Funkce a složení klikového mechanizmu. Ojnice - funkce, namáhání, hmotnostní požadavky, materiál, konstrukční charakteristiky, montáž. Ložiska. Klikový hřídel, jeho demontáž a montáž. Tlumení torzních kmitů. Setrvačník.
(Opravy válců, pístů, pístních kroužků, pístních čepů jsou předmětem řešení v T 8 a T 9. Opravy bloku válců a jeho příslušenství je řešeno v tématu zabývajícím se svařováním litiny, včetně použití systému Metalock apod.)
10.1 Funkce klikového mechanizmu
Klikový mechanizmus umožňuje převádění přímovratného pohybu pístu na otáčivý pohyb klikového hřídele.
10.2 Složení klikového mechanizmu
Klikový mechanizmus pístových spalovacích motorů se skládá z částí pevných
a pohyblivých.
Mezi pevné části patří blok motoru (blok válců), válce, hlavní ložiska,
olejová vana, víka a kryty.
Pohyblivé části tvoří píst, pístní kroužky, pístní čepy, ojnice, ojniční
ložiska, klikový hřídel, vyvažovací hřídele, setrvačník.
Doplňkovými pohyblivými částmi mohou být: vyvažovací hřídele a tlumiče
torzních kmitů.

Obr. 1 Klikový mechanizmus s vyvažovacím hřídelem. [2] (Fiat 500 Twin Air)
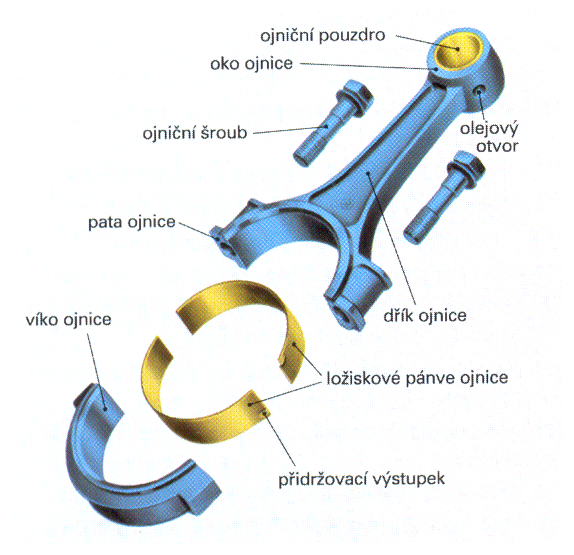
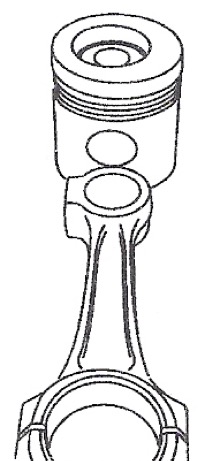
Obr. 2 Ojnice a její součásti. [1]
10.3 Ojnice - funkce, namáhání, hmotnostní požadavky, materiál. Konstrukční charakteristiky.
-
Spojuje píst prostřednictvím pístního čepu s klikovým hřídelem.
Je značně namáhanou součástí klikového mechanizmu, který převádí přímočarý
pohyb pístu na otáčivý pohyb klikového hřídele.
-
Ojnice je namáhaná především tlakem na vzpěr a ohyb.
Musí mít velkou mechanickou pevnost a malou hmotnost pro omezení setrvačných
sil. Proto má dřík ojnice většinou průřez ve tvaru písmena
H
nebo
I.
- Ojnice v jednom motoru musí mít stejnou hmotnost. Dovolené rozdíly se pohybují podle velikosti a rozsahu otáček motoru asi 4–8 g. Pří výměně ojnice je vážíme podložené přesně ve vodorovné poloze, zvlášť hlavu a zvlášť oko. Přebytečný materiál se ubrušuje podle potřeby u hlavy nebo oka tak, aby se nesnížila pevnost ojnice. Firma Zetor např. dodává sady ojnic s označením „L“ – lehčí a sady bez označení jsou těžší.
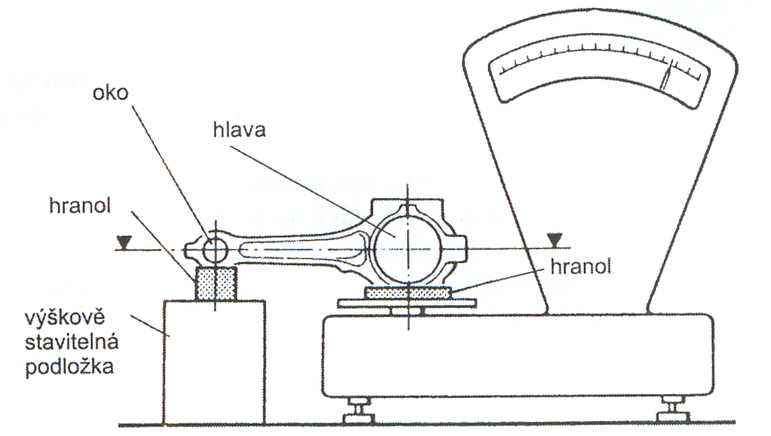
Obr. 3 Způsob zjišťování hmotnosti ojnice. [3]
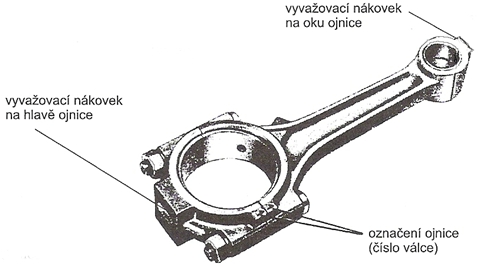
Obr. 4 Místa k odbrušování a označování ojnic. [3]
-
Materiálem ojnice
je nejčastěji legovaná ocel. (Např.: ČSN 16240) V tomto případě je ojnice
kovaná v zápustce. Pro menší nároky na pevnost lze použít také očkovanou
nebo temperovanou litinu. Nejnovější technologii je výroba z legované práškové
oceli jako slinutý výkovek. Pro nejvyšší nároky (sportovní účely) je možné
vyrábět ojnice z kompozitních materiálů.
-
Hlava ojnice (tj. také tzv. pata a víko ojnice)
je u čtyřdobých motorů dělená. Dělící roviny jsou slícovány.
Víka ojničních ložisek nelze zaměňovat.
Jsou označena vždy stejným číslem s ojnicí.
Slinuté a vykované ojnice z práškových kovů se vyrábějí jako jeden díl.
Dělící plocha se vytváří trháním hydraulicky vtlačovaným trnem. Roztržení
nastává v místě vytvořeného vrubu. Oba díly jsou nezaměnitelné. Tento způsob
zaručuje přesné dosednutí víka ojničního ložiska a zjednodušuje výrobu
ojnice.
- Speciální ojniční ocelové šrouby (průchozí nebo závrtné), včetně matic, jsou vyrobené z vysokopevnostní oceli (10,12 K). Vždy je dotahujeme předepsaným momentem podle dílenské příručky a zajišťujeme proti povolení.
10.4 Měření rovnoběžnosti oka a hlavy ojnice, vyrovnání tzv. "vyuhlování"
-
Rovnoběžnost oka a hlavy ojnice ("vyuhlování") měříme ve dvou rovinách. Vyrovnáváme pomocí speciálních přípravků srovnáním a popř. nakroucením dříku ojnice. (Obr. 5, 6, 7) Přípustná nerovnoběžnost na 100 mm délky je 0,03 mm.
-
Při namontované ojnici s pístem ve válci se kvůli správnosti vyuhlování vždy kontroluje stejnost mezer v ose pístního čepu spároměrem!!! Toto rovněž kontrolujeme již před demontáží pístu z válce. Způsob měření je popsán v odst. 10.9.5.
-
Ložiskové pouzdro je do oka ojnice nalisováno s malým přesahem (H7/k6). Je vyrobeno z olovnatého bronzu (CuPbSn) nebo je ocelové s výstelkou olovnatého bronzu.
-
Uložení pístního čepu v novém ložiskovém pouzdru oka ojnice je téměř bez vůle (H7/h6). (Při správném uložení je možné tlakem palce, naolejovaným pístním čepem v pouzdře oka ojnice jen velmi těsně axiálně posouvat.) Pokud je nutné nové ložiskové pouzdro vystružit, musí se to provést před vyuhlováním ojnice. U opotřebených součástí je např. pro průměr pístního čepu 35–40 mm přípustná velikost vůle do 0,1 mm a ovalita pístního čepu do 0,05 mm.
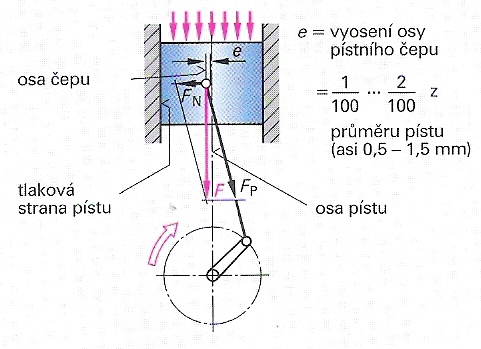
- Pístní čepy - jejich provedení a uložení v pístu je popsáno v T 9 odst. 9. 5.
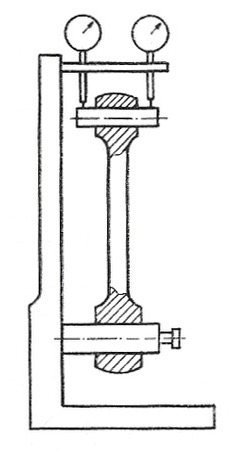
Obr. 5 Kontrola souososti ojnice. [4]
Obr. 6 Kontrola kolmosti osy pláště pístu k ose pístního čepu. [4]
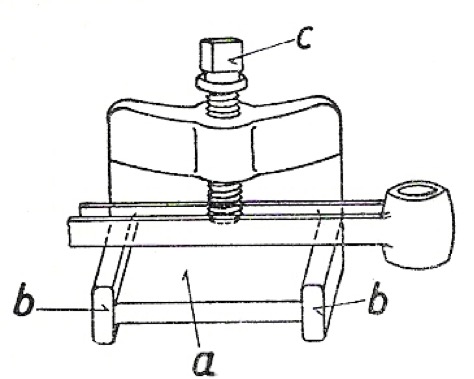
Obr. 7 Přípravek na rovnání ojnice. [5]
10. 5 Montáž ojnice s pístem
-
Již
při demontáži si všechny díly co nejlépe označíme, a odděleně ukládáme,
aby všechny součásti, které se nebudou měnit, přišly opět na své původní
místo. Pečlivě si prostudujeme dílenskou příručku (manuál) daného typu
motoru! Před montáží si pečlivě připravíme veškeré potřebné nářadí a pomůcky.
-
Zkontrolujeme a přehledně uložíme písty, čepy, pojistky a ojnice na pracovní stůl – znovu dobře promyslíme, správně položíme, abychom tím jednoznačně vyloučili záměnu nebo obrácenou montáž!!!
-
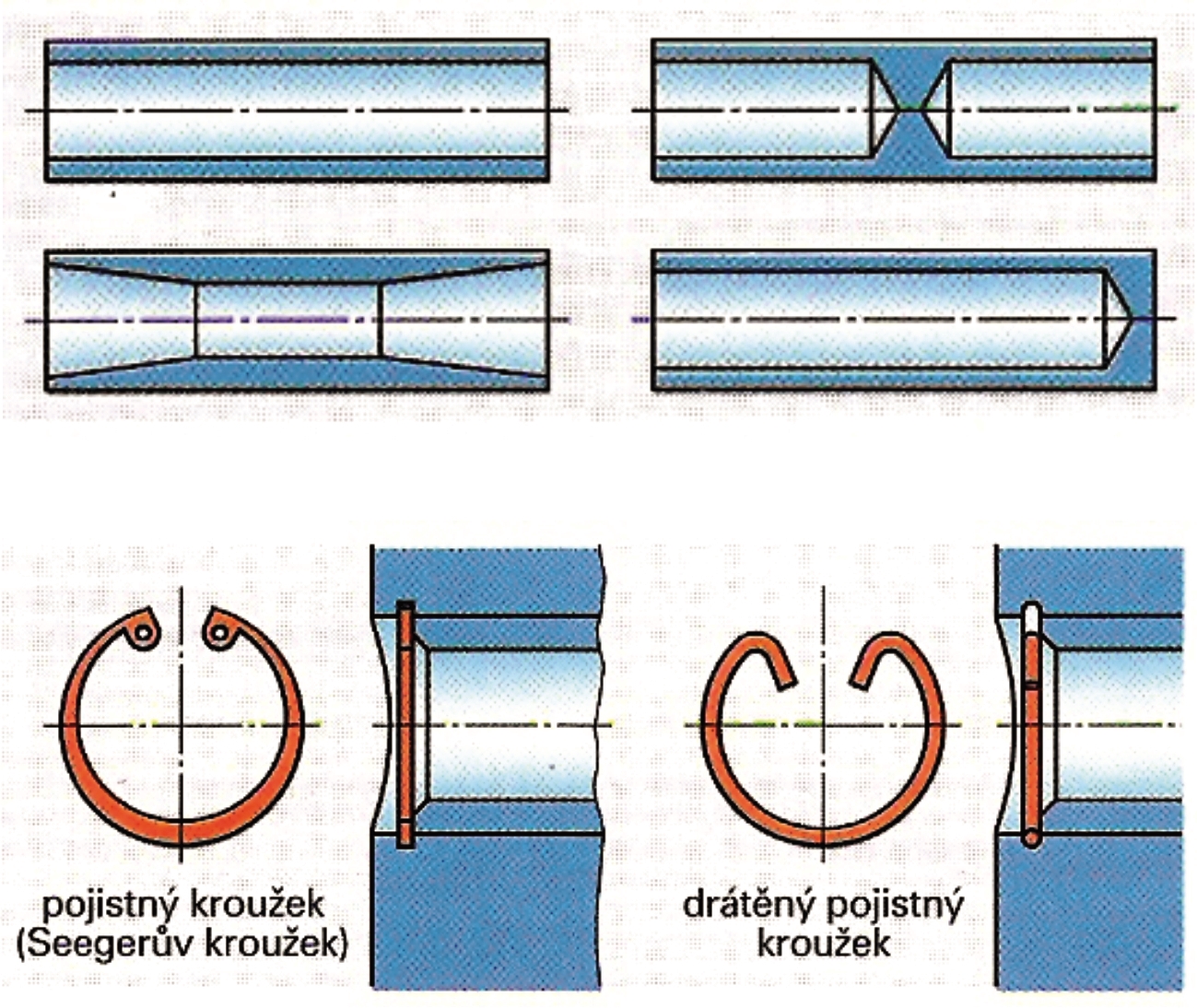
Obvykle nasadíme jednu pojistku pístního čepu jako spodní zarážku nebo
při montáži píst nasadíme na dorazový trn. (Obr. 10)
- Jak víme, jedná se zpravidla o tzv. plovoucí uložení pístního čepu (viz T 9 odst. 9.5). Pro snadné, rychlé a souosé vystředění pístu s ložiskem oka ojnice si připravíme tvarovou montážní podložku (dřevěnou, plstěnou apod.) a montážní trn s kuželovitým náběhem. (Montážní trn vyrobíme delší asi o 50 mm než je průměr pístu a s menším průměrem než má pístní čep, tj. o 0,05- 0,1 mm). Pokud ještě s touto montáží nemáme dostatek zkušeností, tak si vše nejdříve procvičíme v chladném stavu jen s montážním trnem. Při této montáži používáme vhodné, teplo izolující, tlustší pracovní rukavice a vhodný hadřík.
Písty s nerovným dnem zahříváme v olejové lázni na 80–90°C. Při nasazování nejdříve vystředíme píst s ojnicí montážním trnem, potom zasuneme pístní čep až na doraz k pojistce a nasadíme druhou pojistku. Pístní čep se nesmí během montáže zadrhnout před konečnou polohou. Písty s rovným dnem můžeme zahřívat na elektrické varné desce regulované termostatem. Najdete ji např. na https://www.alza.cz/sencor-scp-2252-d388683.htm.
Teplotu pístu (80–90°C) sledujeme pomocí bezkontaktního teploměru. Najdete jej na http://www.conrad.cz/ir-teplomery.c0510034; také v T14, str. 13, obr. 40.
Obr. 8 Ustavení správné polohy před montáží. [7]
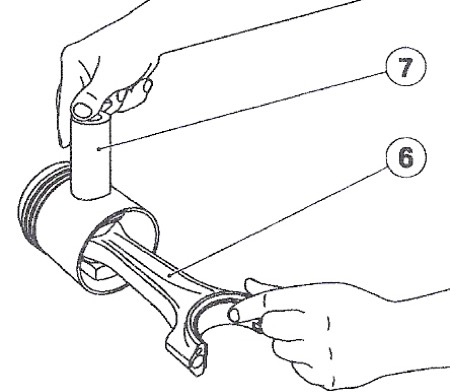
Obr. 9 Nácvik montáže ojnice 6, s pístem pomocí montážního trnu 7. [7]
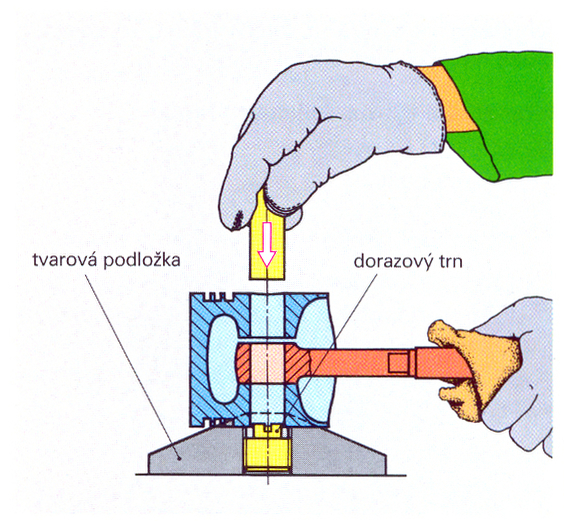
Obr. 10 Montáž předehřátého pístu s ojnicí a pístním čepem. [1]
10.6 Ložiska
Hlavní ložiska klikového hřídele slouží jako funkční plochy k přesnému a otočnému uložení klikového hřídele v klikové skříni motoru.
Ojniční ložiska slouží jako funkční plochy pro přesné a otočné uložení hlavy ojnice.
-
U čtyřdobých motorů se obvykle používají kluzná ložiska. (Výjimkou jsou např. valivá hlavní ložiska motorů Tatra a Liaz). Naproti tomu u dvoudobých motorů se z důvodu omezených možností mazání (až na vzácné výjimky u některých vznětových motorů) používají valivá ložiska.
-
Vlastní tření v kluzných ložiscích je především kapalinné, tj. probíhá ve slabé vrstvě mazacího olejového filmu. Tím je zajištěn malý třecí odpor a minimální opotřebení ložisek i čepů
klikového hřídele. K suchému tření může za normálních okolností dojít jen
v okamžiku rozběhu a zastavení motoru.
-
Kluzná ložiska jsou obvykle dělená a tvoří je ložiskové pánve.
Tělesa hlavních ložisek jsou pevnou součásti klikové skříně, k níž jsou šrouby připevněná víka ložisek. Všechny otvory hlavních ložisek
musí být v klikové skříni přesně souosé.
Proti posunutí a otočení jsou pánve zajištěny výstupky nebo kolíky.
-
Jedno hlavní ložisko
(nejčastěji poslední u setrvačníku)
je provedeno také jako axiální, tj. s oboustrannými nákružky nebo vloženými segmenty – obr. 11, 12. Zajišťuje
klikový hřídel proti osovému posunu v přesné poloze a zachycuje také boční
a setrvačné síly, působící ve směru osy otáčení.
- Přesné otočné uložení na hlavních a ojničních čepech klikového hřídele se lícuje s minimální vůlí (H7/g6). Mazací olej je přiváděn pod tlakem od čerpadla mazacími kanálky, do prstencových drážek ložiskových pánví hlavních ložisek. Odtud se olej také dostává mazacími kanálky, vyvrtanými v klikovém hřídeli, k ojničním ložiskům.
Ložiskové pánve (obr. 11, 12) bývají nejčastěji třívrstvé:
- Ocelová nosná tl. 1,5 mm.
- Ložiskový kov (PbCuSn), tl. 0;3 mm.
- Kluzná vrstva je nanesená bud' galvanicky, např. PbCuSn – olovnatý bronz, nebo plazmou, tj. paprskem elektronů. Plazmou se nanáší tzv. hliníkový bronz, např. A1Sn20.
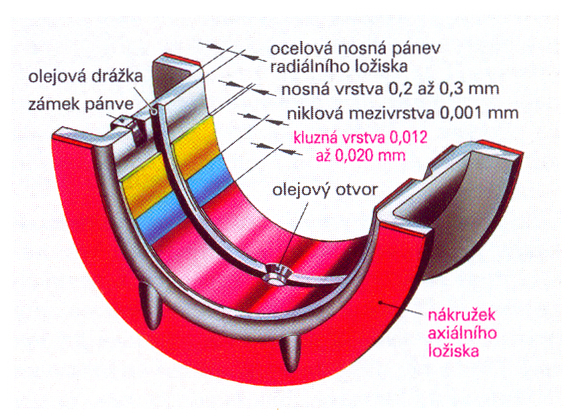
Obr. 11 Hlavní ložisko radiálně-axiální.[1]

Obr. 12 Ložiskové pánve Zetor Forterra. [6]

Obr. 13 Ojnice Zetor Forterra. [6] →
10.7 Klikový hřídel
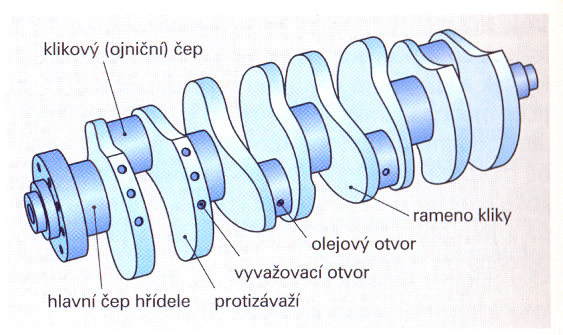

Obr. 14 Popis částí klikového hřídele. [1]
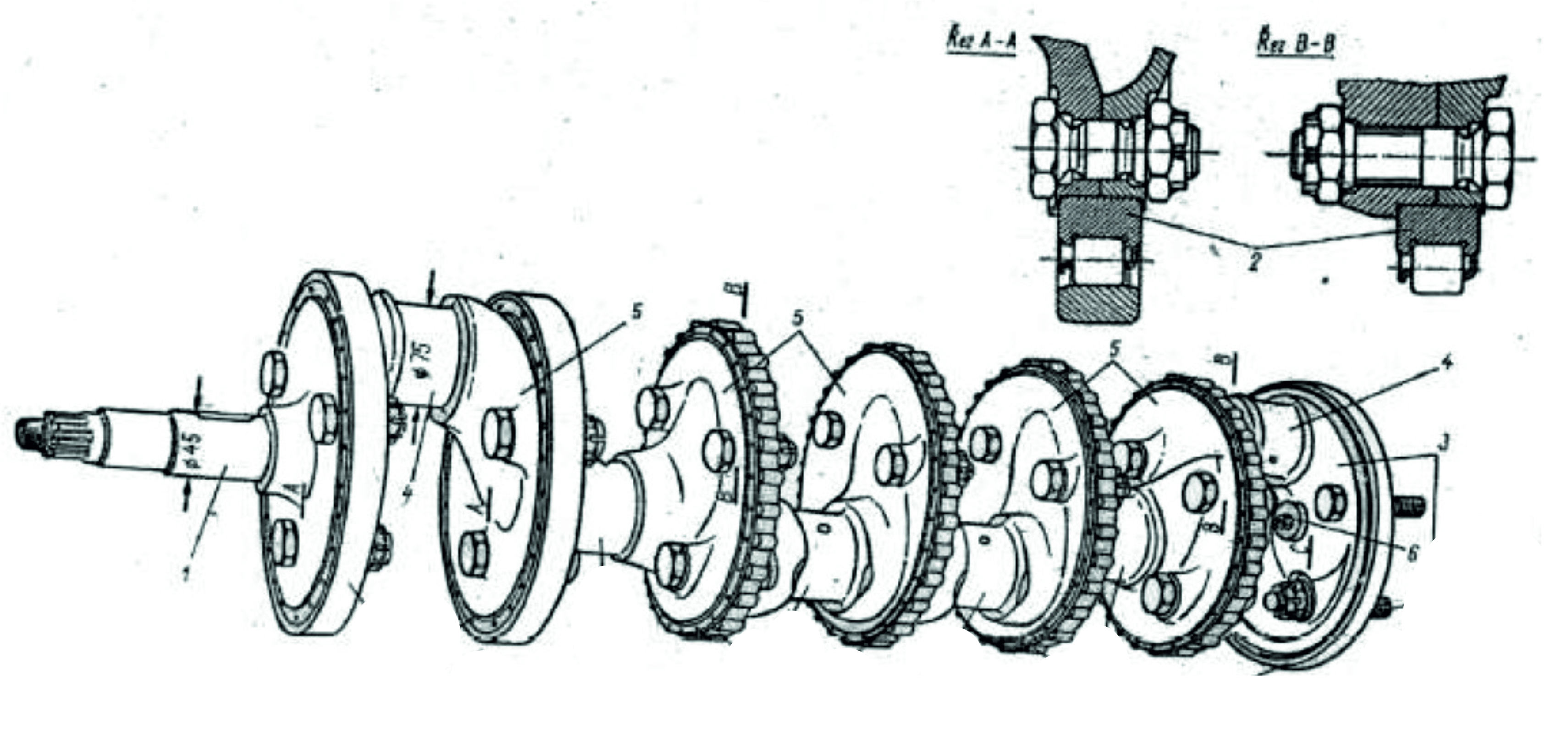
Obr. 15 Kliková hřídel traktoru Zetor Forterra. [6]
-
Funkcí klikového hřídele
v motoru je převádět síly od ojnice pomocí klikového zalomení na točivý
moment. Ten je převáděn přes setrvačník a spojku dále na převodovku atd.
Malá část točivého momentu je přenášená obvykle na přední část klikového
hřídele pro pohon rozvodového mechanizmu, vstřikovacího čerpadla a příslušenství motoru (mazání, chlazení, alternátor, kompresor, kompresor klimatizace,
čerpadlo posilovače řízení apod.).
-
Klikový hřídel je namáhán kmitavým pohybem pístu a ojnice dynamicky, především na ohyb a krut.
-
Materiálem na výrobu klikového hřídele bývá
nejčastěji legovaná ocel, např. dle ČSN 16440, Ni-Cr ; 14420 Mn-Cr; 12050-C.
Pro nejnáročnější použití se vyrábí kováním v zápustce. Po základním opracování
jsou hlavní a zejména ojniční čepy podle použitého materiálu povrchově
tvrzeny (např. cementováním, nitridováním, vysokofrekvenčním kalením) a
broušeny na přesné rozměry. Méně namáhané motory (a také v případech, kdy
větší hmotnost motoru není na závadu) mohou mít klikové hřídele tlakově
odlité, obvykle z tvárné, tj. očkované litiny nebo z oceli na odlitky. Jejich
velkou výhodou je snazší výroba, a proto jsou několikrát levnější než kované.
Mají sice menší pevnost, ale lépe tlumí zkrutné (torzní) kmity než kované.
-
Pro dvoudobé motory se vyrábějí skládané klikové hřídele
– jednotlivé díly se po konečném opracování navzájem slisují a vycentrují.
(Obr. 17) Video s českým komentářem najdete na
http://www.youtube.com/watch?v=daxLDVE6_gg.
-
Skládané a pomocí šroubů spojené lité klikové hřídele mají motory Tatra
a Liaz (obr. 16)
-
Konstrukce klikového hřídele,
např. pro 4válcový motor, je zřejmá z obr. 14. Různá provedení zalomení
klikových hřídelů jsou zřejmá z obr. 21,22,23, uvedených v T 7 Pístové
spalovací motory.
-
Tvar klikové hřídele je určen:
- počtem válců,
- počtem hlavních ložisek (např. u čtyřválce jich obvykle bývá 5, ale mohou být také jen 3),
-
velikosti zdvihu pístu,
- uspořádáním válců (např. řadové, do V, do W, ploché),
- pořadím zapalování – vstřiků.
Klikové hřídele musí být pečlivě staticky i dynamicky vyváženy – provádí se odvrtáním materiálů na vyvažovacích ramenech.
Obr. 16 Skládaný klikový hřídel s válečkovými hlavními ložisky. [8]

Obr. 17 Skládaný klikový hřídel dvoudobého motoru. [9]
10.8 Setrvačník
Setrvačník je akumulátorem pohybové energie. Akumuluje ji během pracovního zdvihu (expanze) ve své setrvačné hmotnosti. Akumulovanou energií se překonávají nepracovní zdvihy, úvratě pístu a tlumí se především kolísání úhlové rychlosti. S narůstajícím počtem válců motoru se při stejném zdvihovém objemu významně snižuje potřebná hmotnost i průměr setrvačníků – tj. potřebný moment setrvačnosti. Klasický setrvačník („jednohmotný“) bývá vyroben z oceli na odlitky nebo šedé litiny. Na obvodu má obvykle za tepla nasazený ozubený věnec, do kterého zabírá při spouštění motoru pastorek spouštěče. Pro zlepšení funkce setrvačníku při současném trendu snižování počtu válců, hmotnosti motoru a zvyšování výkonů motorů (tzv. „downsizingu“) již klasický setrvačník nevyhovuje a je nahrazován dvouhmotovým setrvačníkem (obr. 18,19).
Součástí setrvačníku je obvykle spojka, přes kterou je přenášen točivý moment na převodovku. Setrvačník musí být rovněž staticky i dynamicky vyvážen, většinou společně s klikovým hřídelem.
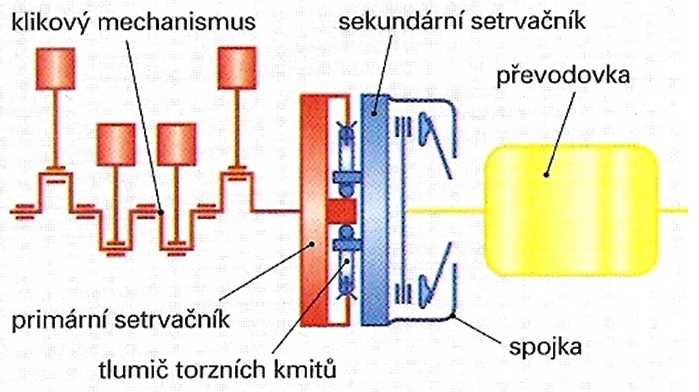
Obr. 18 Tlumení torzních kmitů dvouhmotovým setrvačníkem.[1]
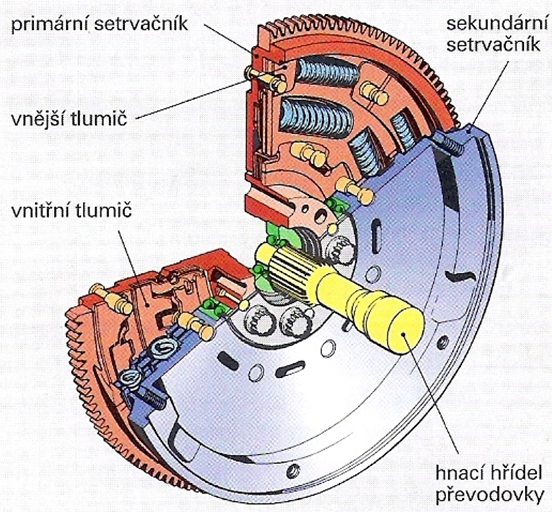
Obr. 19 Dvouhmotový setrvačník. [1]
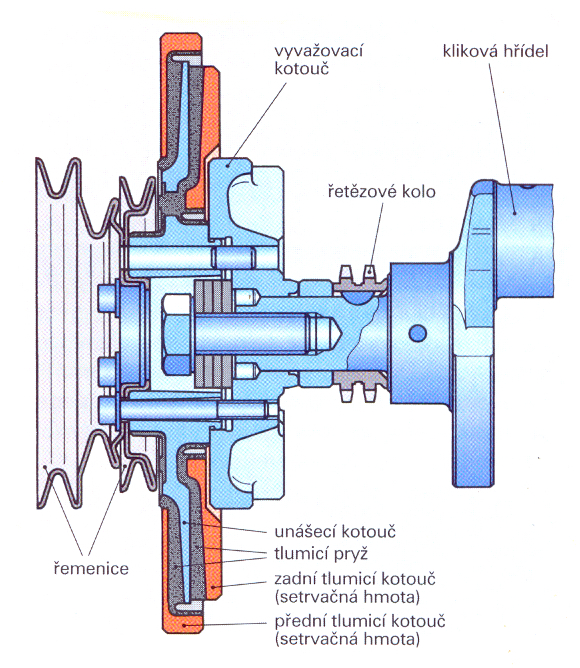
Obr. 20 Tlumič torzních kmitů. [1]
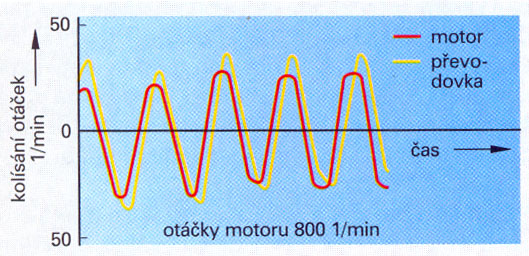
Obr. 21 Kmitání netlumené. [1]
Obr. 22 Tlumení torzních kmitů. [1]
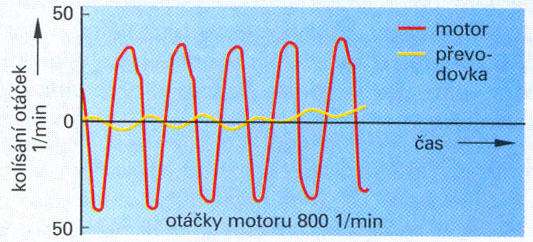
10.9 Tlumení torzního kmitání
Klikový hřídel pístového spalovacího motoru je dynamicky velmi namáhaná
součást motoru. Na klikový hřídel působí vedle momentového a silového zatížení
také tzv. zatížení torzní. To se projevuje torzním (kroutícím) kmitáním
klikového hřídele. Příčinou je určitá torzní pružnost (poddajnost) klikového
hřídele, která se projevuje při nárazovitém a cyklicky se opakujícím působení
momentů setrvačnosti, především pístu a ojnice na klikový hřídel.
Zejména v oblasti rezonančního kmitání může být klikový hřídel nadměrně namáhán torzními kmity.
Jestliže
se frekvence kmitů, působící na klikový hřídel, vyrovná s frekvencí vlastní
klikovému hřídeli (tj. na kterou je jakoby naladěn), tak nastane
rezonance systému.
Krouticí momenty, vzniklé při rezonanci, jsou mnohem větší než krouticí moment motoru, který pohání vozidlo. Rezonance zvyšuje opotřebení ložisek a působí nepříznivě na všechny části motoru a převodů.
Pokud by byl klikový hřídel vystaven takovému režimu (tzv. kritickým otáčkám)
po delší dobu, může dojít i k jeho zlomení únavovým lomem. K potlačení
tohoto jevu a tím pádem i k potlačení rizika poškození funkčních částí
motoru se ke klikovým hřídelům připojují tzv. torzní tlumiče. Ty jsou
zapotřebí zejména u motorů víceválcových (6 a více), tj. u delších klikových hřídelů. Také jsou nutné u motorů nárazově zatěžovaných častými
změnami odebíraného točivého momentu.
Tlumič torzních kmitů (obr. 20) je obvykle umístěn na opačném konci klikového hřídele oproti setrvačníku. Jeho tlumící setrvačná hmota je pružně spojena prostřednictvím tlumícího pružného prstence s hnacím kotoučem. Ten je pevně spojen s klikovým hřídelem. Když začne klikový hřídel kmitat, je toto kmitání tlumeno pružností pryže oproti setrvačnosti tlumící hmoty hnaného prstence. Místo pryže se používá také velmi viskózní silikonový olej – v tom případě se jedná o viskózní tlumič torzních kmitů. Také např. na šestiválcových motorech Zetor – Z 11211 až Z 16245 jsou přední řemenice klikového hřídele opatřeny tlumiči torzních kmitů.
Dvouhmotový setrvačník
(obr. 18, 19);
(používané označení: WDMF -Worn Dual Mass Flywheel; ZMS – Zweimassenschwungrad).
Dvouhmotový setrvačník plní v zásadě stejnou funkci jako klasický
„jednohmotový“ setrvačník. Hmotnost dvouhmotového setrvačníku je však rozdělena
na dvě části. Hlavní těžší část setrvačníku je spojena s klikovým hřídelem pružně
a tak
zvyšuje moment setrvačnosti otáčivých dílů převodovky.
Díky tomuto řešení přenáší dvouhmotový setrvačník svoji pohybovou (kinetickou)
energii k převodovce rovnoměrně a tlumí torzní kmitání. Oblast rezonančních
otáček se tak přesune ještě níž, než jsou volnoběžné otáčky motoru.
Dvouhmotový setrvačník se začal používat u osobních a dodávkových automobilů (od r. 1985 vyrábí fy LUK) z důvodu nahrazování šesti a víceválcových zážehových
motorů čtyřválcovými úspornějšími vznětovými motory.
Snížení tření a zvýšení nerovnoměrnosti otáčení u těchto motorů zvyšovalo vibrace a hluky převodovky. Tyto vibrace a hluky se přenášely do karoserie a zhoršovaly
komfort cestování.
U nákladních vozidel, traktorů a samojízdných strojů se zatím obvykle dvouhmotových setrvačníků nepoužívá. Tlumiče torzního kmitání jsou u těchto vozidel a strojů většinou zabudovány v lamele spojky. Dobré uplatnění mohou mít dvouhmotové setrvačníky pro snížení opotřebení, při použití bezstupňových převodovek CVT a dvojitých spojek DSG.
Aby nedošlo k vnitřnímu znečistění dvouhmotových setrvačníků, není
přípustné jejich mytí pomocí vysokotlakých vodních a parních čističů. Také
se nesmí mýt v myčkách, čistit pomocí tlakového vzduchu a čistících sprejů.
Při extrémně nárazovitém zatěžování, např. při velmi agresivních rozjezdech
vozidla spojených s prokluzováním spojky a pneumatik, může dojít k vážnému
poškození tlumících pružin přetěžováním a třecích ploch extrémním přehřátím.
To vyžaduje poměrně nákladnou kompletní výměnu dvouhmotového setrvačníku.
Podrobnější informace najdete na
http://cs.autolexicon.net/articles/dvouhmotovy-setrvacnik/
http://www.ddauto.sk/pdf/zotrv_luk_diag_broz.pdf
Vyvažovací hřídele
Obr. 23 Čtyřválcový řadový motor s vyvažovacími hřídelemi. [1]
Obr. 24 Vyvažovací hřídele 4-válců Zetor Proxima a Forterra. [7]
Obr. 25 Sestavení pohonu vyvaž. hřídelů motorů Zetor – značky ozubech kol (B, E); [7]
-
Jak již bylo uvedeno, jsou klikové hřídele a setrvačníky společně staticky
i dynamicky (tj. za pohybu) pečlivě vyvážené.
- Ke klikovému hřídeli jsou však připojeny posuvné a kývavé části (píst, pístní kroužky, pístní čep, ojnice). Jejich setrvačné síly se dají vyrovnat pouze nedokonale. Zatímco u šestiválcových řadových motorů se setrvačné síly uvnitř motorů navzájem ruší a vyrovnávají, u čtyřválcových motorů tomu tak není. U nich působící setrvačné síly ve směru válce nelze odstranit protizávažími. Pro odstranění této nevýhody bývají čtyřválcové řadové motory vybaveny po stranách klikové skříně dvěma vyvažovacími hřídeli. Jsou to hřídele nevyvážené, přičemž jejich setrvačné síly mají opačnou orientaci k nevyváženým silám působícím ve směru válce. Tyto kmity nevyvážených sil mají dvojnásobnou frekvenci, než je frekvence otáčení (tj. otáčky) klikového hřídele. (Tj. 2 kmity během 1 otáčky klikového hřídele – 1. při pohybu pístu z HÚ do DÚ a 2. při pohybu pístu z DÚ do HÚ). Proto musí mít vyvažovací hřídele dvojnásobné otáčky (i = 1:2). Přitom se jedna z vyvažovacích hřídelí otáčí ve smyslu otáčení klikového hřídele a druhá opačně.
- Tímto vyvážením se dosahuje u čtyřválcových motorů stejně klidný a tichý chod jako u řadového šestiválce (br. 23,24). Při montáži musí být dodrženo správné sestavení podle značek na ozubeném soukolí (obr. 25).
-
Např.:
všechny novější čtyřválcové motory traktorů Zetor
8211 – 9245 a motory traktorů Proxima a Forterra mají vždy dva vyvažovací hřídele.
- Dvouválcové a tříválcové motory mívají jen jeden vyvažovací hřídel (obr. 1). Např. motor Škoda 1,4 TDI s vyvažovacím hřídelem a další informace pro dílenskou praxi najdete na
10.10 Demontáž klikového hřídele a konečná montáž klikového mechanismu
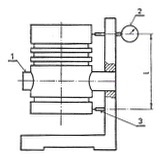
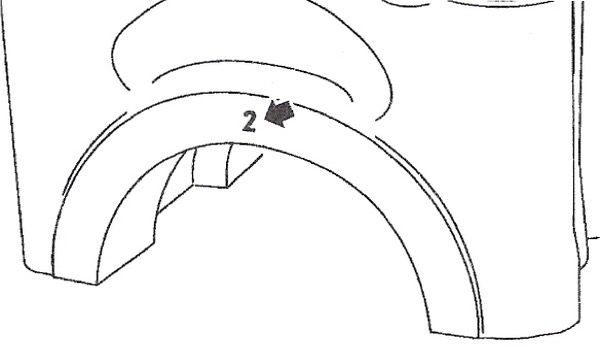
10.10.1 Měření axiální vůle klikového hřídele
Nemáme-li jistotu, že bude nutná výměna ložisek, přebroušení nebo výměna
klikového hřídele, provedeme kontrolu axiální vůle klikového hřídele ještě
před jeho demontáží. Podle obr. 27 měříme indikátorem - číselníkovým
úchylkoměrem (1). Klikovým hřídelem axiálně pohybujeme pákou (2). Maximální axiální vůle má být v rozmezí 0,10–0, 25 mm.
Způsob měření axiální vůle najdete na:
http://www.youtube.com/watch?v=_SU3HS3-Vh4
10.10.2 Demontáž a měření radiální vůle kluzných ložisek klikového hřídele
Pokud potřebujeme změřit radiální vůli kluzných ložisek, je nejsnadnější
cestou použit k tomu účelu dodávaných plastových tyčinek Plastigauge –
obr. 27, 28. Dodává se 6 sad tyčinek po 10 ks o ∅–0,018; 0,025; 0,1;
0,175; 0, 5; 0,75 mm.
Před vlastním měřením radiální vůle je ovšem nutná demontáž a pečlivé
vyčistění klikového hřídele a ložisek.
Pracovní postup při demontáži klikového hřídele:
demontáž pístní skupiny (píst, ojnice …) je popsána v T 8.4 Opravy válců.
Před odšroubováním šroubů vík hlavních ložisek je značíme vyražením čísel válců nebo důlčíky,
aby nemohlo dojít k záměně při montáži. Připravíme odkládací plochy
na přehledné ukládání s vyloučením možnosti záměny demontovaných součástí.
Odjistíme a postupně odšroubujeme šrouby vík hlavních ložisek a lehkým poklepem je uvolníme
ze středících pouzder. Ložisková víka a šrouby přehledně ukládáme na odkládací plochy. Při demontáži
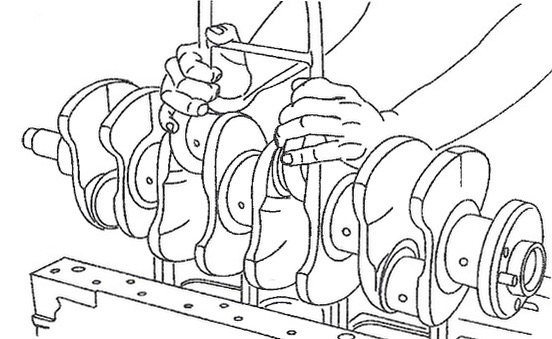
a montáži těžších klikových hřídelů (nad 25 kg) používáme dílenské zvedací
zařízení. Ojniční čepy, za které bude klikový hřídel upevněn, pečlivě zabezpečíme
pevným obalem, abychom vyloučili poškození funkčních ploch čepů. Připevňujeme
jej pomocí vhodného vahadla s háky nebo vahadla s dvojicí k tomu účelu
schválených a nosností odpovídajících polyesterových pásů. Obr. 30
Postup při měření radiální vůle kluzných ložisek klikového hřídele
- Klikový hřídel demontujeme, pečlivě vše vymyjeme, vyčistíme a vyfoukáme stlačeným vzduchem.
- Pečlivě vyčištěné ložiskové pánve usadíme do bloku, vložíme pečlivě očištěný klikový hřídel a dotáhneme víka ložisek předepsaným momentem. Klikový hřídel zajistíme proti pootočení!!!
- Před vlastním měřením pro snížení spotřeby tyčinek je důležité dobře odhadnout velikost radiální vůle, abychom pro měření správně vybrali měřící tyčinku vhodného průměru. (K předběžnému měření radiální vůle můžeme použít např. 0,05 mm tlusté a cca 5mm široké proužky hliníkové folie - alobalu).
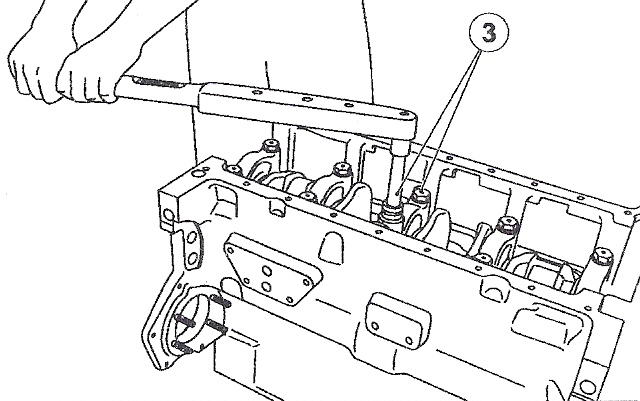
- Víka ložisek postupně demontujeme a na čepy pokládáme tyčinky Plastigauge, a to rovnoběžně s osami čepů ložisek vhodného průměru – podle obr. 27.
- Měření je úspěšné jen tehdy, když při opětném namontování a dotažení ložiskového víka předepsaným momentem dojde ke stlačení tyčinky.
- Po opětné demontáži ložiskových vík podle měrky dodávané k tyčinkám odečteme a zapíšeme změřenou radiální ložiskovou vůli (obr. 28) a následně tyčinku odstraníme. Obdobným způsobem změříme i ložiskovou vůli ojničních ložisek.
Normální montážní vůle
nových hlavních a ojničních ložisek
vyplývá z předepsaného uložení podle lícovací soustavy, např. při ∅ 80
H6/g6–0,01–0,05.
Maximální přípustná vůle opotřebených dílů při ∅ 80 je do 0,15. Ovalita a kuželovitost, změřená mikrometrem na čepu a dutinoměrem Supito v ložisku, je přípustná do 0,1 mm.
Měříme po okrajích a uprostřed čepů a ložisek, ve dvou rovinách po 90°
[10], [11]
Plastové měřící tyčinky Plastigauge lze zakoupit na adrese:
http://www.techbase-cz.cz/Plastigauge.
Video o jejich použití při měření radiální ložiskové vůle najdete na
http://www.youtube.com/watch?v=3qPRRE_tSBo
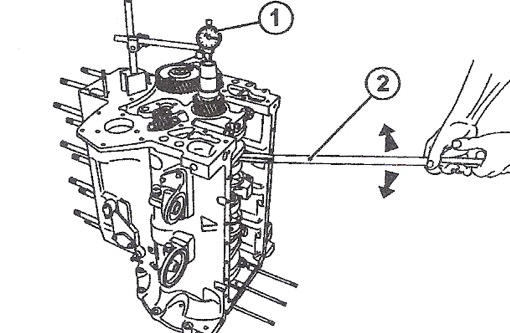
Obr. 26 Měření axiální vůle klikového hřídele. [7]
Obr. 27 Šipka ukazuje místo a směr položení tyčinky „Plastigauge“ na čep ložiska. [3]
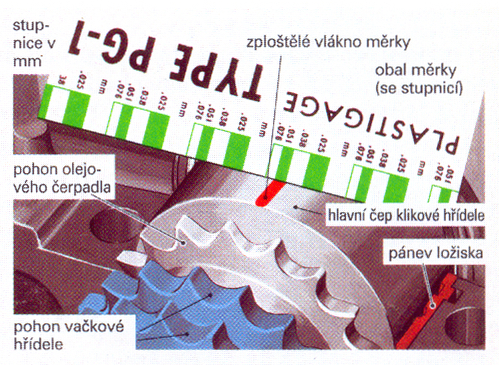
Obr. 28 Měření radiální ložiskové vůle pomocí šířky stlačené tyčinky. [1]
Průhyb klikového hřídele se měří při upnutí mezi hroty na soustruhu pomocí indikátoru. Přípustný průhyb u čtyřválcového motoru bývá stanoven na 0,2 mm. [11].
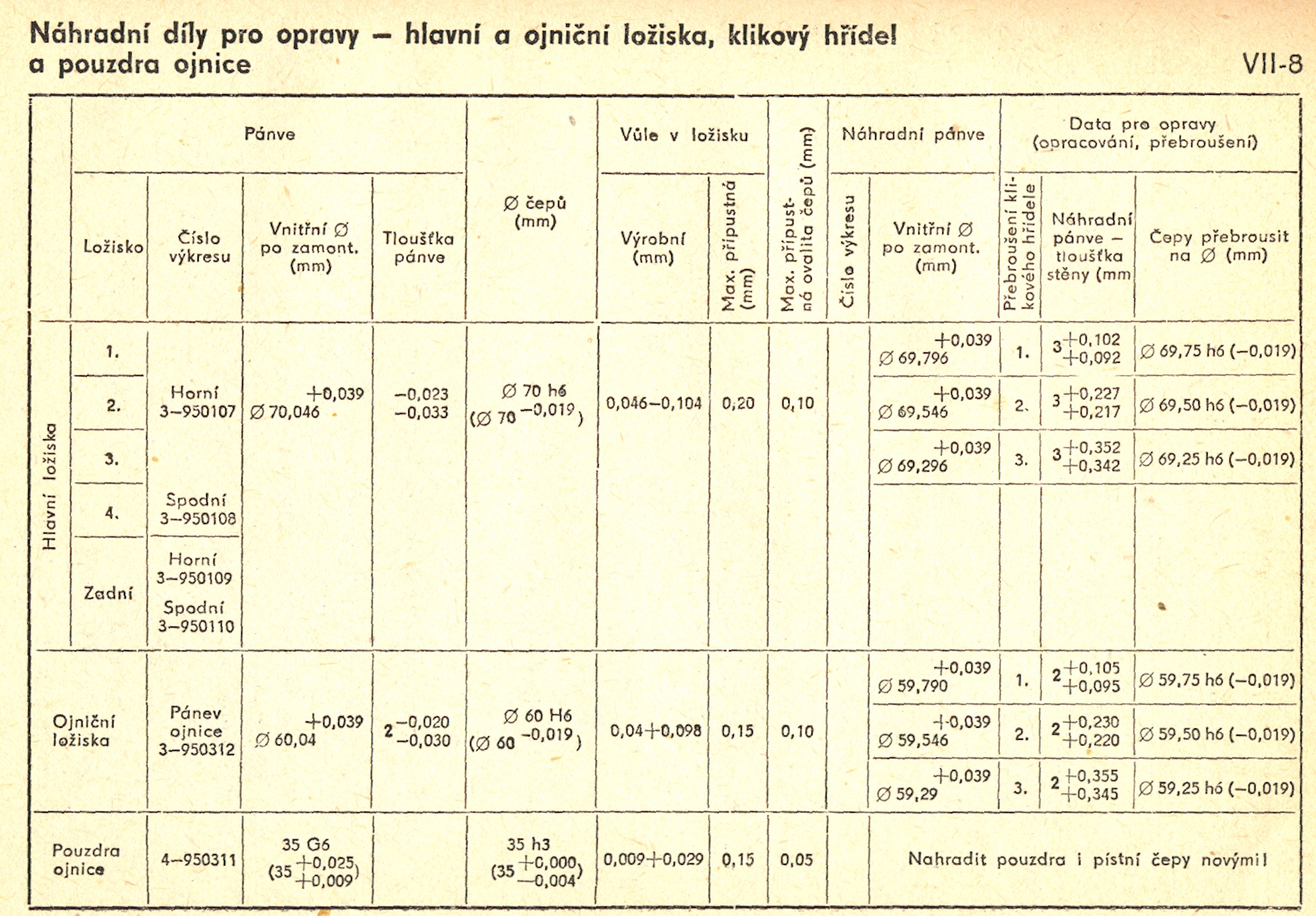
Nadměrné opotřebení klikového hřídele a odstranění nadměrných vůlí se řeší přebroušením klikového hřídele a výměnou menšímu průměru odpovídajících ložisek. Opravné rozměry jsou odstupňovány po 0,25 mm průměru čepů klikového hřídele. Obvykle je možné klikový hřídel přebrousit 3 x. Přebrušují se rovněž plochy pro axiální vedení klikového hřídele a kroužky axiálního ložiska se vymění za abnormální pro přesné vymezení axiální vůle – 0,05–0,08. Příklad opravných rozměrů klikového hřídele a ložisek je uveden v tab. 1. Odkazy na brusírny a prodejny náhradních dílů jsou uvedeny v T 8.
Tab. 1 Příklad lícování klikových hřídelů a ložisek při opravách – ložiska, klikový hřídel a pouzdra oka ojnice. [12]
10.10.3 Montáž klikového hřídele do motoru
Všechny součásti, včetně vnitřních mazacích kanálků v klikovém hřídeli, se před montáží velmi pečlivě a důkladně vyčistí. Tyto je nutné mechanicky pročistit, podobně jak se čistí hlavně střelných zbraní, znovu vypláchnout a vyfoukat stlačeným vzduchem!!!
Před montáží (zejména přebroušeného nebo nového) klikového hřídele do bloku motoru je nutné ověřit, zda mají správnou ložiskovou vůli, také ojniční ložiska.
Prakticky ověřený jednoduchý a spolehlivý postup kontroly správné vůle ojničních ložisek
- Do ojnice s namontovaným pístem se vloží mírně naolejované ložiskové pánve.
- Klikovou hřídel vhodně upevníme do svěráku apod., abychom na ní mohli montovat připravené ojnice s písty.
- Ojniční čepy klikového hřídele také mírně naolejujeme a montujeme na ně příslušné ojnice s písty.
- Ojniční šrouby vždy dotáhneme předepsaným momentem.
- Je-li správná ložisková vůle, tak nám ojnice, kterou natočíme do vodorovné polohy, klesne vlastní vahou téměř do dolní polohy a nepootočí se dál. Samozřejmé je, že při správné vůli nekmitne za dolní polohu a nekmitá jako kyvadlo.
Připravíme klikový hřídel k jeho montáži do klikové skříně!
Podle dílenského manuálu daného motoru namontujeme další součásti klikového hřídele.
- Pokud je použit opěrný axiální kroužek, navlékneme jej na klikový hřídel.
- Do klikového hřídele namontujeme nové valivé ložisko spojkového hřídele.
- Na přední část klikového hřídele namontujeme příslušná ozubená kola pohonu rozvodu, olejového čerpadla, apod.
- Je nutné si opět připomenout, že při demontáži a montáži těžších klikových hřídelů (nad 25 kg) používáme dílenské zvedací zařízení za podmínek uvedených při popisu demontáže klikového hřídele.
Postup při montáži klikového hřídele do bloku motoru
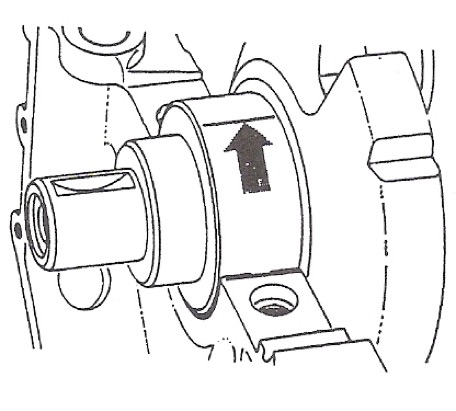
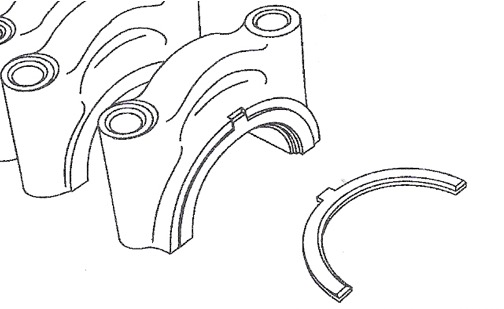
- Do bloku motoru a do vík ložisek klikové skříně se vloží příslušné ložiskové pánve, včetně obou polovin horní části axiálního ložiska. Pečlivě zkontrolujeme jejich správné umístění, aby nikde nebyl zakryt přívod mazacího oleje. Obě ložiskové pánve v sobě nemusí mít otvor pro přívod mazacího oleje.
- Ložiskové pánve dobře usadíme v zámcích a funkční plochy mírně naolejujeme.
- Pokud klikový hřídel váží víc než 25 kg, uložíme ho do klikové skříně pomocí zvedacího zařízení, lehčí hřídel ručně.
- Nasadíme ve správných pozicích ložisková víka. Závity jejich šroubů potřeme olejem. Postupně dotahujeme jednotlivá víka ložisek momentovým klíčem. Po každém dílčím dotažení kontrolujeme volné otáčení klikového hřídele.
- Po konečném dotažení všech ložiskových vík předepsaným utahovacím momentem se musí dát klikovým hřídelem plynule otáčet se znatelným mírným odporem – bez zadrhávání. Příliš lehké a setrvačné otáčení klikového hřídele je znakem nadměrné ložiskové vůle. (Příklad: víka hlavních ložisek motorů Zetor Forterra mají předepsán utahovací moment 180 až 200 Nm).
Obr. 29 Usazení ložiskové pánve [7]
Obr. 30 Vkládání klikového hřídele do bloku.[7]
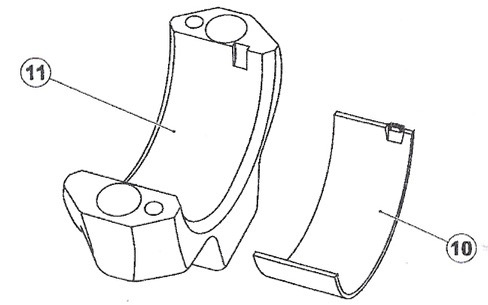
Obr. 31 Víko ložiska (11), pánev (10). [7]
Obr. 32 Spodní díl axiálního ložiska.[7]
Obr. 33 Označení víka ložiska. [7]
Obr. 34 Dotahování šroubů ložiskových vík. [7]
10.10.4 Opravy a montáž setrvačníku
Při demontáži setrvačníku jsme označili vzájemnou polohu s klikovým hřídelem, aby nedošlo k porušení jejich společného vyvážení při montáži. Z oprav setrvačníku se provádí nejčastěji výměna jeho ozubeného věnce. Výměna poškozeného ozubeného věnce je popsána v T 4 Opravy elektrických spouštěčů.
Z dalších oprav na setrvačníku se provádí podle potřeby jemné přesoustružení funkčních třecích ploch spojky na setrvačníku a přítlačných kotoučích. Důvodem k tomuto zásahu jsou znatelné hlubší rýhy nebo povrchově popraskané třecí plochy, způsobené přehřátím apod.
Přitom je nutné postupovat podle dílenského manuálu a dodržet ubrání materiálu tak, aby nebyl překročen jeho limit. Nesmí přitom dojít k zeslabení přítlaku lamel spojky. Platí zásada, že součet odebrané tloušťky materiálu z třecích ploch setrvačníku a přítlačného kotouče se musí rovnat tloušťce odebraného materiálu z dosedací plochy štítu spojky. Setrvačník při soustružení upínáme za dosedací plochu pro klikový hřídel.
Před montáží zadního víka
v něm vyměníme hřídelové těsnění Gufero a namažeme je olejem. Pokud je
použit jiný systém hřídelového těsnění, např. labyrintem a odstřikovacím
kroužkem, vše zkontrolujeme a podle potřeby vadné díly vyměníme.
Zkontrolujeme středící kolíky a předepsaným způsobem utěsníme (tmelem,
těsněním apod.).
Víko pak usadíme na kolíky a šrouby dotáhneme předepsaným momentem.
Při montáži setrvačníku na klikový hřídel dodržíme správnou vzájemnou polohu a dotažení předepsaným momentem. Šrouby předepsaným způsobem zajistíme proti povolení.
10.10.5 Montáž pístů do válce a spojení ojnice s klikovým hřídelem
Po kontrole pístních kroužků – především vůle v zámku a v drážce, je správně namontujeme na píst (viz T 9.6).
Zámky pístních kroužků natočíme tak, aby byly po obvodu rovnoměrně rozloženy a unikajícím plynům přes mezery v zámcích stál v cestě největší odpor. (Např.: 1.–0°; 2. o 180 °, 3. o 270°, 4. o 90°).
Pro stlačení pístních kroužků používáme plechovou stahovací manžetu nebo na daný Æ válce montážní přípravek s vnitřní kuželovitou plochou (Obr. 35, 36). Jeho spodní menší průměr musí být shodný s průměrem válce. Písty a ojniční ložiska namažeme motorovým olejem.
Klikový hřídel natočíme vždy do horní polohy u každého válce, kde montujeme píst s ojnicí. Při montáži pístu s ojnicí do válce musí šipka na pístu nebo nápis „FRONT“ směřovat směrem k přední části motoru, tj. k pohonu vačkového hřídele. Pokud je šipka kolmo na osu pístního čepu, musí směřovat ve smyslu otáčení klikového hřídele.
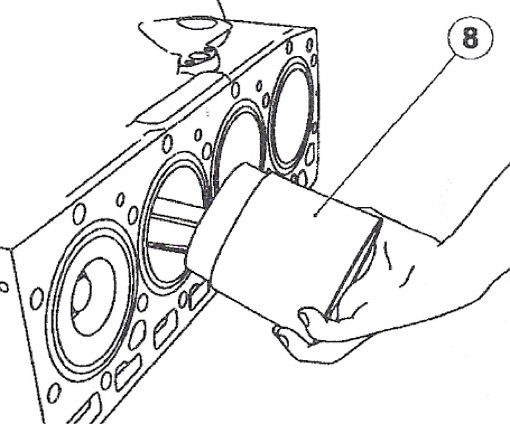
Obr. 35 Stlačení pístních kroužků montážním přípravkem (8) s vnitřní kuželovitou plochou a nasazení ojnice do válce. [7]
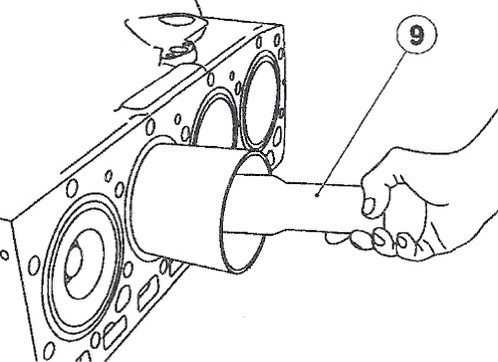
Obr. 36 Zatlačení pístu do válce přes montážní přípravek dřevěnou násadou (9). [7]
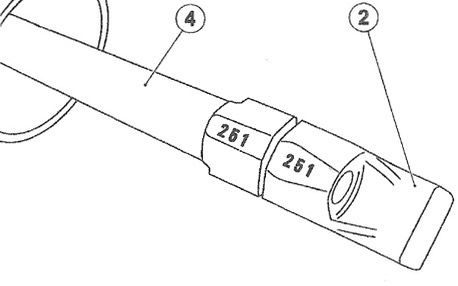
Obr. 37 Označení hlavy (4) a víka ojnice (2), aby nedošlo k záměně při montáži. [7]
Správně otočený píst zasouváme do válce po stlačení pístních kroužků jemným tlakem
a popř. jemným poklepem dřevěnou násadou apod. – nikdy násilím, vždy s
citem. Po dosednutí hlavy ojnice na ojniční čep nasadíme správně víko
ojnice s naolejovaným ložiskem.
Ojniční šrouby (matice) s novými zajišťovacími podložkami dotáhneme předepsaným momentem (např. Zetor 8011- Z16245 120 Nm; Zetor Proxima a Forterra 110Nm-120Nm). Po kontrole dotažení všech ojnic šrouby (matice) pečlivě zajistíme předepsaným způsobem proti povolení.
Před kontrolou otáčení klikového hřídele zajistíme vložky válců proti vysunutí z bloku motoru příchytkami, připevněnými ke šroubům hlavy válců.
Postupně kontrolujeme vždy při natočení pístu do HÚ, zda mají písty v místech, kam směřují osy pístních čepů, stejnou mezeru. Postupujeme takto: prstem ruky přitlačujeme píst vždy ve směru osy pístního čepu na jednu i na druhou stranu a mezery na opačné odtlačené straně měříme spároměrem. Tím kontrolujeme správnost vyuhlování ojnic a pístů. Jak již bylo uvedeno, totéž kontrolujeme již před demontáží pístu z válce.
Přední víko montujeme až po opravě pohonu rozvodů, vyvažovacích hřídelů, olejového čerpadla a ostatních poháněných agregátů v této části motoru. Při montáži předního víka a olejové vany postupujeme obdobně jako při montáži zadního víka u setrvačníku, tj. podle stejných montážních zásad.
Video Oprava klikového hřídele Tatry 148 najdete na
http://www.youtube.com/watch?v=zvd5C82c5_8.
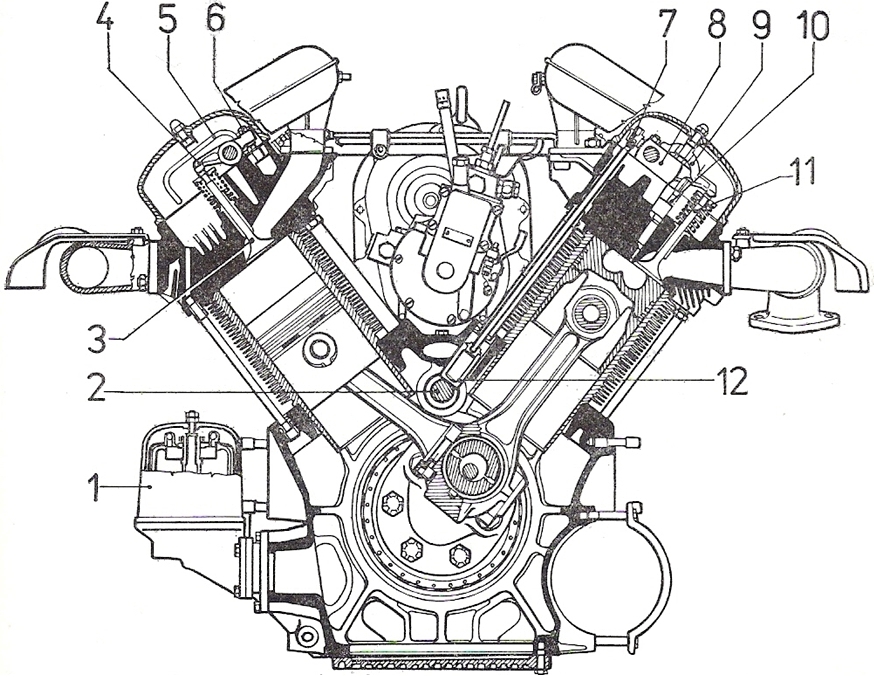
Obr. 38 Příčný řez motorem Tatra 2-928 E [14]
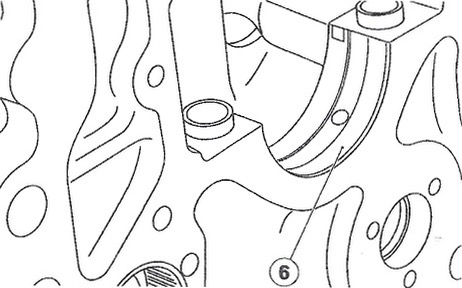
1- odstředivý čistič oleje (obtokový); 2- vačkový hřídel; 3- sací ventil; 4- vahadlo ventilu; 5- potrubí odpadu paliva ze vstřikovačů; 6- seřizovací šroub ventilové vůle; 7- rozvodová (zvedací) tyč; 8- kozlík (konzola) vahadel; 9- upevňovací třmen vstřikovače; 10- vstřikovač; 11- výfukový ventil; 12- zdvihátko
Kontrolní otázky a úkoly
- Vysvětlete funkci a složení klikového mechanizmu.
- Popište funkci ojnice, její části, způsob namáhání, použité materiály, požadavky na jejich hmotnost v jednom motoru.
- Vysvětlete způsoby kontroly správného vyuhlování ojnice, kdy a jak se provádí a jak se odstraňují závady.
- Jak je uložen pístní čep v oku ojnice a v pístu? Způsoby oprav jeho uložení.
- Popište správný postup montáže ojnice s pístem při plovoucím uložení pístního čepu v pístu.
- Charakterizujte druhy, provedení, materiály a vlastnosti ložisek klikového hřídele.
- Klikový hřídel, jeho funkce, druhy konstrukčních provedení, použité materiály, tepelné zpracování, vyvážení.
- Setrvačník jeho funkce, druhy. Význam, způsoby a příklady použití tlumení torzních kmitů.
- Vyvažovací hřídele motorů, princip jejich funkce a příklady použití.
- Demontáž klikového hřídele, měření axiální a radiální vůle ložisek klikového hřídele.
- Měření průhybu klikového hřídele a řešení nadměrného opotřebení. Příklady opravných rozměrů a ložiskových vůlí.
- Příprava klikového hřídele na montáž a kontrola správné vůle ojničních ložisek.
- Postup při montáži klikového hřídele do bloku motoru.
- Montáž zadního víka u setrvačníku. Popište obvyklé způsoby oprav a montáž setrvačníku na motor.
- Popište podrobně montáž pístů do válce a spojení ojnice s klikovým hřídelem.
Použitá literatura a doporučené zdroje informací
[1] Gscheidle, R. a kol. (2001): Příručka pro automechanika. SOBOTÁLES, Praha, 629 str., ISBN: 80-85920-76-X.
[2] Hyan, T. (2011): Nový motor. Automobil Revue, roč. 2011, č. 6, str. 66.
[3] Pošta, J. a kol. (2002): Opravárenství a diagnostika II. Informatorium, Praha, 183 str., ISBN: 80-86073-88-2
[4] Havlíček, J. (1983): Provozní spolehlivost strojů. Státní zemědělské nakladatelství, Praha.
[5] Beneš, O. (1957): Opravy motorových vozidel. Práce, Praha.
[6] [online]. [2014-03-16]. Dostupné z:
http://www.zetor-shop.cz/cz/menu/2763/nahradni-dily-zetor/zetor-uriii-/x8641-12441-forterra/motor/
[7] Dílenská příručka pro motory Zetor. (2006) Číslo publikace: 22.22.12.428. Zetor a.s., Brno.
[8] [online]. [2014-03-16]. Dostupné z:
https://dspace.vutbr.cz/bitstream/handle/11012/16934/DP2010_LUKA_JAN_VEREJNA_VERZE.pdf?sequence=2
[9] [online]. [2014-03-16]. Dostupné z:
http://www.extremebike.cz/www-extremebike-cz/eshop/1-1-Jawa/523-3-Motorove-dily
[10] Dielenská príručka ZTS 8211 až ZTS 16245. (1989) ZŤS, Martin.
[11] Maléř, J., Vávra, V., Zajíc, J. (1962): Opravářství a organizace oprav. SZN, 267 str.
[12] Dílenská příručka pro demontáž, montáž a opravy traktorů Z 3011, 2011. ZKL Brno.
[13] Katalog ND. [online]. [2014-03-16]. Dostupné z: http://www.kubikzetor.cz/produkt/ur-iii-forterra/
[14] Szpuk, L. (1979): Moderní užitkové automobily Tatra. Naše vojsko, Praha.
[15] [online]. [2014-03-16]. Dostupné z:
http://www.cesomot.cz/doc_cz/GOETZE-NURAL-AE_pokyny_pro_montaz_pistnich_krouzku_pistu_a_vlozek_valcu.pdf
[16] [online]. [2014-03-16]. Dostupné z: http://www.cesomot.cz/technicke-informace.php