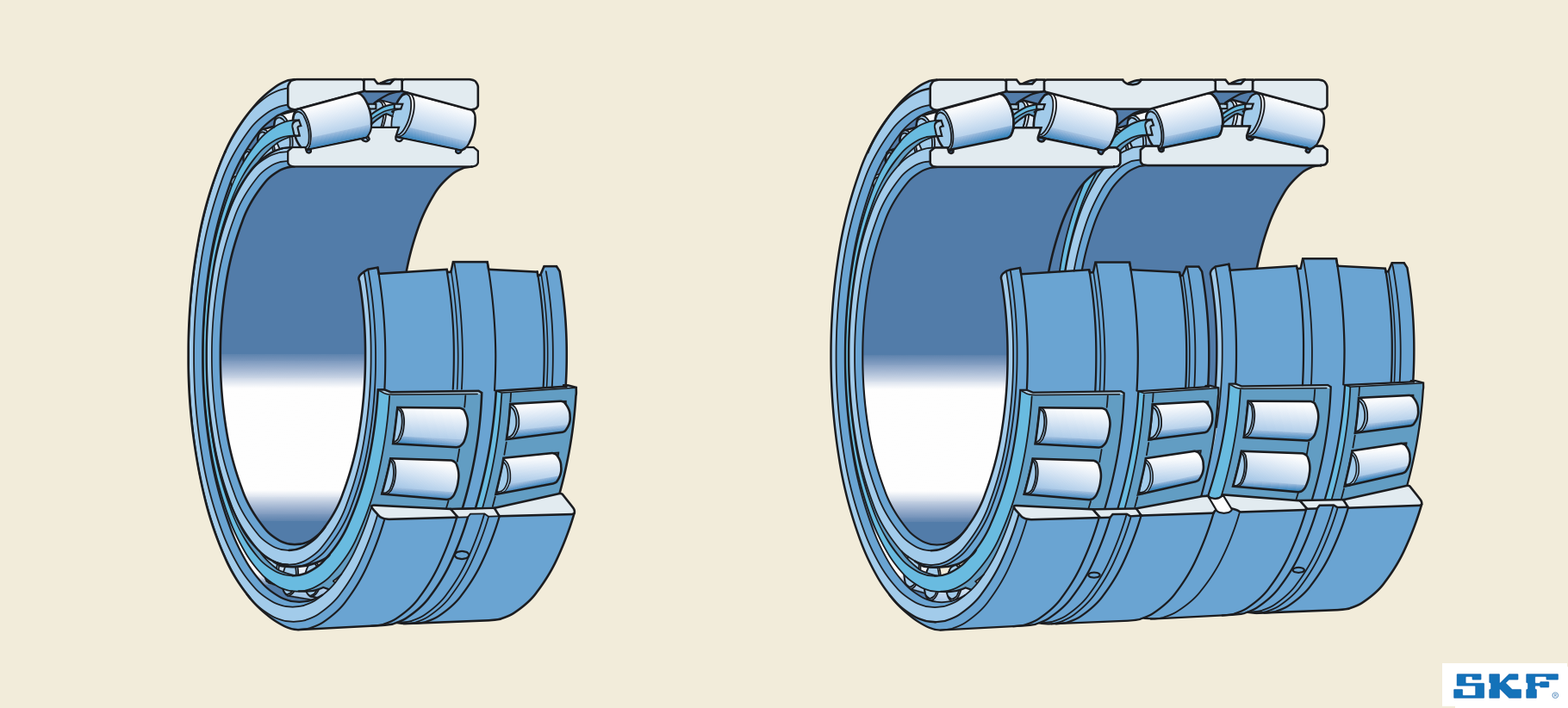
a)b)c)
Obr. 27 Provedení kuželíkových ložisek
a) jednořadá, b) dvouřadá, c) čtyřřadá *11)
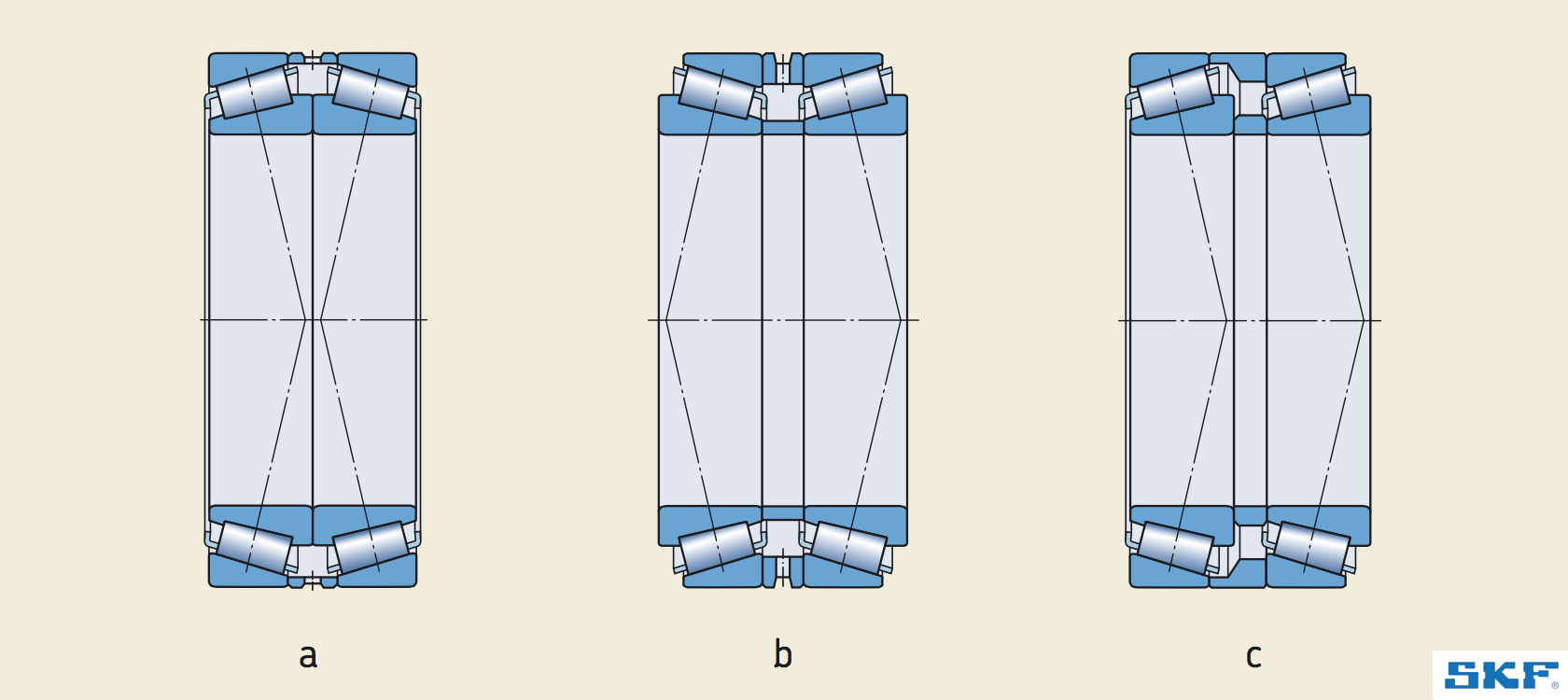
Obr. 28 Párová ložiska SKF a) uspořádaná čely k sobě (do „X“), b) uspořádaná zády k sobě (do „O“), c) do tandemu (výjimečně) *12)

Obr. 29 Dvouřadé radiální kuželíkové ložisko
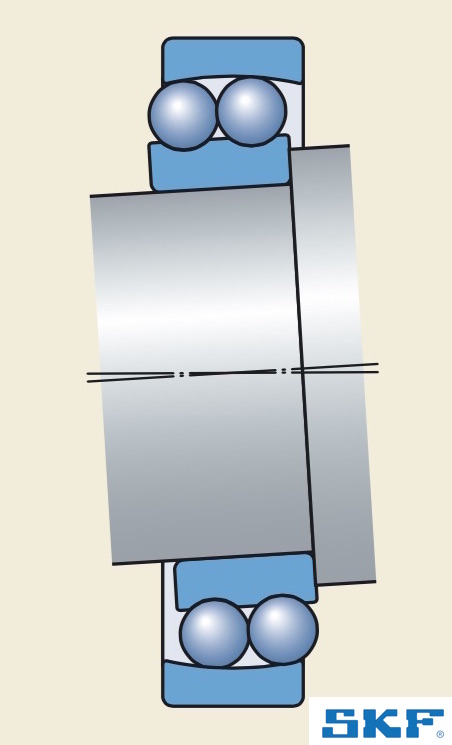
- Soudečková ložiska
- mají jednu nebo dvě řady soudečků se společnou kulovou oběžnou dráhou na vnějším kroužku
- jsou naklápěcí, mohou vyrovnávat nesouosost hřídele vzhledem k tělesu nebo jeho průhyb
- mají vysokou únosnost a mohou přenášet velká radiální a současně i axiální zatížení v obou směrech
- v mnoha uloženích nejdou nahradit jinými typy ložisek
- obvykle se vyrábějí s válcovou i kuželovou dírou, nejsou rozebíratelná
- provedení – nezakrytá ložiska, ložiska s těsněním.

Obr. 30 Naklápěcí dvouřadé kuličkové ložisko
- Toroidní ložiska (CARB)
- jednořadá ložiska s dlouhými, mírně soudkovitými valivými elementy, oběžné dráhy vnitřního i vnějšího kroužku jsou vyduté a symetrické okolo osy procházející středem ložiska
- konstrukce kombinuje naklopitelnost soudečkového ložiska se schopností válečkového ložiska vyrovnávat axiální posuv hřídele a mají nízkou stavební výšku (srovnatelnou s jehlovým ložiskem)
- vysoká únosnost, omezují vibrace, axiální vibrace nepřenáší do tělesa
- vyrábějí se v provedení s plným počtem valivých elementů (vyšší únosnost) i s klecí, s válcovou i kuželovou dírou, jako nezakrytá i s těsněním
- jsou určena výhradně po použití jako axiálně volná.
Obr. 31 Provedení toroidních ložisek
a) s klecí, b) s plným počtem valivých těles *13) - Axiální kuličková ložiska
- skládají se z hřídelového a tělesového kroužku, valivých těles a klece
- jsou rozebíratelná, montáž je jednoduchá (kroužky a klec s kuličkami lze montovat zvlášť)
- určena pouze pro přenos axiálních sil, radiální síly nejsou schopny přenášet
- vyrábějí se jednosměrná a obousměrná pro přenos v jednom nebo dvou směrech
- nemohou pracovat bez zatížení – hrozí prokluz kuliček
- nevhodná pro práci při vyšších otáčkách – nepříznivý vliv odstředivých sil
- nutná kolmost čelní plochy kroužků k ose hřídele
- v případě nerovnoběžnosti opěrné plochy tělesa a hřídele lze použít ložiska s kulovou dosedací plochou.

Obr. 32 Axiální kuličkové ložisko
- Axiální válečková ložiska
- určena pro přenos velkých axiálních zatížení v jednom směru, radiální zatížení nejsou schopna přenášet, mohou zachycovat i rázová zatížení
- nemohou pracovat bez zatížení – hrozí prokluz elementů
- nevhodná pro práci při vyšších otáčkách
- jsou rozebíratelná, mají jednoduchý tvar a konstrukci, ložisko tvoří klec s válečky, hřídelový a tělesový kroužek
- nutná kolmost čelní plochy kroužků k ose hřídele
- používají se v případě, kdy axiální kuličková ložiska nemají dostatečnou únosnost.
Obr. 33 Jednořadé a dvouřadé radiální válečkové ložisko *14)
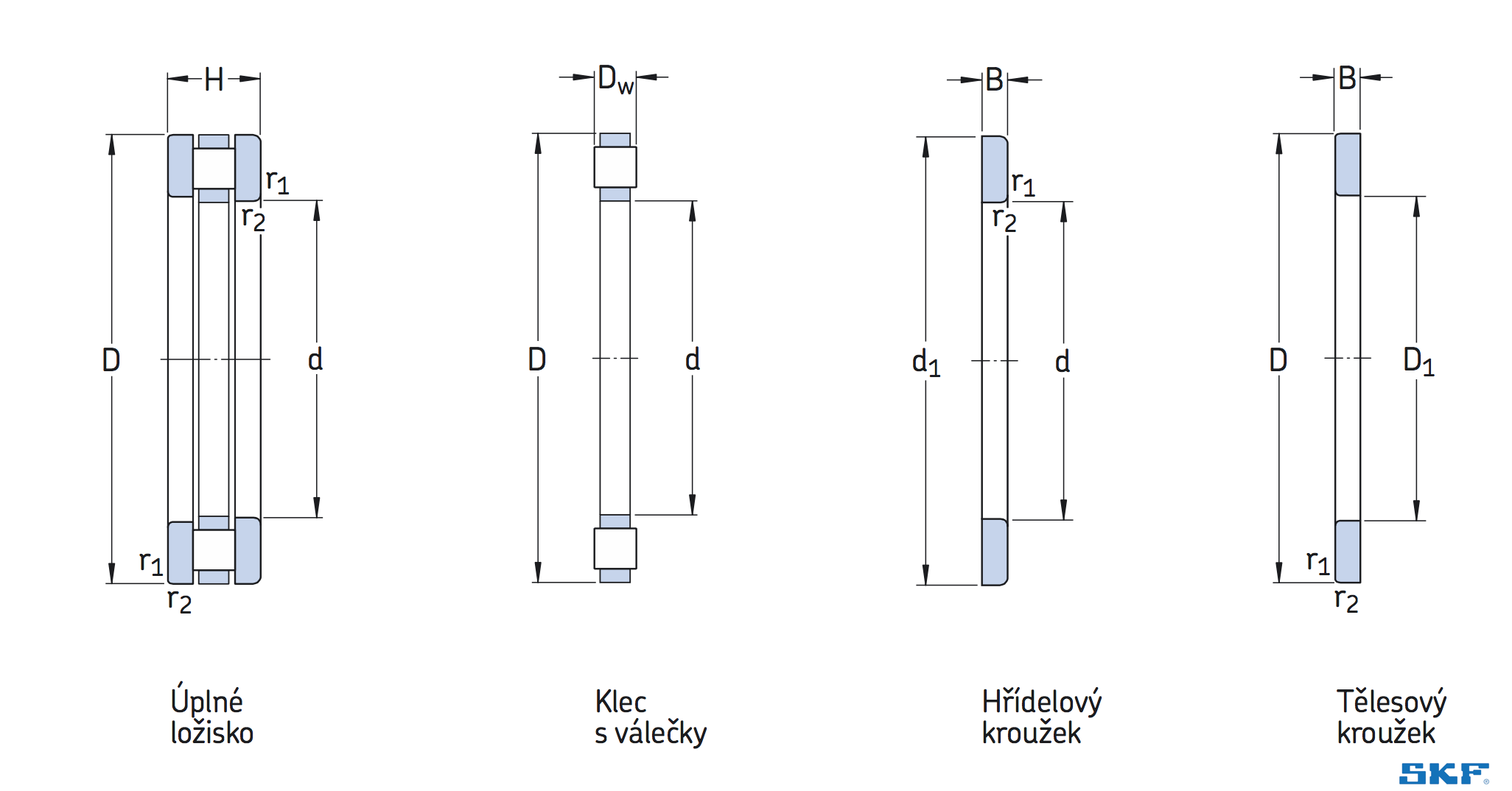
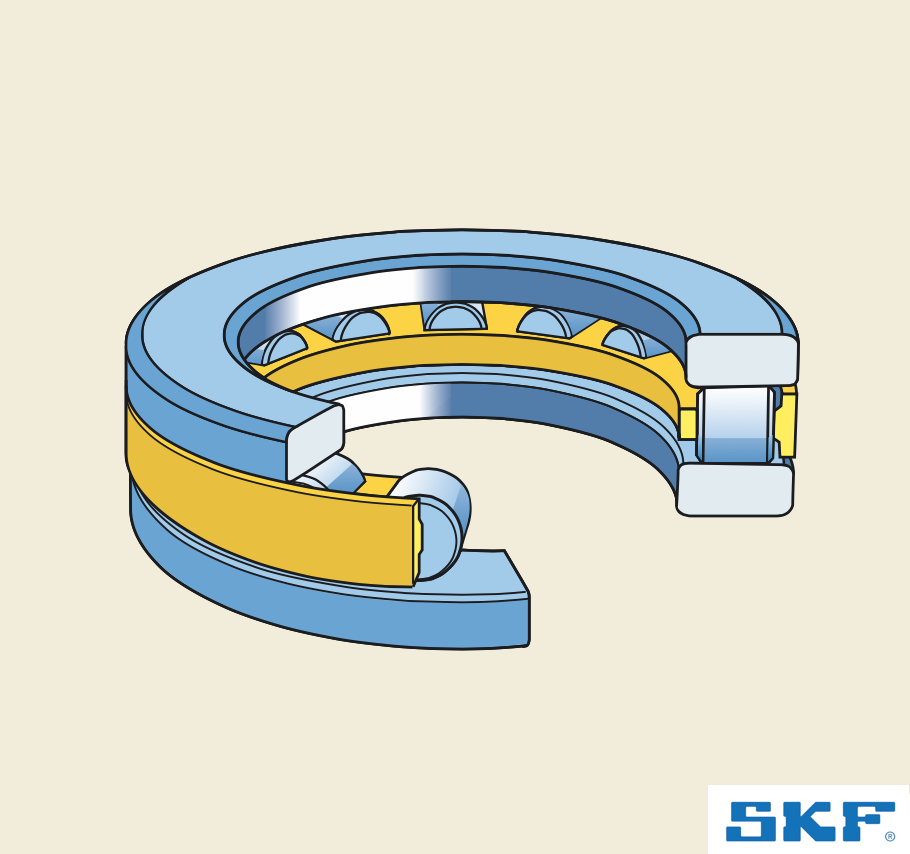
Obr. 34 Konstrukce axiálního válečkového ložiska *15)
-
Axiální jehlová ložiska
- přenášejí velká axiální zatížení, nejsou citlivá na rázová zatížení
- mají minimální prostorové nároky – použití v případě axiálního omezení prostoru
- použitelná pouze při nižších rychlostech, nesmí pracovat odlehčené, aby nedocházelo k prokluzování valivých elementů
- lze používat klece s jehlami samostatně nebo v kombinaci s kroužky různého provedení (možnosti vytvoření mnoha různých kombinací, proto se všechny díly objednávají samostatně)
- nutná kolmost čelní plochy kroužků k ose hřídele.
- Axiální soudečkové ložisko
- přenášejí velká axiální zatížení, současně mohou přenášet i menší radiální zatížení
- jsou naklopitelná – umožňují vyrovnat nesouosost hřídele vzhledem k tělesu a průhyb hřídele
- jsou nerozebíratelná
- mazání pouze olejem.
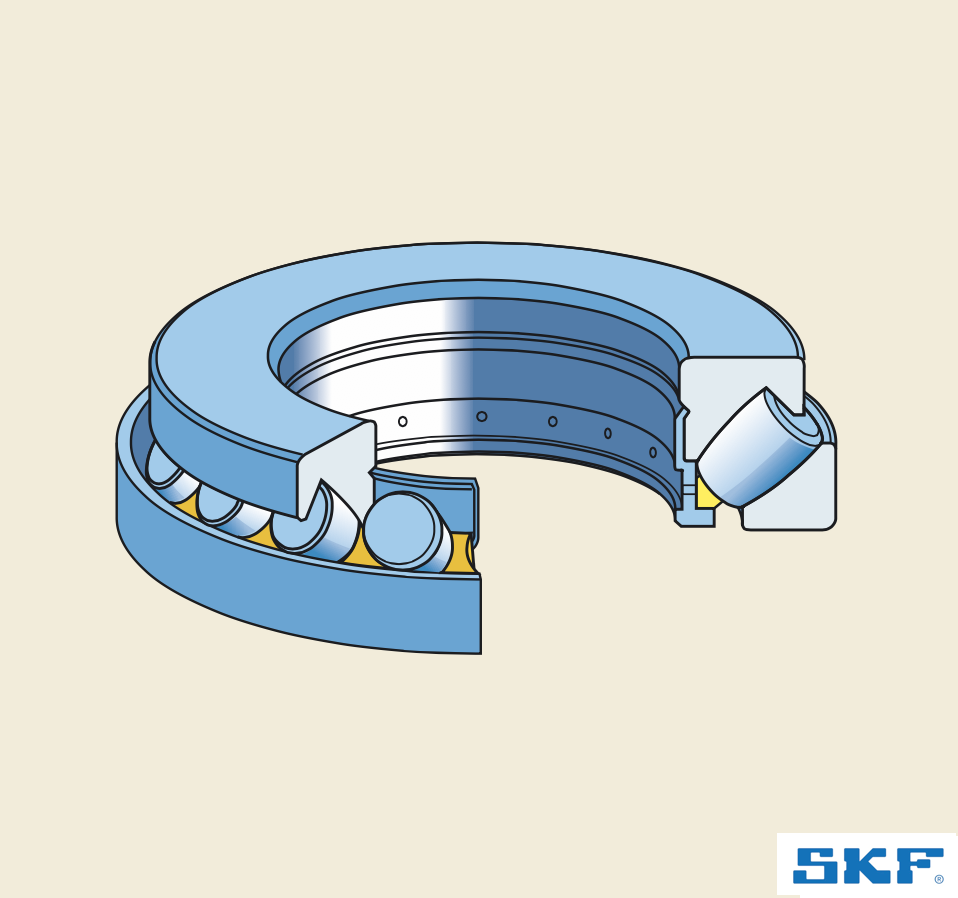
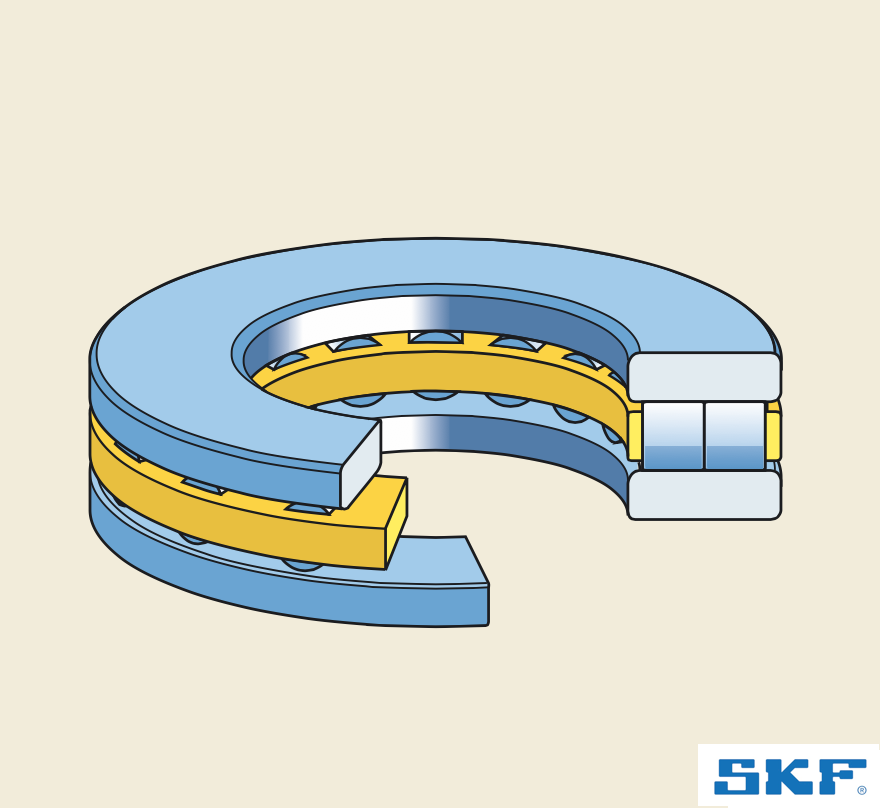
Obr. 35 Axiální soudečkové ložisko *16)
Obr. 18 Univerzálně párovatelná jednořadá kuličková ložiska s kosoúhlým stykem montovaná zády k sobě (do „O“, vpravo) nebo čely k sobě (do „X“, vlevo)*5)
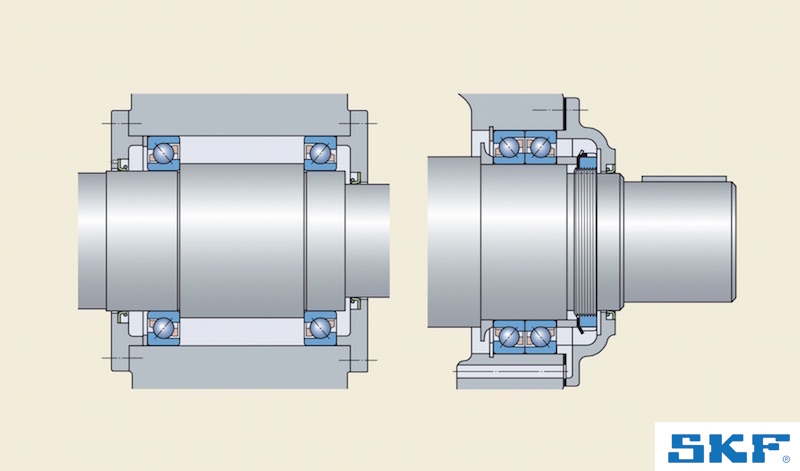
Obr. 19 Příklady návrhu uložení s jednořadými kuličkovými ložisky s kosoúhlým stykem *6)
Konstrukce uložení
Pro uložení rotujících součástí ve stroji se v zásadě používají dvě ložiska. Ta pak zachycují radiální a axiální zatížení vzhledem k nehybné části stroje. Uložení hřídele v ložiskách je většinou pevné.
Uspořádání ložisek volíme v závislosti na nákladech, velikosti zatížení, způsobu použití a požadované přesnosti:
- uspořádání s axiálně vodícím ložiskem a axiálně volným ložiskem
- souměrné uspořádání ložisek
- „plovoucí“ uspořádání ložisek
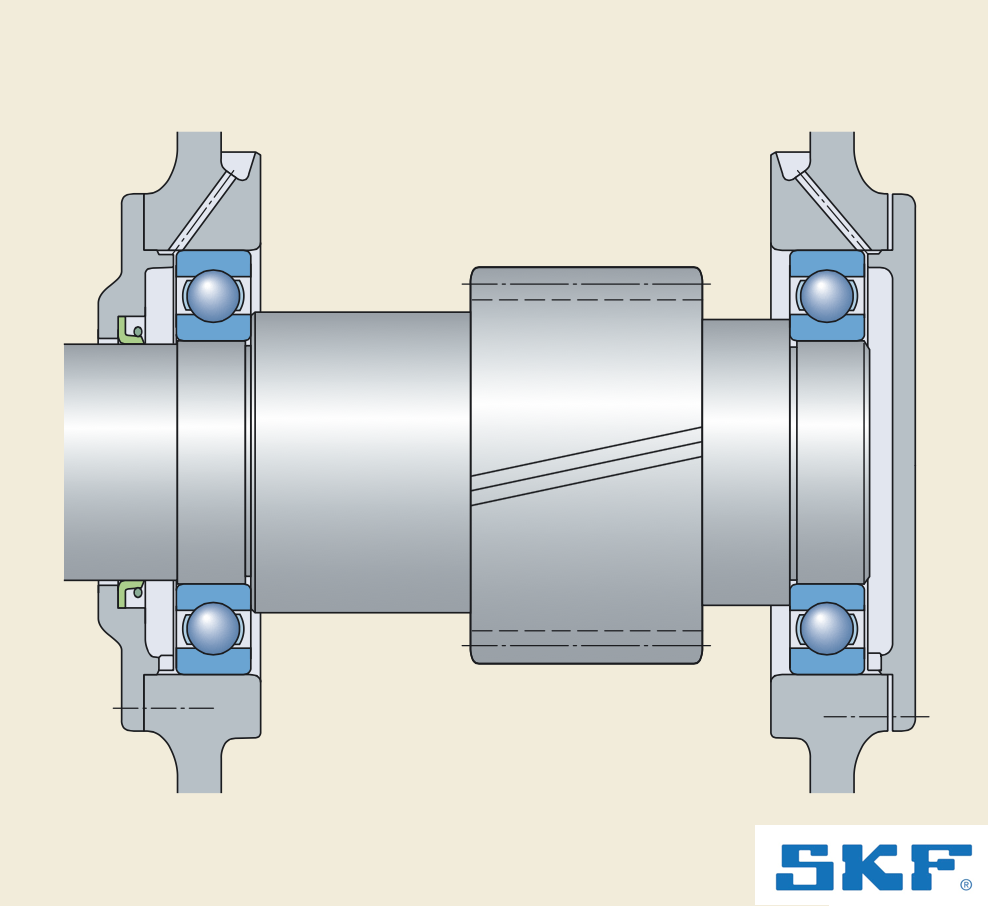
Jedno ložisko je pevné, kromě radiálního zatížení přenáší i axiální. Druhé ložisko je uloženo tak, aby se mohlo axiálně posouvat (např. při dilataci hřídele) a přenáší jen radiální zatížení.
Obr. 36 Příklad uložení s axiálně vodícím ložiskem (vlevo) a axiálně volným ložiskem (vpravo) *17)
Axiálně pevné uložení. Dilatace hřídele není možná. Hřídel je axiálně vedena v jednom směru jedním ložiskem a v druhém směru druhým. Použití u krátkých hřídelů. Vhodná jsou kuličková ložiska s kosoúhlým stykem nebo kuželíková.
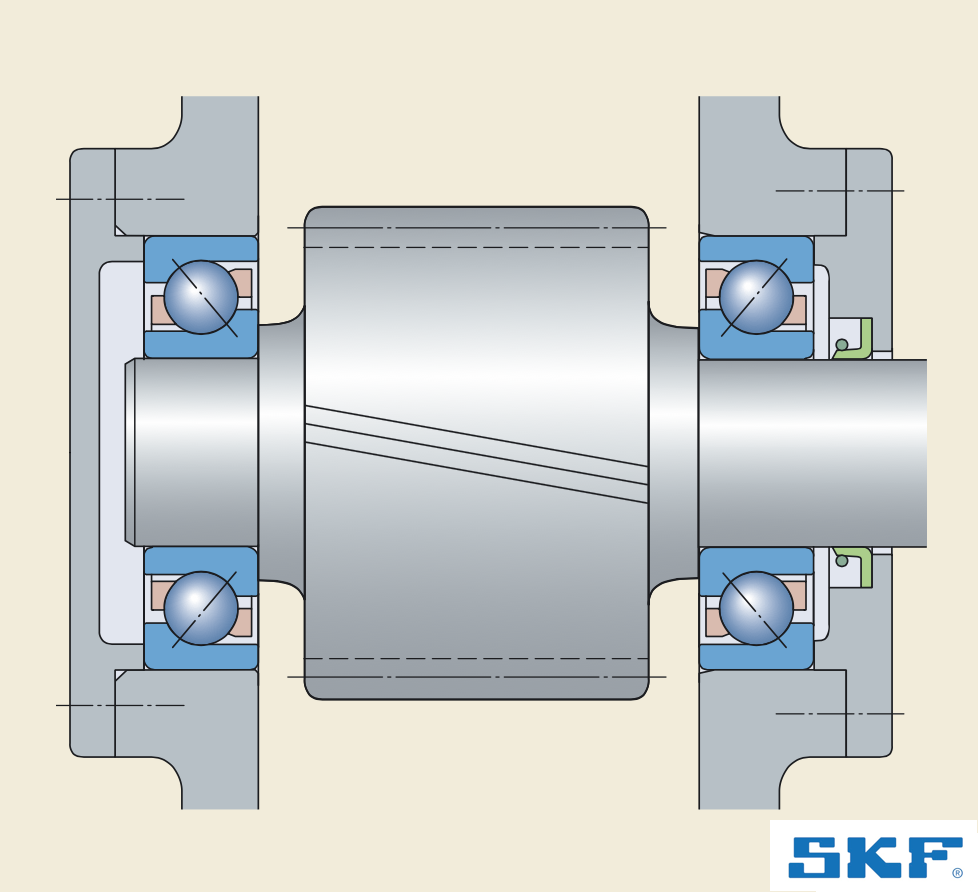
Obr. 37 Klad souměrného uspořádání ložisek – kuličková ložiska s kosoúhlým stykem *18)
Vedení je zajištěno v jednom směru jedním ložiskem, ve druhém směru druhým. Plovoucí uspořádání je vhodné v případě, kdy díl na hřídeli zajišťuje současně axiální vedení, nebo pokud nejsou kladeny vysoké nároky na axiální vedení. Je nutné, aby se jeden kroužek každého ložiska (vnitřní nebo vnější) mohl pohybovat uvnitř ložiska nebo na opěrné ploše. Ideálně vnější kroužek v ložiskovém tělese. Je vhodné použít kuličková ložiska, kuličková naklápěcí ložiska a soudečková ložiska.
Obr. 38 Příklad plovoucího uspořádání s kuličkovými ložisky *19)
Upevnění ložisek
Pro volbu vhodného upevnění ložiska je nutné vzít v úvahu velikost a směr zatížení, provozní teplotu, velikost otáček a podmínky montáže a demontáže. Vnitřní i vnější kroužky musí být na hřídelích, popř. tělesech upevněny, aby nedošlo k jejich prokluzu. Ale to jen v případě, že není vyžadováno axiálně volné ložisko, anebo není vyžadována snadná montáž a demontáž.
Radiální upevnění ložisek
Upevňujeme na lícovaných plochách děr v tělese a čepů na hřídelích. Pro správné nalícování je nutné brát v úvahu způsob otáčení valivého tělesa (pohyb kroužku vzhledem k zatížení). V případě obvodového zatížení kroužku tělesa je nutné volit uložení s přesahem. V případě bodového zatížení může být kroužek osově posuvný a pevné uložení není nutné. Ložiska s kuželovou dírou se montují buď na kuželový čep, nebo na válcový čep pomocí stahovacích a upínacích pouzder.
Axiální upevnění ložisek
Pokud je ložisko zatíženo i axiálně, nestačí pevné uložení, je nutné jej zajistit i axiálně. U osově vodících ložisek je třeba zajistit oba kroužky.
- Ložiska s válcovou dírou
- Ložiska s kuželovou dírou
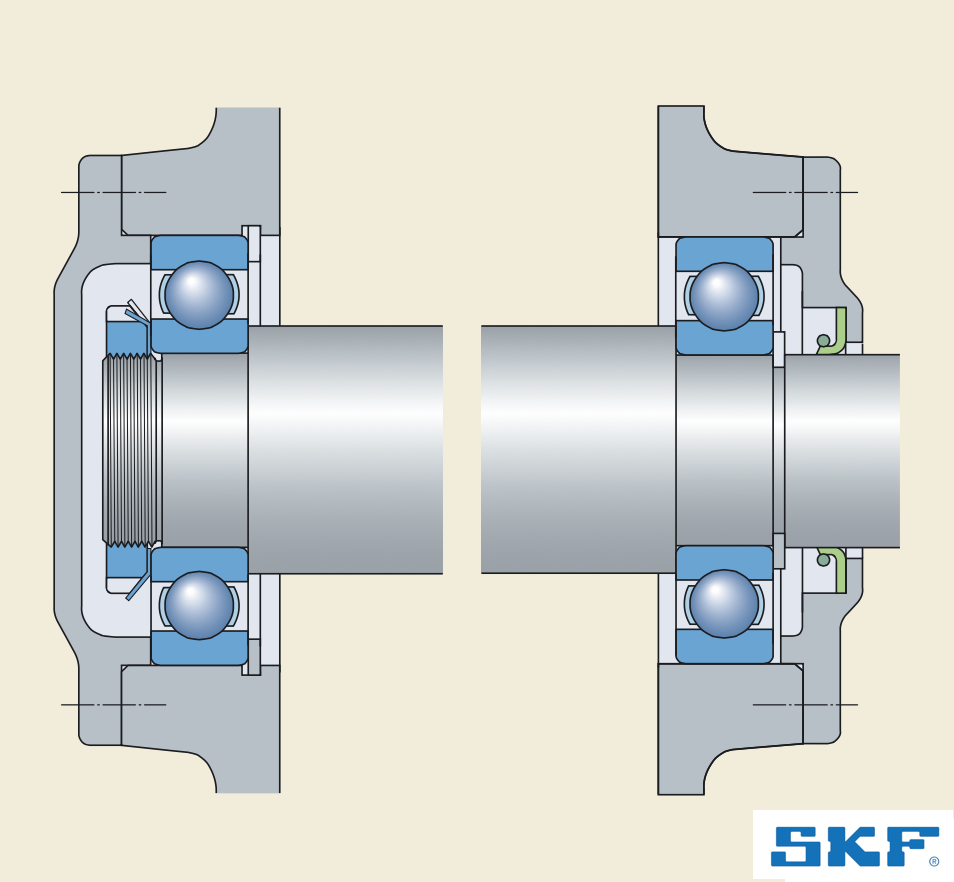
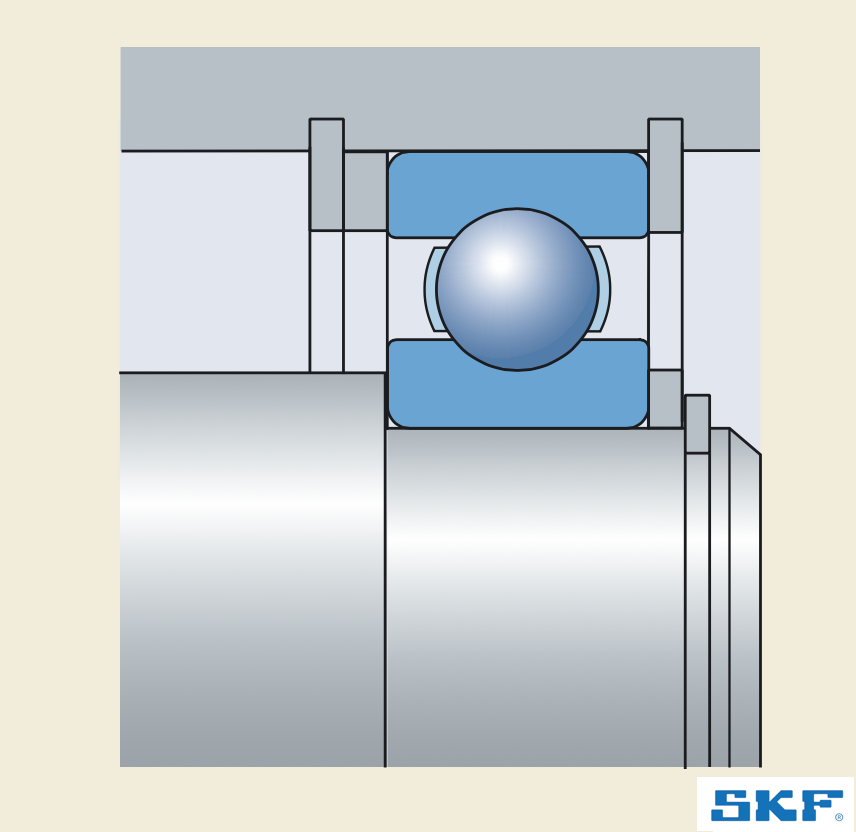
Kroužky ložisek uložených s přesahem se zajistí na jedné straně opěrnou plochou na hřídeli nebo v tělese, na druhé straně vnitřními kroužky obvykle zajistíme např. pojistnými maticemi KM a MB podložkou (obr. 39a) nebo koncovou deskou (obr. 39b). Vnější kroužky např. víkem ložiskového tělesa (obr. 39c). Osazení na hřídeli nebo v tělese lze nahradit vložením distančního kroužku (obr. 39d). Z hlediska úspory místa je vhodné použít pojistné kroužky (obr. 39e).
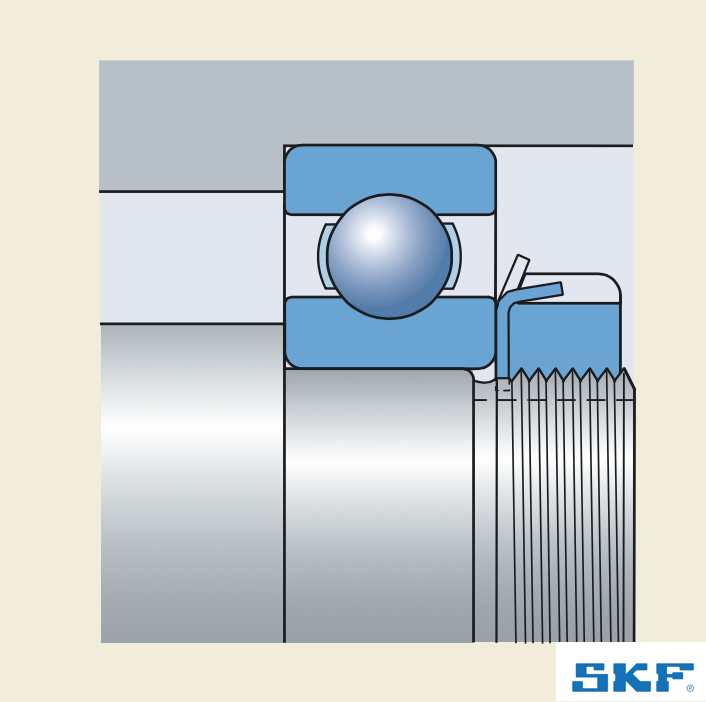
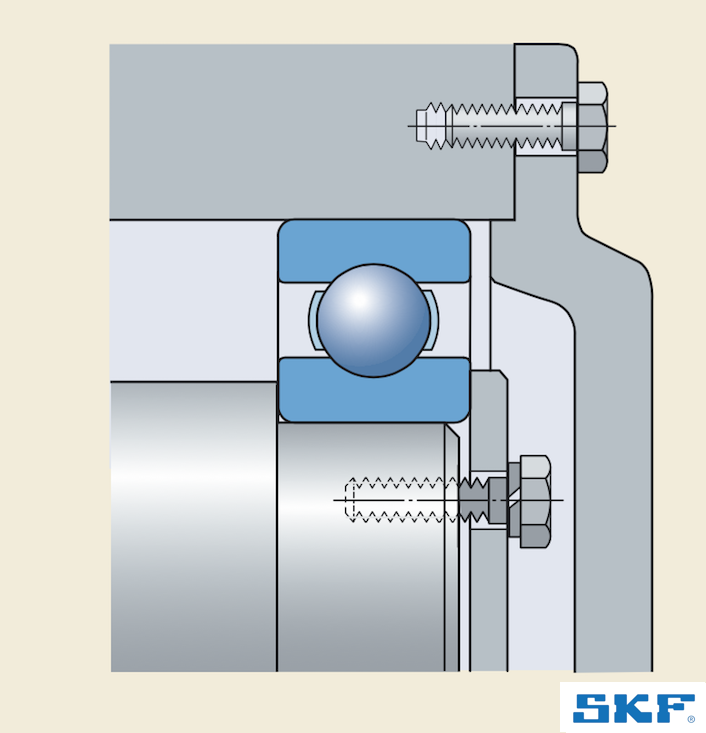
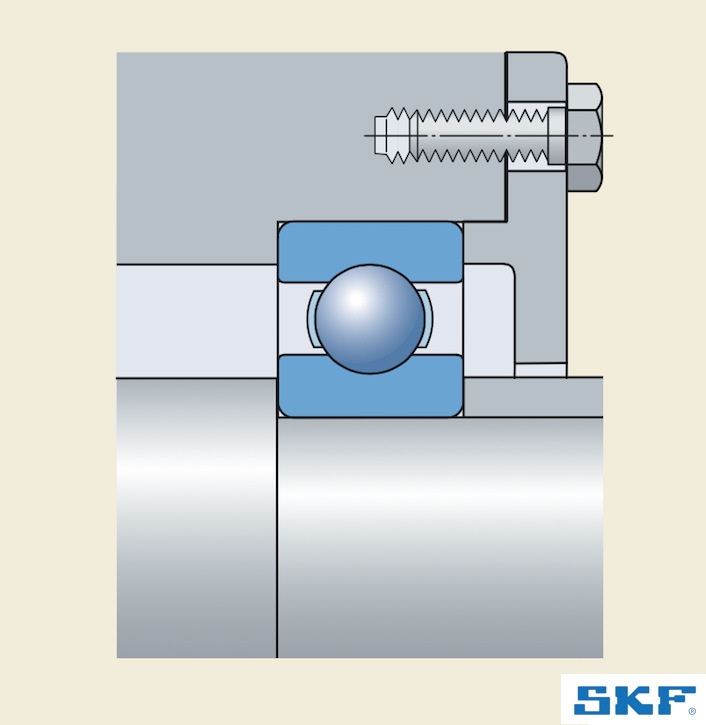
Obr. 39a) Obr. 39b) Obr. 39c)
Obr. 39d) Obr. 39e) *20)
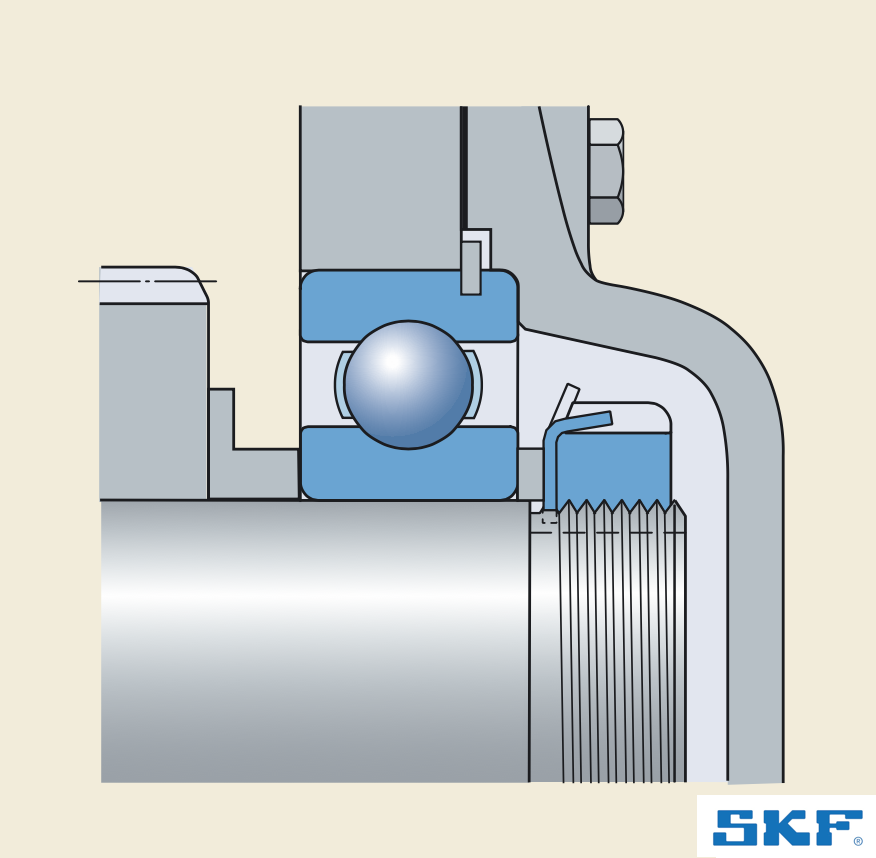
Ložiska s kuželovou dírou montovaná na kuželový čep se zajišťují pojistnou maticí pomocí závitu na hřídeli (obr. 40a). V případě montáže ložiska na válcový čep za pomocí pouzdra je k vymezení polohy ložiska na pouzdru použita koncová matice a mezi osazení na hřídeli a vnitřní kroužek se vloží distanční kroužek (obr. 40b). Pokud je k montáži použito stahovací pouzdro, vnitřní kroužek je opřen např. o opěrný kroužek. Pouzdro je pak axiálně zajištěno koncovou deskou nebo pojistnou maticí (obr. 40c).
Obr. 40a) Obr. 40b) Obr. 40c) *21)
Pozn.
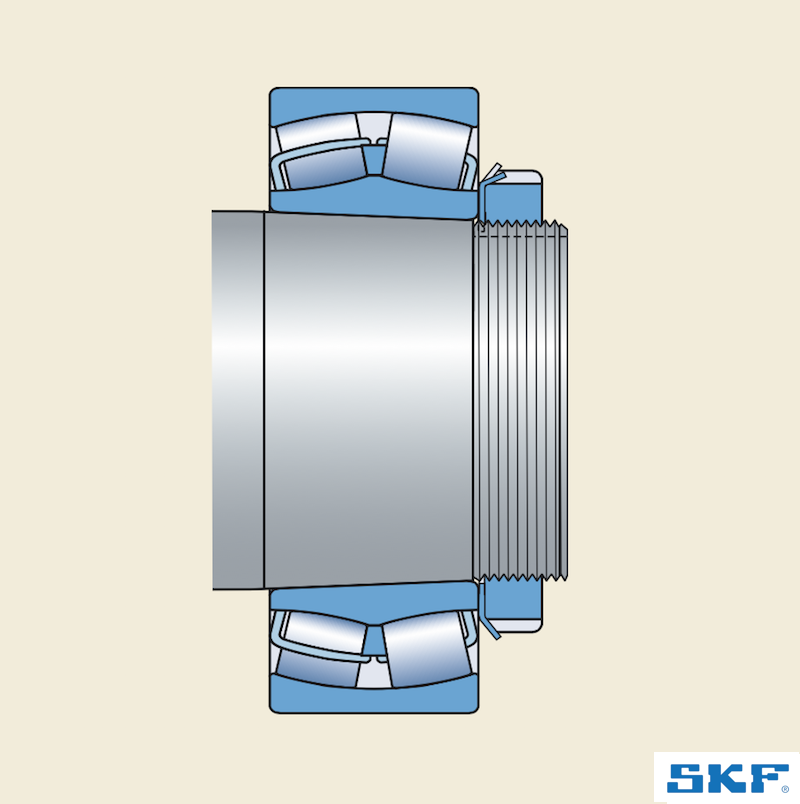
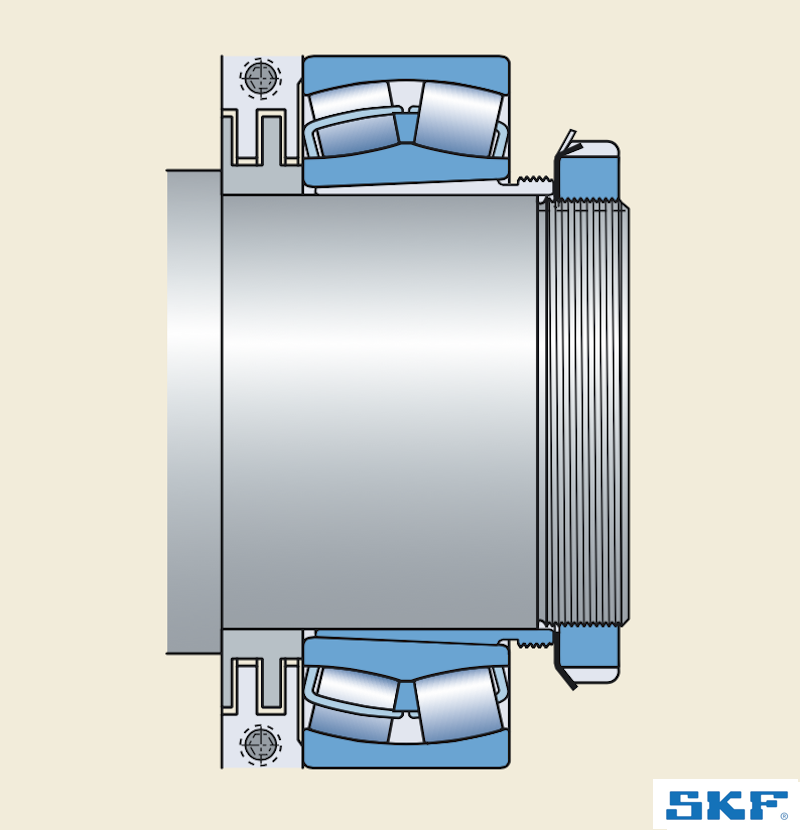
Upínací pouzdra – nejrozšířenější způsob upevnění ložisek s kuželovou dírou na válcový čep, protože mohou být použita na hladké hřídeli s osazením. Jejich montáž je snadná a není vždy nutné dodatečné zajištění na hřídeli.
Upínací pouzdro umožňuje ložisko zajistit v jakékoli poloze na hřídeli bez osazení.
Video 1: Montáž ložisek s kuželovou dírou
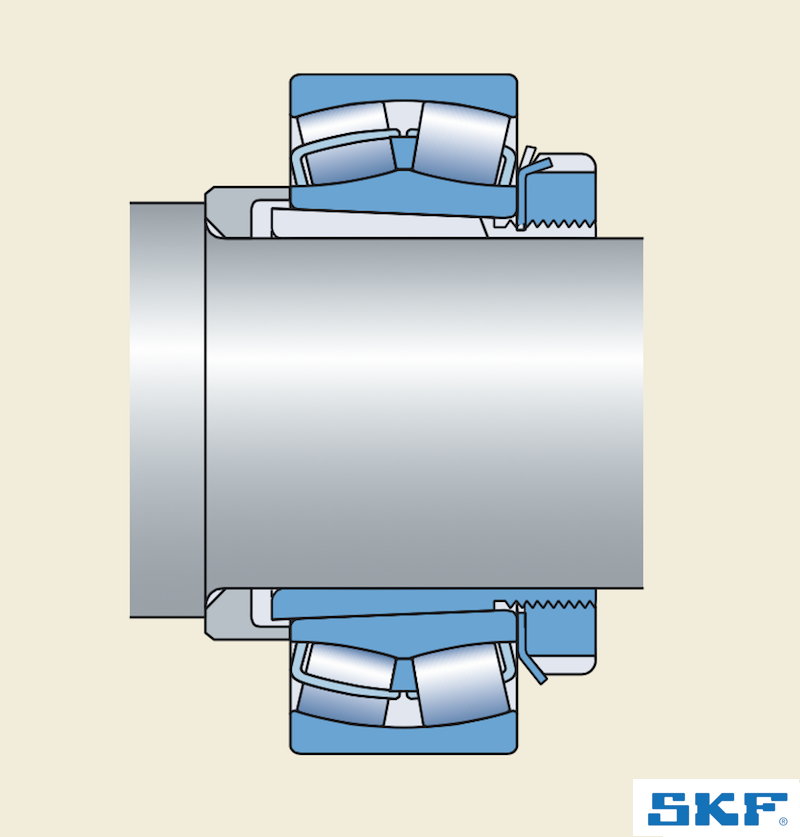
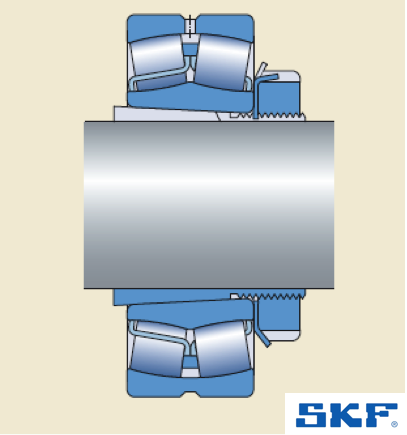
Stahovací pouzdra – pro montáž ložisek s kuželovou dírou na válcový hřídel s osazením. Pouzdro je nalisováno do díry ložiska, které se dotýká osazení na hřídeli nebo podobně zajištěného dílu. Pouzdro je na hřídeli zajištěno pojistnou maticí nebo koncovou deskou. Stahovací pouzdra nejsou dodávána s pojistnými maticemi ani s koncovými deskami. K tomuto účelu jsou vhodné pojistné matice KM a HM a pojistné podložky.
Obr. 41 Uchycení ložiska pomocí upínacího pouzdra *22)
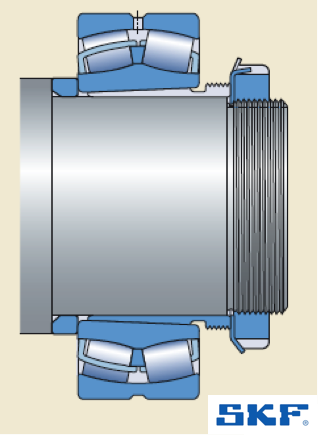
Obr. 42 Zajištění ložiska stahovacím pouzdrem *23)
Těsnění valivých ložisek
Aby nedocházelo ke vnikání nečistot, prachu, vlhkosti apod. do ložiskového prostoru a úniku maziva je nutné ložiskový prostor utěsnit. Volba vhodného způsobu těsnění závisí na provozních podmínkách.
Rozlišujeme tyto základní druhy těsnění ložiskového prostoru:
- těsnění bezdotykové
- těsnění dotykové (třecí)
- těsnění kombinované.
- Těsnění bezdotykové
- Těsnění dotyková
Využívá těsnící schopnosti úzké spáry, nevzniká přídavné tření, nedochází k opotřebení těsnění. Používá se pro nejvyšší obvodové rychlosti a vysoké teploty. V suchém a bezprašném prostředí stačí jen úzká spára mezi hřídelí a tělesem, účinnost lze zvýšit drážkami ve víčku vyplněnými tukem. Labyrintová těsnění mají vyšší účinnost než štěrbinová.
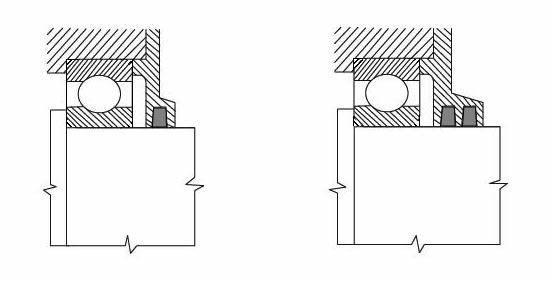
Obr. 43 Štěrbinová bezdotyková těsnění
Obr. 44 Labyrintové těsnění
Těsnící účinek je vyvolán pružným přitlačením těsnícího prvku k těsněné ploše. Druh použitého těsnění závisí především na obvodové rychlosti. Při použití tohoto typu těsnění vzniká velké tření.

| a) | b) |
c)
Obr. 45 Dotyková těsnění a) plstěný kroužek, b) hřídelová těsnící kroužek „Gufero“, c) ucpávkové těsnění
Obr. 46 Těsnění ložiskového prostoru plstěným kroužkem
Výpočet valivých ložisek
Při návrhu ložisek je nutné ověřit tzv. trvanlivost ložiska. Všechny uvedené výpočty platí jen pro kuličková ložiska.
Trvanlivost ložiska:
C = F * L^m
m ... pro kuličková ložiska rovno 1/3, pak:
L = (C/F)^3 [\text{10}^6 otáček]
Ekvivalentní zatížení:
F = (F_r * V * X) + (F_A * Y)
Trvanlivost v hodinách:
L_h = L / {3600 * n} [hod], kde n je počet otáček za sekundu
L_h = L /{60 * n} [hod], kde n je počet otáček za minutu
Použité veličiny:
F
\text{F}_R
\text{F}_A
C
V
X
Y
ekvivalentí zatížení [N]
radiální zatížení [N]
axiální zatížení [N]
dynamická únosnost [N], viz STAB
rotační součinitel, viz STAB
radiální součinitel, viz STAB
axiální součinitel , viz STAB
Pro soudečková ložiska platí:
Pro axiálníložiska platí:
Pro radiální ložiska platí:
F = F_A + 1,2 * F_R
F = F_A
F = F_B
2.3.3 Mazání ložisek
Účelem použití maziva je odvod tepla z ložiska (kluzného i valivého) a snížení tření. Mazivo je za provozu nutné pravidelně kontrolovat a doplňovat. Běžně používaná kluzná ložiska jsou nejčastěji mazána tukem, valivá ložiska v převodových skříních se mažou rozstřikem oleje z olejové lázně v převodovce.
Druhy maziv:
- Kapalná – minerální oleje – mají nejlepší mazací vlastnosti a dobře vyplavuji nečistoty z ložiska a odvádějí teplo, zabránění úniku maziva (těsnění) je obtížné. Použití při vyšších provozních otáčkách, při potřebě odvést teplo, popř. pokud jsou související součásti (např. ozubená kola) mazány olejem. Mazání probíhá pomocí oběhového systému.
- Plastická – tuky – směs minerálních olejů, vody a mýdla. Nízká spotřeba, dobré mazací vlastnosti, snadné těsnění, vhodné pro malé tlaky a malé kluzné rychlosti (zahřívají se). U valivých ložisek nejběžnější způsob – mazivem by mělo být naplněno pouze ložisko, volný prostor v tělese by měl být naplněn jen částečně. Pro rovnoměrné rozložení maziva v ložisku je nutný záběh.
U ložisek určených pro práci při velmi nízkých otáčkách, která musí být dobře chráněna proti znečištění a korozi, je vhodné vyplnit celý volný prostor tělesa plastickým mazivem.
Součástí ložiskového tělesa bývá mazací hlavice (zátka), která umožňuje doplnění maziva mazacím lisem. - Tuhá – vysoká přilnavost k mazanému povrchu, pro vysoké tepelné zatížení, nejčastěji grafit.
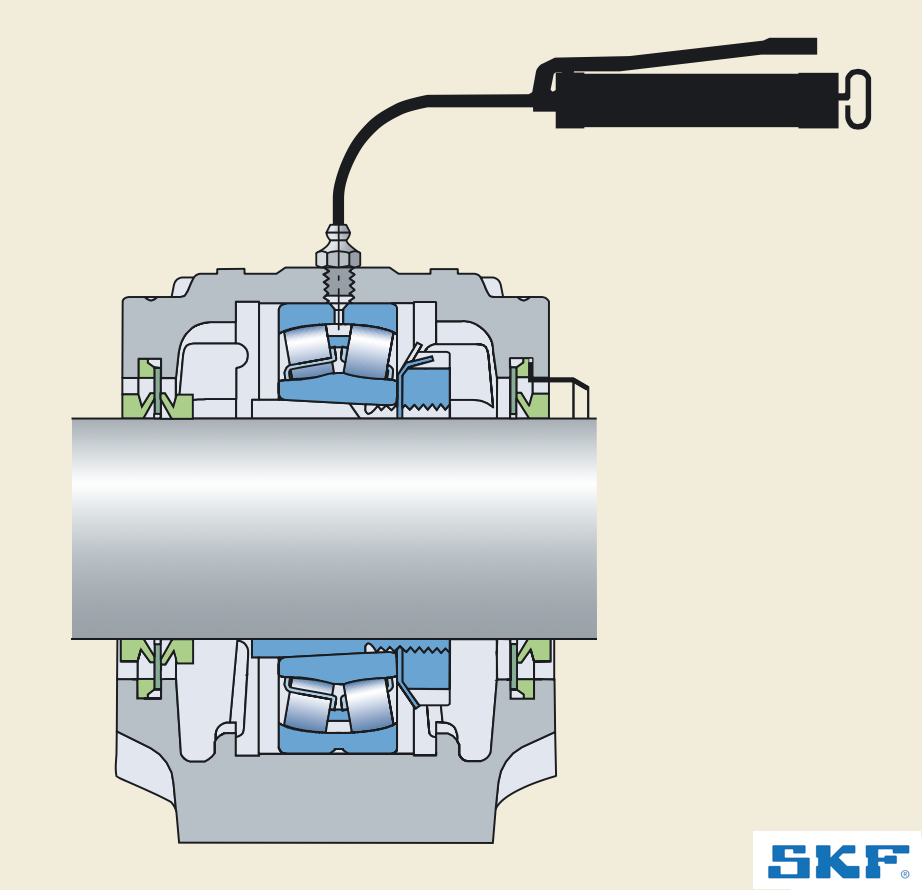
Obr. 47 Příklad doplňování maziva soudečkového ložiska obvodovou drážkou s otvory ve vnějším kroužku *24)
Video 2 Mazání ložisek – automatická maznice
Způsoby mazání kapalným mazivem
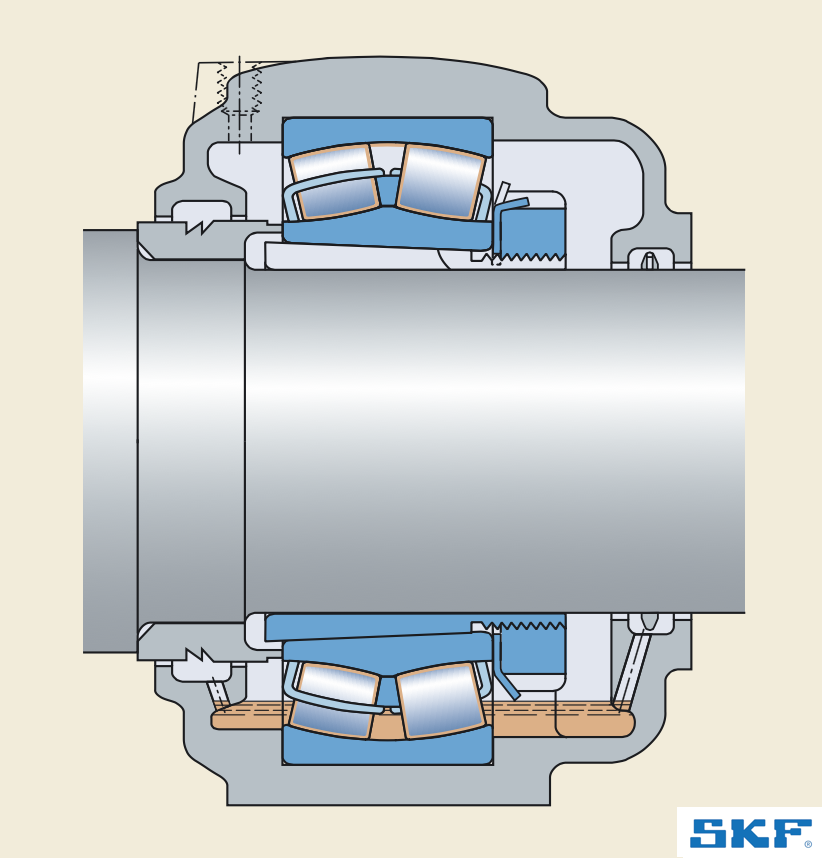
- Olejová lázeň – nejjednodušší způsob. Olej roznášejí a rozptylují rotující části ložiska, poté se vrátí zpět do olejové lázně. U valivých ložisek by měla hladina oleje v klidu zařízení dosahovat do poloviny nejníže položeného valivého elementu.
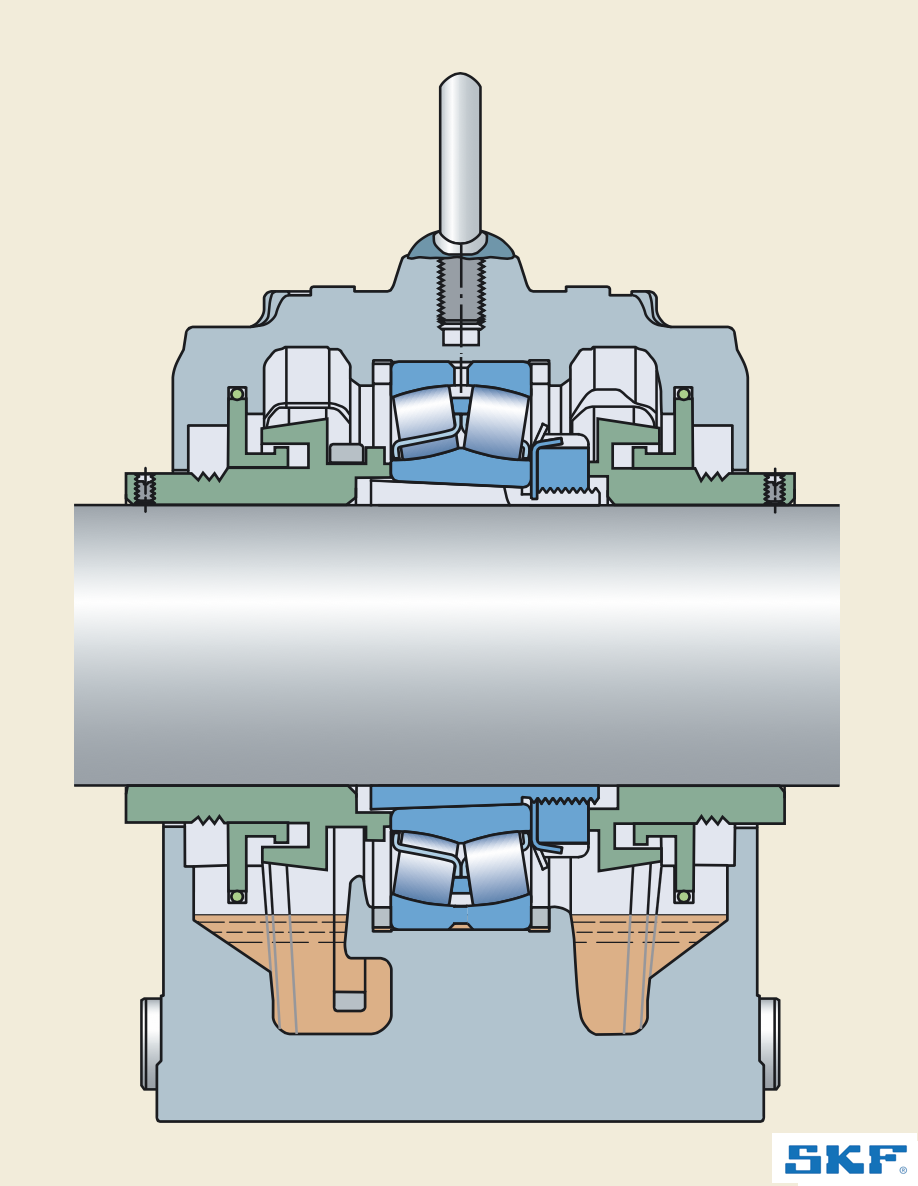
- Mazací kroužek – vysoká spolehlivost. Kroužek je volně položen na pouzdru na hřídeli na jedné straně ložiska a je ponořen v olejové lázni v dolní polovině ložiskového tělesa. Během otáčení hřídele pak dopravuje olej z dolní části do sběrného kanálku. Následně proteče ložiskem a vrátí se zpět do lázně v dolní části tělesa.
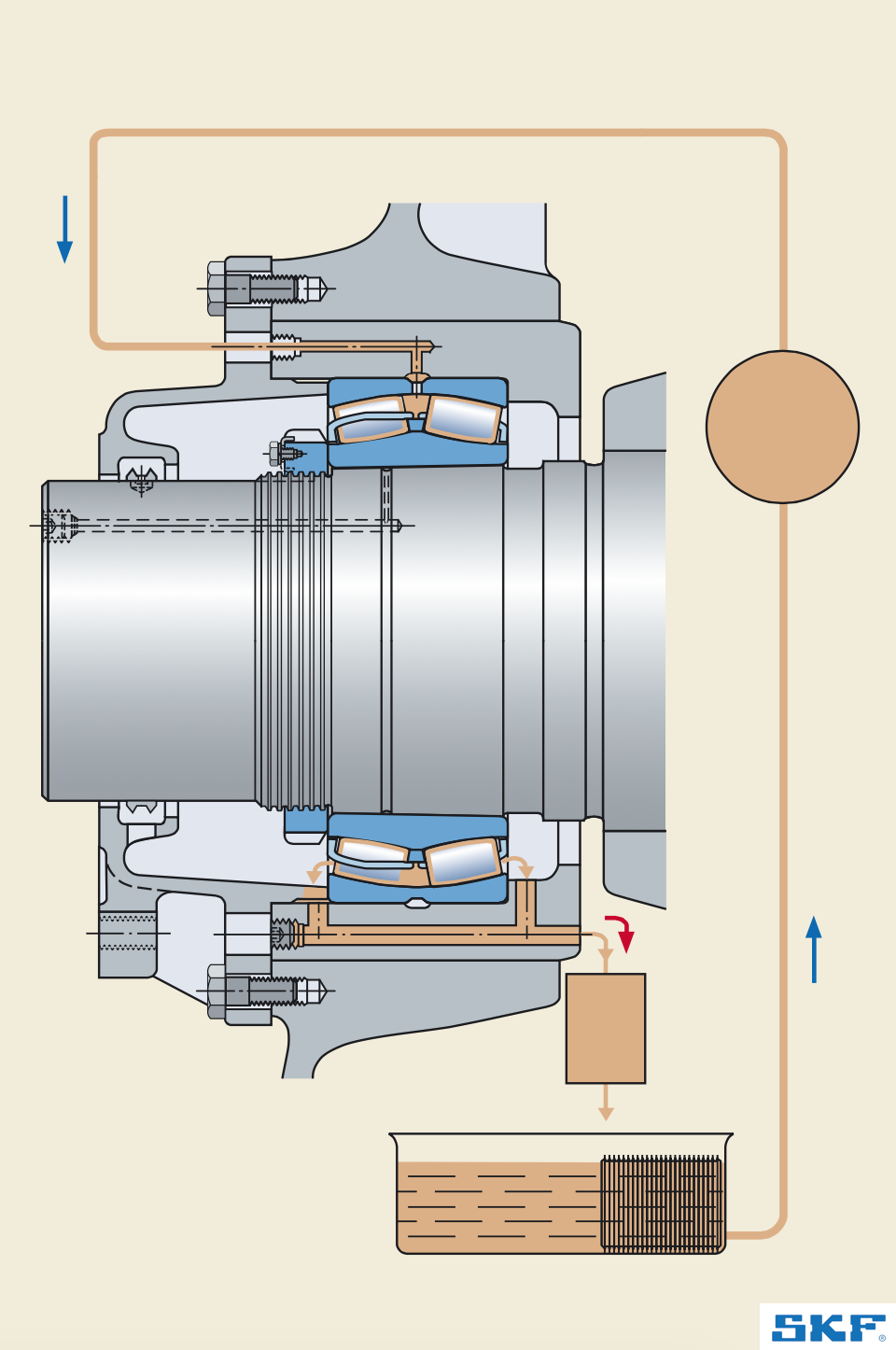
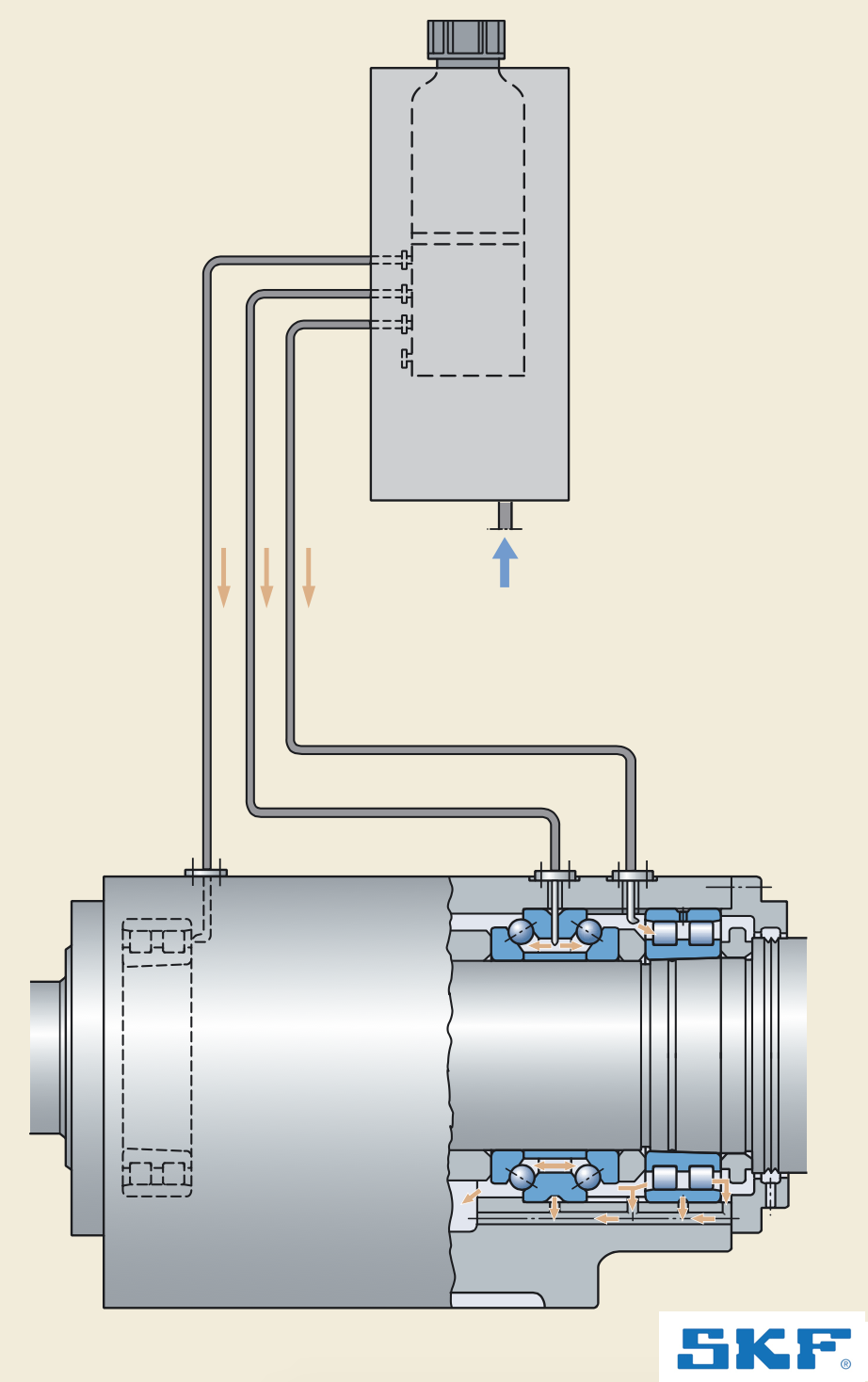
- Mazání s nuceným oběhem oleje – použití v případě, kdy nemusí být olej často vyměňován, je však nutné intenzivní mazání. Oběh oleje je zajištěn čerpadlem. Po průchodu ložiskem se olej vrací do nádrže, kde je filtrován a může být i chlazen.
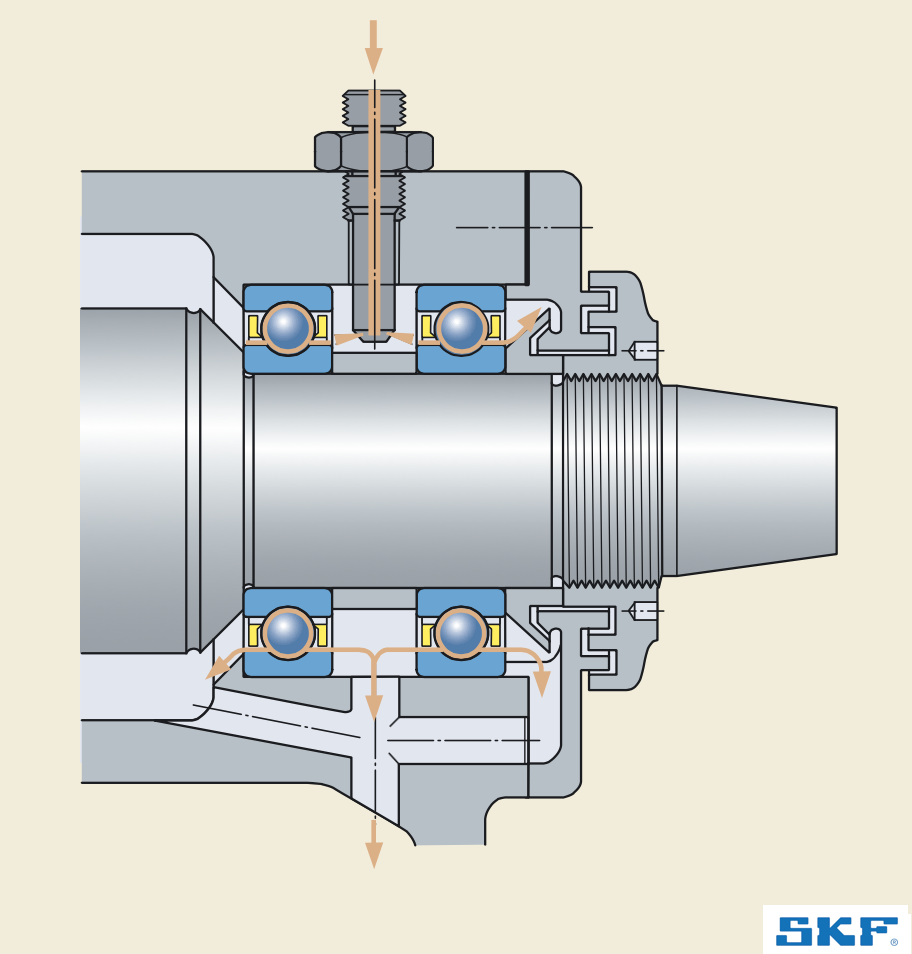
- Vstřikování oleje – velmi účinné, při velmi vysokých otáčkách, umožňuje regulovat množství přiváděného oleje. Olej je pod vysokým tlakem, ze strany, přiveden přímo do ložiska. Rychlost paprsku musí být dostatečná na to, aby část oleje překonala vzduchové víry vyvolané rotujícím ložiskem.
- Systém „Olej – vzduch“ – tlakový vzduch přivádí v daných intervalech velmi malé, přesně odměřené množství oleje přímo ke každému ložisku. Stlačený vzduch současně ložisko chladí. Olej je vstřikován buď tryskou, nebo pronikne na oběžnou dráhu ložiska vlivem povrchového napětí. V porovnání s ostatními neúčinnější způsob – dosahujeme vyšších otáček a nižších provozních teplot.
Obr. 48 Olejová lázeň *25)
Obr. 49 Mazání pomocí mazacího kroužku *26)
Obr. 50 Mazání s nuceným oběhem *27)
Obr. 51 Vstřikování oleje *28)
Obr. 52 Systém „olej – vzduch“ *29)
2.3.4 Montáž ložisek
Video 3: Indukční ohřívání ložisek
Video 4: Montáž ložisek zastudena pomocí narážecí soupravy
Testové otázky
Použitá literatura:
R. Kříž a kol. Stavba a Provoz strojů strojů I. SNTL – Nakladatelství technické literatury. 1977
1) SKF-bushings-thrust-washers-and-strips-1-EN.pdf [online]. str. 5. [cit. 28.4.2015]. Dostupné z:
http://www.skf.com/binary/12-120169/SKF-bushings-thrust-washers-and-strips-1-EN.pdf
2) SKF-bushings-thrust-washers-and-strips-1-EN.pdf [online]. str. 13. [cit. 28.4.2015]
3) Hlavní katalog 6000 CS [online]. str. 50. [cit. 28.4.2015]. Dostupné z: http://www.spssol.cz/~vyuka/TRIDY/3.B/CAD/3°PŘEVODOVKA/LOŽISKA%20SKF/6000_CS_00_03_Určen%C3%AD%20velikosti%20ložiska.pdf
4) Hlavní katalog 6000 CS [online]. str. 392. [cit. 28.4.2015]
5) Hlavní katalog 6000 CS [online]. str. 412. [cit. 28.4.2015]
6) Hlavní katalog 6000 CS [online]. str. 418
7) Hlavní katalog 6000 CS [online]. str. 41. [cit. 28.4.2015].
8) Hlavní katalog 6000 CS [online]. str. 508. [cit. 28.4.2015]
9) Hlavní katalog 6000 CS [online]. str. 505. [cit. 28.4.2015]
10) Hlavní katalog 6000 CS [online]. str. 1087. [cit. 28.4.2015]
11) Hlavní katalog 6000 CS [online]. str. 602. [cit. 28.4.2015]
12) Hlavní katalog 6000 CS [online]. str. 672. [cit. 28.4.2015]
13) Hlavní katalog 6000 CS [online]. str. 781. [cit. 28.4.2015]
14) Hlavní katalog 6000 CS [online]. str. 864. [cit. 28.4.2015]
15) Hlavní katalog 6000 CS [online]. str. 870. [cit. 28.4.2015]
16) Hlavní katalog 6000 CS [online]. str. 878. [cit. 28.4.2015]
17) Hlavní katalog 6000 CS [online]. str. 162. [cit. 28.4.2015]
18) Hlavní katalog 6000 CS [online]. str. 163. [cit. 28.4.2015]
19) Hlavní katalog 6000 CS [online]. str. 163. [cit. 28.4.2015]
20) Hlavní katalog 6000 CS [online]. str. 199-200. [cit. 28.4.2015]
21) Hlavní katalog 6000 CS [online]. str. 201. [cit. 28.4.2015]
22) Hlavní katalog 6000 CS [online]. str. 976. [cit. 28.4.2015]
23) Hlavní katalog 6000 CS [online]. str. 996. [cit. 28.4.2015]
24) Hlavní katalog 6000 CS [online]. str. 242. [cit. 28.4.2015]
25) Hlavní katalog 6000 CS [online]. str. 248. [cit. 28.4.2015]
26) Hlavní katalog 6000 CS [online]. str. 249. [cit. 28.4.2015]
27) Hlavní katalog 6000 CS [online]. str. 249. [cit. 28.4.2015]
28) Hlavní katalog 6000 CS [online]. str. 250. [cit. 28.4.2015]
29) Hlavní katalog 6000 CS [online]. str. 250. [cit. 28.4.2015]