1. Základní pojmy trubních materiálů
Charakteristickým prvkem všech vodovodních nebo kanalizačních zařízení
je
potrubí.
Potrubí
(obr. 1) je zvláštní technické zařízení resp. specializovaný dopravní
prostředek, určený k dopravě kapalin, plynů nebo různých sypkých materiálů
(případně též jejich vzájemné směsi). Potrubí je složeno z těsně spojených
trubek
(trub),
tvarovek
a
armatur.
Obr. 1 Potrubí

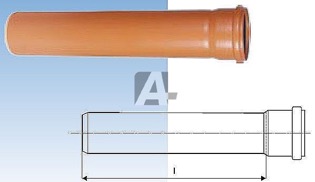
Trubka (trouba) (obr.2) je přímý kusový prvek potrubí. V instalatérské praxi se používá názvu trubka pro části vodovodních, plynových nebo vytápěcích rozvodů do průměru přibližně 50 mm. Názvu trouba se používá zpravidla v kanalizaci pro průměry prvků nad 50 mm.
Obr. 2 Trubka
Tvarovky
(obr. 3) jsou části potrubí, které slouží v rozvodu ke změnám směru,
průměru, k přechodu na jiný materiál, k připojení odboček apod.
Armatura
(obr. 4) je obecné označení pro pomocné a ovládací zařízení potrubních
rozvodů různých kapalin. Podle účelu, který v rozvodu armatura plní, rozlišujeme
armatury uzavírací, armatury výtokové, armatury pojistné nebo armatury
regulační.
|
Obr. 3 Tvarovky |
Obr. 4 Armatura |
 |
 |
Jednotlivé části potrubí se označují údaji o
jmenovité světlostí
(DN) a
jmenovitém tlaku
(PN).
Jmenovitá světlost (DN)
rozměr DN (Diametre nominal) označuje jmenovitou světlost (dříve Js).
Jde o smluvenou hodnotu, která odpovídá přibližně vnitřnímu průměru potrubí
v milimetrech. Tento rozměr nelze na trubce změřit, jde pouze o orientační
dohodnutý parametr, používaný u potrubních systémů jako charakteristika
připojovaných částí, tj. trubek, tvarovek a armatur.
V instalatérské praxi se u jednotlivých materiálů pro označení velikosti
jednotlivých částí rozvodu používají tyto konkrétní rozměry: vnitřní průměr,
vnější průměr a tloušťka stěny, popřípadě též průměr závitu (u ocelových
závitových trubek). U každého materiálu je k měřitelným hodnotám přiřazena
příslušná hodnota DN.
Jmenovitý tlak (PN)
– jednotlivé prvky potrubí se vyrábějí v různých tlakových řadách, to
znamená, že při stejném vnějším průměru je různá tloušťka stěny.
Tlaková řada se vyjadřuje pomocí značky PN a číslem, které udává maximální
přípustný provozní atmosférický přetlak v barech. Například označení PN
16 odpovídá maximálnímu dovolenému pracovnímu přetlaku 16 barů (tj. 1,6
MPa). Tento dovolený pracovní přetlak souvisí s pracovní teplotou. Vliv teploty musíme uvažovat především u plastových
materiálů.
Pracovní teplota
– je hodnota maximální trvalé povolené teploty, která může působit na
materiál potrubí. Důležitá je především u plastových rozvodů, protože teplota
má vliv na mechanické vlastnosti plastů a značně ovlivňuje hodnotu PN i
životnost potrubí.
Montážní teplota
– je doporučená minimální teplota, při které se ještě může s materiálem
manipulovat, aniž by se zhoršily jeho vlastnosti. Tato teplota má rovněž
význam především u plastů.
2. Trubky a tvarovky v rozvodech TZB
V instalatérské praxi se na výrobu trubek a tvarovek používají různé technické materiály, které musí splňovat především tyto základní požadavky:
- pevnost proti vnitřním i vnějším tlakům
- naprostou nepropustnost směrem ven i dovnitř
- zdravotní nezávadnost
- hladkost vnitřních povrchů
- přiměřenou pružnost
- odolnost proti korozivnímu působení dopravované látky i okolního prostředí
- dlouhou životnost
- snadnou montáž
Každý používaný materiál má vedle určitých výhodných vlastností i některé
nevýhody. Proto je při volbě vhodného materiálu nutno vycházet vždy z konkrétních
podmínek a požadavků. Na správné volbě materiálu vždy závisí bezpečnost,
hygiena, plynulost dopravy a životnost daných rozvodů.
V následujícím přehledu jsou uvedeny nejčastěji používané kovové i nekovové
materiály používané při výrobě trubek a tvarovek. Základní vlastnosti těchto
materiálů byly zmiňovány v kapitole o technických materiálech, zde budou
tudíž zmiňovány již pouze informace přímo se týkající trubek a tvarovek
z těchto materiálů.
2.1. Kovové trubní materiály
Ve vodovodních instalacích a kanalizaci jsou z kovových materiálů nejpoužívanější ocelové trubky nebo litinové trouby a tvarovky. V poslední době se začala uplatňovat v rozvodech vody též měď.
Ocelové trubky
(obr. 5) – ocel je jedním z nejběžnějších a nejstarších materiálů používaných
pro výrobu trubek. Ocelové trubky se vyrábějí různými způsoby v normalizovaných
průměrech a délkách. Trubky z oceli jsou pevné, pružné, odolné vůči nárazům
a snesou vysoké teploty. Podle způsobu výroby rozlišujeme trubky
bezešvé
a trubky
svařované.
Obr. 5 Ocelové trubky

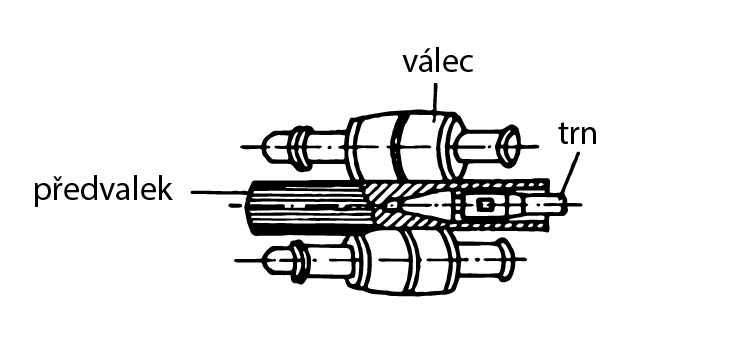
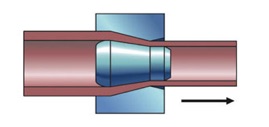
Bezešvé trubky
– se vyrábějí nejčastěji na speciálních válcovacích stolicích válcováním
mezi dvěma válci (obr. 6). Mezi válci je vložený trn, který vytváří dutinu.
Jiný způsob výroby bezešvých trubek je tažením na tažných stolicích nebo
bubnech. Tažením (obr. 7) se vyrábějí trubky tenkostěnné.
Obr. 6 Trubková válcovací stolice
Obr. 7 Protahování trubek

Svařované trubky (se švem)
– se vyrábějí ze svinutého ocelového pásu podélným svařováním natupo na
svářecím automatu (obr. 8). Svar je oboustranný a musí mít stejnou pevnost
jako má základní materiál.
Obr. 8
Výroba svařovaných trubek

Ocelové trubky pro instalace se vyrábějí jako
trubky závitové
nebo jako
trubky hladké. Trubky závitové jsou určeny ke spojování pomocí závitů, hladké trubky
se spojují převážně svařováním na tupo. Ocelové trubky mohou být bez povrchové
úpravy nebo s povrchovou úpravou. Černé ocelové trubky hladké i závitové
(bez povrchové úpravy) se uplatňují při rozvodech ústředního vytápění nebo
plynovodu. Dají se svařovat a změny směru se na nich vytvářejí ohýbáním
za tepla. Závitové spoje se na nich používají např.pro připojení armatur
nebo spotřebičů.
Pro domovní vodovody se musí ocelové trubky chránit proti korozi povrchovou
úpravou. Proto na tyto rozvody používáme ocelové pozinkované trubky. Aby
nedocházelo k porušení ochranného zinkového povlaku na povrchu trubky,
nesmí se tyto trubky ohýbat ani svařovat. Změny směru a vzájemné spojování
trubek se provádí pomocí speciálních závitových tvarovek tzv.
fitinek.
Fitinky
(obr. 9) – se používají k závitovému spojení ocelových trubek. Umožňují
spojení stejného i různého průměru, změny směru, odbočení potrubí apod.
Vyrábějí se převážně z temperované litiny. Připojovací vnitřní závity fitinků
jsou válcové. Spoj se těsní například konopím nebo různými plastovými těsnícími
páskami (např. teflonová páska).
Obr. 9 Fitinky
Litinové trouby
(obr. 10) – vyrábějí se ze šedé litiny předepsané jakosti nebo z tvárné
litiny. Jsou trvanlivé, velmi pevné v tlaku a ohybu a odolávají korozí
lépe než trubky ocelové. Jsou však křehké, těžké a nesnášejí zatížení tahem.
Podle úpravy konců se litinové trouby vyrábějí jako hrdlové nebo jako
přírubové a to odléváním. Používá se odlévání do svislých forem, odstředivé
lití nebo poloplynulé lití.
Podle účelu použití se litinové trouby vyrábějí v dvojím provedení, a
to jako
tlakové
nebo
odpadní.
Obr. 10 Litinové trubky a tvarovky

Litinové tlakové trouby a tvarovky jsou určeny pro vodovodní potrubí, zejména pro veřejné vodovody uložené v zemi. Z venkovní strany jsou chráněny proti korozi asfaltovým povlakem, z vnitřní strany cementovou vrstvou. Mohou být hrdlové nebo přírubové.
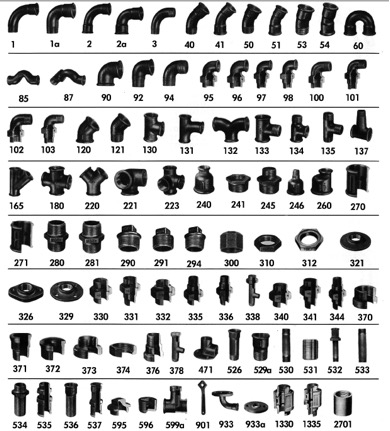
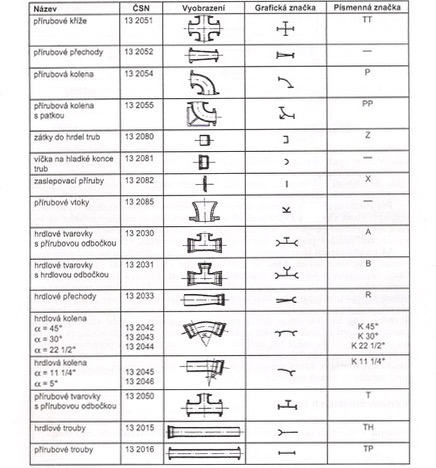
Ke změnám směru nebo průměru se používají, různé druhy litinových tvarovek (viz. tabulka):
Litinové odpadní trouby a tvarovky
vyrábějí se výhradně v hrdlovém provedení. Proti korozi jsou chráněny
oboustranným asfaltodehtovým povlakem. Jsou určeny pro části rozvodů vnitřní
kanalizace. Používaly se na svislá potrubí a na potrubí ležaté.
Ke změnám směru nebo průměru se používají, podobně jako u tlakové litiny,
různé druhy litinových tvarovek (viz. tabulka):
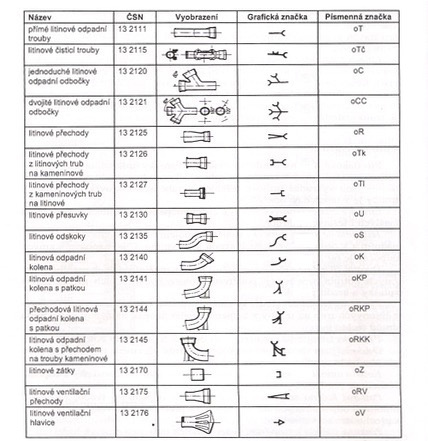
V současné době se tento materiál nahrazuje potrubím z plastů.
Měděné trubky (obr. 11) – používaly se na instalace již v dávných dobách. Pak byla měď označena za tzv.strategický materiál a na rozvody instalací se určitý čas nepoužívala. Nyní nastal návrat tohoto materiálu do oblasti domovních instalací. Vyznačuje se dobrou pevností, houževnatostí a tvárností. Odolává korozi i vysokým tlakům v potrubí. Měděné trubky nepotřebují žádnou povrchovou úpravu, protože působením vody se na povrchu vytvoří ochranná vrstva oxidu měďnatého, která pevně lpí na stěně trubky a zabraňuje vzniku jedovaté měděnky (oxid měďný).
Obr. 11 Měděné trubky

Měděné trubky se vyrábějí z elektrolyticky čisté mědí (99,9 % Cu) tažením
za studena (obr. 12) v různých tloušťkách stěn a v průměrech od 6 mm do
220 mm.
Obr. 12 Tažení za studena s plovoucim trnem
Podle pevnosti se měděné trubky rozdělují na
měkké
(dají se ohýbat rukou za studena),
polotvrdé
(ohebné za studena pouze pomocí ohýbacích zařízení) a
tvrdé
(za studena ohýbat nejdou). Měkké trubky se dodávají ve svitcích v délkách
25 m a více, polotvrdé a tvrdé trubky v tyčích dlouhých zpravidla 5 m.
Každá měděná trubka musí na sobě mít vyznačeny následující údaje: typ trubky,
rozměr, označení kvality, označení pevnosti, výrobce a rok výroby (obr.
13).
Obr. 13 Značení trubek podle ČSN EN 1057

Měď jako jeden z mála trubních materiálů umožňuje provést většinu domovních
instalací. Měděná potrubí se mohou použít pro rozvod pitné vody, teplé
užitkové vody, teplonosných látek s teplotou do 110 °C i vyšších, plynů,
chladících médií, tlakového vzduchu i dalších rozvodů.
Pro montáž měděných rozvodů se zásadně používají tvarovky vyrobené z mědi
nebo z červeného bronzu (kolem 85 % Cu, zbytek je Sn, Zn, Pb). Tvarovky
z mědi jsou určeny pro spojování pájením, tvarovky z červeného bronzu jsou
buď závitové, nebo mají jednu stranu určenou pro pájení a na druhé straně
závit. Všechny tvarovky musí být opatřeny podobnými údaji jako trubní materiál,
tj. výrobce, průměr, znak kvality.
Dělení materiálu – ruční řezání trubek
2.2. Nekovové trubní materiály
Současná nabídka nekovových trubních materiálů je velice pestrá, ale
v podstatě jde o některou ze dvou skupin materiálů. – materiály tuhé (kamenina,
beton a železobeton, sklo) nebo materiály pružné (různé druhy plastů).
Tyto dvě skupiny se chovají odlišně při jejich vnějším zatížení.
Tuhá potrubí
si zachovávají svůj tvar i při rostoucím zatížení a poruší se náhle až
při porušení jejich únosnosti.
Pružná potrubí
se s rostoucím zatížením více a více deformují, přičemž zhroucení trubky
nastane až při překročení deformačních mezí.
Kromě chování při zatížení se však tyto materiály liší též v řadě dalších
důležitých vlastností, jako jsou například chemická odolnost, hmotnost
nebo rychlost a cena montáže.
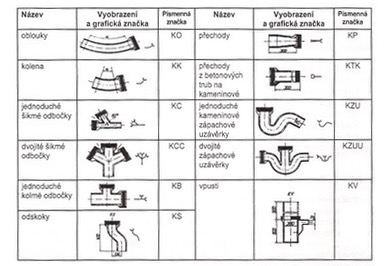
Kameninové trouby
(obr. 13) – ještě v nedávné minulosti patřily k hlavním materiálům při
výstavbě kanalizačních sítí. V současné době se uplatňují na některé části
vnitřní kanalizace. Jsou relativně levné, velmi tvrdé, odolné proti chemickým
vlivům a korozi. Jsou však křehké a velmi špatně se opracovávají (například
zkracují).
Obr. 13 Kameninové trouby

Spojují se hrdlovými spoji, ke změnám směru nebo průměru se používají
různé druhy kameninových tvarovek (viz. tabulka):
Betonové trouby (obr. 14) – jsou kruhové popřípadě vejčité a vyrábějí se z prostého betonu odléváním do forem. Mají dobré mechanické vlastnosti, jsou málo nasákavé, nepropustné a odolné proti povětrnostním vlivům. Kvalita trub je závislá především na jakosti betonu a jeho zhutnění. Betonové trouby beztlakové, a to buď hrdlové nebo s hladkými konci. Běžně se jejich povrch nijak neupravuje.
Obr. 14 Betonové trouby

Používají se zejména na venkovní kanalizaci.
Železobetonové trouby
jsou velmi pevné a kvalitní. Vyrábějí se z hutného betonu s ocelovou výztuží.
Tento beton je vodotěsný, otěruvzdorný, odolává mrazu a chemikáliím. Trouby
mohou být hrdlové nebo s hladkými konci pro pero a drážku. Mohou se vyrábět
jako beztlakové (používají se na veřejnou kanalizaci) nebo jako tlakové,
používané pro podzemní tlakové rozvody.
Skleněné trubky
skleněná potrubí se pro své specifické vlastnosti používají především
v různých průmyslových oborech, zejména v chemickém nebo potravinářském
průmyslu. Nejvýznačnější vlastností skleněných trubek je jejich vysoká
odolnost proti působení chemikálií. Navíc hladké stěny umožňují zvýšený
průtok a jejich průhlednost umožňuje vizuální kontrolu protékající látky.
V potrubí se netvoří inkrustace, potrubí zůstává hladké a jsou v něm stále
malé průtokové odpory. Skleněné trubky a tvarovky se vyrábějí strojně vertikálním
tažením. Buď mají hladké konce a pak se spojují mechanickými spojkami,
nebo nají konce upravené pro spojení přírubou.
Obr. 15 Plastové trubky a tvarovky

Plastové trubky (obr. 15) při používání tradičních materiálů na trubní rozvody v budovách se projevila celá řada nevýhod. S rozvojem plastických hmot dochází k jejich výraznému uplatnění i u trubních rozvodů, protože často odstraňují nevýhody klasických materiálů.
Mezi hlavní výhody plastových potrubí patří:
- dlouhá životnost
- malá hmotnost
- odolnost proti korozi a zarůstání
- hygienická a fyziologická nezávadnost
- malá tepelná vodivost
- velmi dobré hydraulické vlastnosti
- jednoduchá a rychlá montáž
- přiměřená cena
Samozřejmě i plasty mají své nevýhody – menší tepelnou odolnost, zvýšená
křehkost při nižších teplotách nebo podstatně vyšší teplotní roztažnost
než u jiných materiálů.
Plastové trubky a tvarovky se vyrábějí plynule na vytlačovacích linkách
ze základního materiálu, kterým je prášek nebo granulát. Vyrábějí se v různých
rozměrových i tlakových řadách, tzn. že při stejném vnějším průměru mají
různé tloušťky stěn. Rozměrové řady nejvíce používaných plastových potrubí
pro vnitřní instalace jsou: 10, 16, 20, 32, 40, 50, 63, 75, 90 a 110. Plastová
potrubí se však vyrábějí i v rozměrech podstatně větších.
Tlakové řady, používané v současné době pro plastové trubky jsou: PN 2,5;
PN 4; PN 6; PN 12,5; PN 16; PN 20 a PN 25.
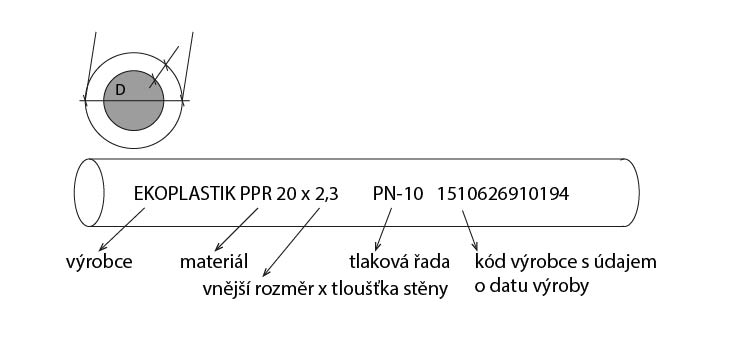
Podobně jako na měděných trubkách musí být i na každé plastové trubce
vyznačeny základní údaje – výrobce, materiál, rozměr, tlaková řada a datum
výroby (obr. 16). Podobné údaje má obsahovat též označení tvarovek.
Obr. 16 Označení plastového potrubí
Všechny plastové materiály samozřejmě nemají stejné vlastnosti, a proto
se též na trubních rozvodech neuplatňují stejnou měrou. Přehled nejpoužívanějších
plastů pro trubní rozvody, včetně jejich vhodnosti na jednotlivé typy rozvodů
byl uveden v kapitole 1.3.4.
této učebnice.
Vícevrstvé trubky
jsou trubky složené ze dvou nebo více různorodých materiálů. V současné
době se můžeme setkat se dvěma druhy vícevrstvých trubek – kombinace kovu
a plastu nebo kombinace několika plastických materiálů.
Vícevrstvé trubky s vloženou kovovou vložkou
(obr. 3, kapitola 2) – spojují výhody kovů a plastů. Podrobněji jsou popsány v kapitole 3.1.5.
Vícevrstvé plastové trubky
jsou
tvořeny vrstvením různých plastů, kdy se na základní plast za tepla nanáší
další vrstva. Důvody pro toto řešení mohou být různé, například se tímto
řešením snižuje hlučnost způsobovaná prouděním protékající vody. Pro spojování
těchto kombinovaných materiálů není vhodné svařování (každý plast má jinou
tavící teplotu). K provádění spojů se používají mechanické spojky nebo
lze použít elektrotvarovky.
3. Spojování potrubí
Kvalita provedeného trubního rozvodu závisí na mnoha okolnostech (materiál,
postup práce, umístění rozvodu). Důležitou úlohu hrají též těsnící materiály
a správně zvolený způsob vzájemného spojení jednotlivých prvků rozvodu
– trubek, tvarovek a armatur. Jednotlivé prvky rozvodu se spojují mnoha
způsoby, přičemž způsob spojení je dán především materiálem spojovaných
prvků a provozními parametry potrubí. Základní požadavky kladené na trubní
spoje jsou shodné s požadavky na ostatní části rozvodu – trvalá těsnost,
trvanlivost, pevnost, snadná proveditelnost.
Postupem doby se vyvinula řada různých druhů spojů, které jsou přizpůsobeny
jak materiálu potrubí, tak i různým provozním podmínkám. Spoje rozdělujeme
na spoje
rozebíratelné
a spoje
nerozebíratelné.
3.1. Rozebíratelné spoje
Mezi rozebíratelné zařazujeme takové spoje, které lze opakovaně složit
a rozebrat bez toho, abychom je poškodili. Patří sem
spoje hrdlové,
spoje závitové
a
spoje přírubové.
Hrdlový spoj
(obr. 17) – hrdlo tvoří rozšířený konec trubky (trouby), do kterého se
zasune hladký konec připojované trubky (trouby). Prostor mezi vnitřním
povrchem hrdla a vnějším povrchem vsunuté části se pak vhodným způsobem
utěsní. Vlastní provedení (utěsnění) hrdlového spoje se liší především
podle materiálu potrubí a provozních podmínek.
Hrdlovým spojem jsou spojovány trouby litinové, kameninové, betonové nebo
železobetonové. Hrdlový spoj se uplatňuje též u odpadních plastových potrubí.
Podrobný postup pro provádění a těsnění jednotlivých druhů trubních materiálů
je probírán v části odborný výcvik.
Obr. 17 Hrdlový spoj

Obr. 18 Závitový spoj
Závitový spoj
(obr. 18) se u potrubí používá téměř výhradně pro spojování ocelových
závitových trubek pomocí fitinků nebo ke spojení ocelových trubek s drobnými
armaturami. Závitový spoj je tuhý a nedovoluje vzájemné úchylky spojovaných
částí. Pokud je dobře provedený, je trvale těsný a přenáší spolehlivě veškerá
osová zatížení.
Pro závitové spoje potrubí obecně platí, že vnitřní závit je válcový trubkový
(mají ho všechny fitinky a armatury) a vnější závit na trubce je kuželový.
Trubkové válcové závity se provádějí ve velikostech G1/8“ až G6“. Tolerance
závitů jsou poměrně hrubé, takže se musí k dosažení dostatečné těsnosti
spoje použít vhodné těsnění (např. konopí impregnované fermeží). Postup
při provádění spoje i vyřezávání závitů je popsán v části praktický výcvik.
V současné době tento klasický způsob spojování potrubí ztrácí na významu,
díky nahrazování oceli jinými trubními materiály, nicméně se bez něj neobejdeme
především při různých opravách a rekonstrukcích stávajících trubních rozvodů
v budovách.
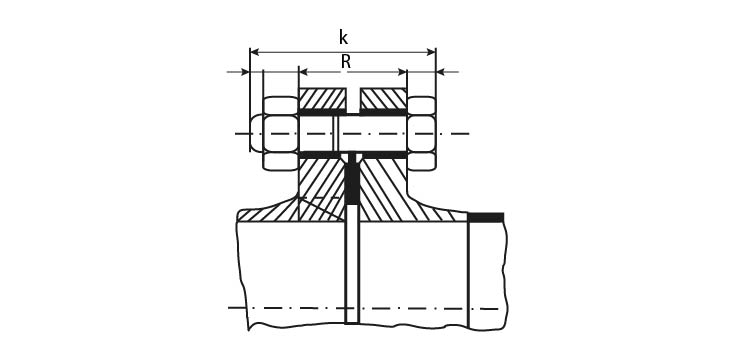
Přírubový spoj (obr. 19) je tvořen dvěmi přírubami, kruhovým těsněním a spojovacími šrouby. Příruby jsou v podstatě desky kolmé k ose potrubí. Nejběžnější jsou příruby kruhové, vyjímečně mají tvar oválu či jiný. Příruba může být vyrobena součastně s troubou (např. u litinového potrubí) nebo mohou být provedeny jako volné, které se na potrubí nasouvají (např. u plastových potrubí). Příruby mají upravené těsnící plochy a jsou opatřeny potřebným počtem otvorů pro šrouby. Tyto spoje jsou velmi tuhé a pevné a nedovolují žádné pohyby ve spoji, bezpečně přenášejí osové síly v potrubí.
Používají se v případech vyšších provozních tlaků u litinového nebo ocelového potrubí, kde vyžadujeme snadnou montáž a demontáž. V některých případech se využívají též u plastových potrubí, např. v případě, kdy potřebujeme napojit armaturu nebo provést spoj s jiným materiálem.
Obr. 19 Přírubový spoj
Měření a dělání závitů
Montáž trubek a tvarovek
3.2. Nerozebíratelné spoje
Mezi nerozebíratelné zařazujeme takové spoje, které nelze opakovaně složit
a rozebrat bez toho, abychom je poškodili. Patří sem spoje
pájené, spoje
svařované, spoje
lepené
a spoje
lisované.
Pájené spoje
– pájení je nerozebíratelné spojení dvou kovových částí v pevném stavu
pomocí přídavného materiálu, tzv.
pájky, která je v tekutém stavu.
Pájka
je slitina kovů, která má nižší bod tavení než mají spojované kovy. Pájky
se dodávají ve tvaru tyčí, drátů, fólií, trubiček nebo past. Kvalita pájky
výrazně ovlivňuje kvalitu spoje. Nejdůležitějšími vlastnostmi pájek jsou
smáčivost
a
vzlínavost.
Smáčivost
je schopnost pájky přilnout k základnímu materiálu,
vzlínavost
je schopnost pájky zatékat do úzkých spar.
Podle velikosti pracovní teploty rozlišujeme pájení
naměkko
a pájení
natvrdo.
Rozlišení mezi pájením natvrdo a pájením naměkko se provádí podle pracovní
teploty. Pracovní teplota je teplota, při které se použitá pájka taví,
smáčí stěny trubky a tvarovky a vyplňuje spoj. Protože se u používaných
pájek jedná o slitiny (směsi) různých prvků, mají pájky teplotní rozmezí
tavení a ne bod tavení jako je to u čistých prvků. Pracovní teplota se
pohybuje v blízkosti horního bodu tavení pájky. Při pájení natvrdo je pracovní
teplota nad 450 °C a při pájení naměkko pod 450 °C. S rozdílných pracovních
teplot vyplývají i rozdílné mechanické vlastnosti pájených spojů. Spoje
pájené natvrdo mají vyšší pevnost ve smyku a umožňují vyšší provozní teploty
než spoje pájené naměkko.
Všechny měkké pájky pro potrubní instalace obsahují jako hlavní složku
cín. To lze poznat podle toho, že cín je vždy uváděn v označení pájky
jako první kov po identifikačním písmenu S. Abychom si byli jisti, že používáme
správné pájky, měly by měkké pájky mít tyto značky (obr. 20a): značka výrobce
nebo dodavatele, ČSN EN 29453, zkrácené označení pájky, popřípadě též značka
kvality RAL.
Obr. 20a Označení měkkých pájek
Obr. 20b Označení tvrdých pájek

Jako tvrdé pájky se nejčastěji používají pájky měď – stříbro – fosfor
a pájky měď – fosfor. Kromě tvrdých pájek obsahujících fosfor existují
ještě tvrdé pájky měď-stříbro s podílem cínu a bez něho. Tvrdé páky mají
mít toto značení (obr. 20b): značka výrobce nebo dodavatele, ČSN EN 1044,
zkratka pájky a případně značka kvality RAL.
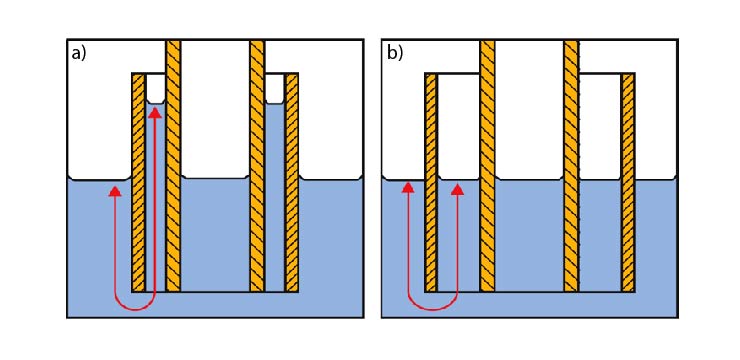
Při měkkém a tvrdém pájení měděných trubek s tvarovkami se používá technika
kapilárního pájení. Pájecí kapilární mezera musí být stejnoměrná a úzká tak, aby byla možná
vzlínavost (kapilarita) a pájka pronikla do kapilární mezery i přes gravitační
sílu. Princip kapiláry je znázorněn na obrázku č. 21.
Obr. 21 Princip kapiláry
Většinu trubních rozvodů lze pájet měkkým pájením. Natvrdo se musí pájet
instalace plynu, zkapalněného plynu a oleje, nebezpečných látek (např.chladiva),
potrubí s provozními teplotami nad 110 °C nebo trubky podlahového vytápění pokládané
v mazanině. Natvrdo se doporučuje vždy pájet též průměry potrubí nad 28
mm.
Svařované spoje
– svařování je nerozebíratelné spojování materiálů stejného složení. Svařujeme
buď s přídavným materiálem, nebo bez přídavného materiálu. Přídavný materiál
(svařovací drát, elektroda) má zpravidla stejné nebo téměř stejné složení
jako základní svařovaný materiál.
Rozlišujeme svařování
tavné
(spojované části jsou na styčných plochách roztaveny) a svařování
tlakové
(spojované části se ohřejí do těstovitého stavu a pak se k sobě stlačí).
V instalatérské praxi (pro spoje na potrubí) se používá výhradně svařování
tavné. Uplatňuje se při spojování ocelových potrubí a u některých plastových
materiálů (termoplastů). Svářeči se připravují ve svářečských školách,
kde absolvují kurzy pro jednotlivé druhy svařování. V instalatérské praxi
nejčastěji používáme:
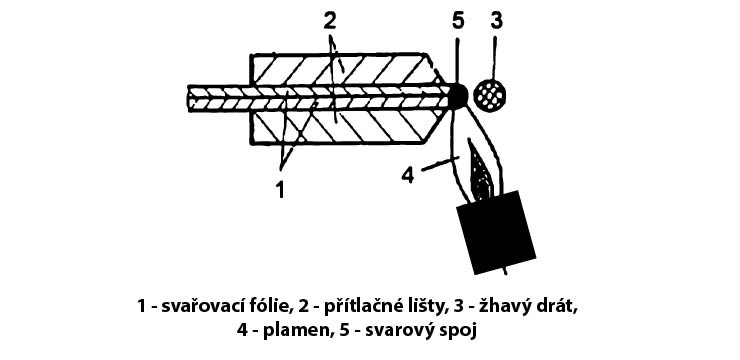
Svařování ocelových trubek plamenem
(obr. 22) při svařování plamenem se potřebné tavné teplo vytvoří ostrým
plamenem hořlavého plynu a kyslíku. Při svařování ocelových trubek se výhradně
používá směs acetylénu a kyslíku.
Obr. 22 Princip svařování plamenem
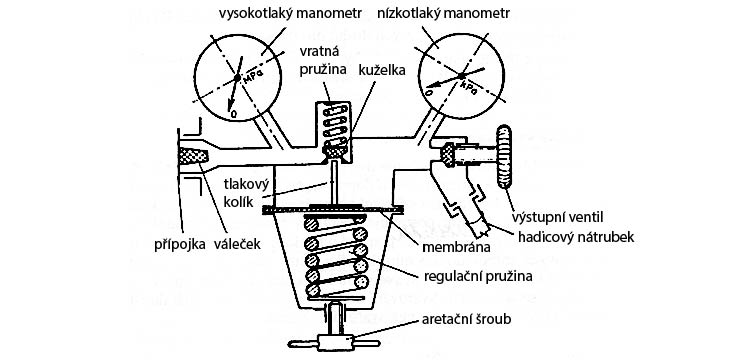
Obr. 23 Schéma redukčního ventilu
Zařízení na svařování plamenem sestává z ocelových lahví na kyslík a acetylén
s lahvovými ventily, tlakových hadic a ze svařovacího hořáku. Lahve jsou
označeny barevným pruhem a mají speciální lahvové ventily, aby nemohlo
dojít k jejich záměně. Lahvové ventily slouží k uzavírání a otvírání lahví,
k jejich plnění a vyprazdňování a k nasazení redukčního ventilu. Redukční
ventily (obr. 23) jsou regulátory tlaku, které snižují tlak z lahve na
požadovanou pracovní hodnotu a zajišťují stálý pracovní tlak během svařování.
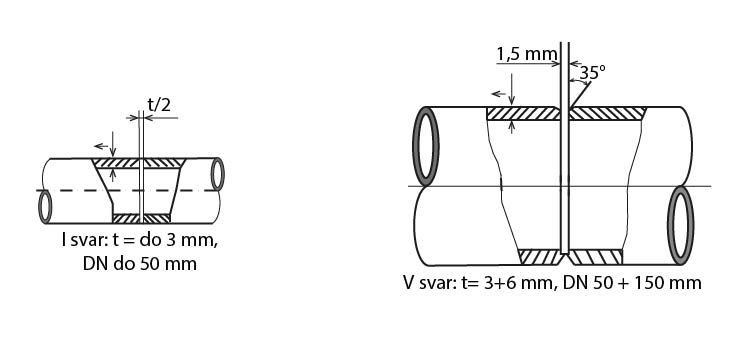
Při svařování potrubí (obr. 24) je důležité správně upravit konce jednotlivých
trub. Podrobný postup při svařování, základní druhy používaných svarů a
zásady BaOZ budou podrobněji probrány v části praktické výuky a při svařovacích
kurzech.
Obr. 24
Úprava konců trub pro svařování
Svařování plastových trubek – důležité veličiny pro tento druh spoje jsou především čas, tlak a teplota. Na svařovaný plast totiž působí po určitou dobu tlak a teplota, takže se spojované díly nataví, materiál se propojí a vznikne požadovaný spoj. Svařovat nelze všechny plasty, ale pouze termoplasty. Svařováním lze spojovat pouze stejné typy plastů (nelze navzájem například svařit PE a PP), protože každý materiál má danou svařovací teplotu, která se musí bezpodmínečně dodržet. Přehled těchto teplot je v následující tabulce:
|
DRUH PLASTU |
SVAŘOVACÍ TEPLOTA |
|
polypropylen (PP) |
250–270 °C |
|
polyetylen (PE) |
200–270 °C |
|
polybuten (PB) |
250–270 °C |
Je-teplota nižší, dochází k tzv.studeným spojům, pokud danou teplotu při
svařování překročíme, dochází ke zhoršení kvality materiálu.
Pro spojování plastových trubek používáme tři základní způsoby svařování
– svařování na tupo, polyfuzní svařování a svařování elektrotvarovkami.
Svařováním na tupo
(obr. 25) se svařují hlavně trubky větších průměrů s hladkými konci. Upravené
čelní plochy se nahřejí na svařovací desce (tzv. zrcadle), které je vyrobeno
z vodivého materiálu, na povrchu potaženého ochrannou vrstvou proti ulpívání
zahřátého materiálu (např. vrstvou teflonu). Uvnitř zrcadla je elektrické
topné těleso, kterým se svářecí deska nahřeje na požadovanou svařovací
teplotu.
Obr. 25 Svařování plastů na tupo
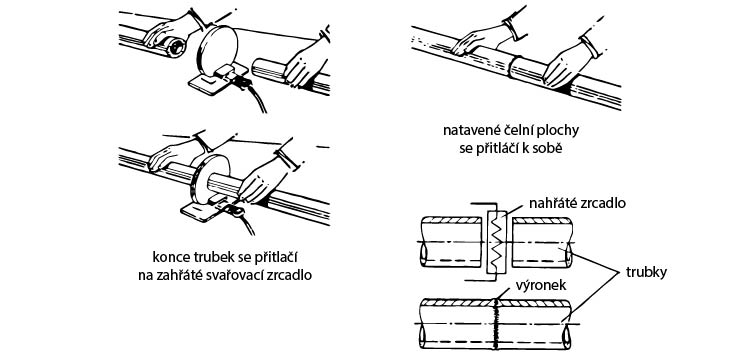
Po nahřátí k zrcadlu přiložíme upravené konce trubek, které po natavení oddálíme od svařovacího zrcadla a okamžitě k sobě vzájemně přitlačíme. Pak musí spoj několik minut chladnout. Pro větší průměry trubek se používají svářecí stroje s mechanickým přítlakem (obr. 26).
Obr. 26 Přístroj pro svařování trubek na tupo

Polyfúzní svařování (obr. 27) se používá k provádění spojů na hrdlových trubkách. Při tomto způsobu svařování se obě svařované části (vnější povrch trubky a vnitřní povrch hrdla) ohřejí pomocí polyfuzních nástavců na svařovací teplotu, přivedou se do plastického stavu a posléze vzájemně sesadí.
Obr. 27 Polyfúzní svařování
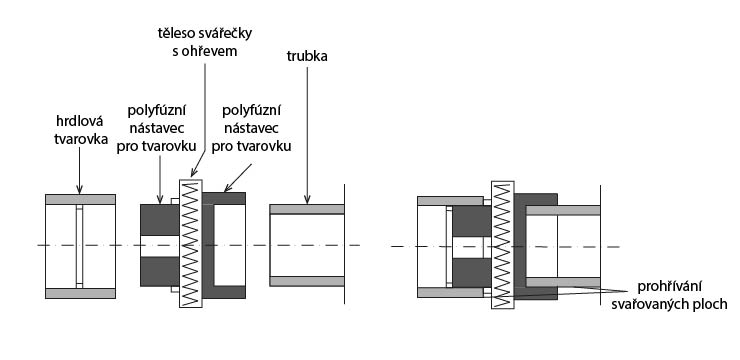
Zdrojem tepla je polyfuzní svářečka (obr. 28), která je osazena ohřívacím tělesem polyfúzním nástavcem potřebné dimenze. Polyfúzní svářečky jsou buď trnové, nebo zrcadlové. Do průměru potrubí 40 mm se používají malé svářečky s ručním přítlakem, pro větší průměry jsou určeny svařovací stroje a zařízení s mechanickým přítlakem.
Obr. 28 Polyfúzní svářečka

Svařování elektrotvarovkami (obr. 29) je metoda, při které vznikne homogenní spoj za pomoci elektrosvářečky (obr. 30) a elektrotvarovky (obr. 31). Tento způsob svařování se dá použít na všechny typy svařitelných plastových trubek od nejmenších světlostí až po značně velké průměry trub.
Obr. 29 Svařování elektrotvarovkou

Obr. 30 Elektrosvářečka

Obr. 31 Elektrotvarovky

Elektrotvarovky jsou speciální plastové tvarovky (nátrubky, kolena, odbočky
apod.), které mají v materiálu vinutí odporového drátu a uprostřed výstupek
pro doraz potrubí.Vinutí je vyvedeno na povrch tvarovky do kontaktních
vývodů, kam se připojuje elektrosvářečka. Podle toho, jak je vinut odporový
drát, rozlišujeme tvarovky
monofilární
a tvarovky
bifilární.
Monofilární
tvarovky mají vinutí drátu společné pro celou tvarovku, takže při jednom
ohřátí se vytváří spoj na obou koncích tvarovky.
Bifilární
tvarovky mají na každém konci samostatné vinutí, takže každý konec se
svařuje samostatně.
Elektrosvářečka je svařovací transformátor, který dodává potřebnou dobu
proud do elektrotvarovky. Tato doba je závislá na druhu spojovaného materiálu,
průměru potrubí a na tloušťce stěny.
Při svařování se konce trubek nasunou do elektrotvarovky až ke středovým
dorazům. Svařovací transformátor se napojí na kontaktní vývody tvarovky.
Odporovým drátem se nahřívá tvarovka i trubka na příslušnou teplotu, při
které se natavený materiál navzájem promísí a tvarovka se propojí s trubkou.
Lepené spoje
– lepením vytváříme spolehlivý a pevný spoj mezi dvěma plochami pomocí
přídavného materiálu, kterým je syntetické lepidlo. Používá se výhradně
ke spojování některých druhů plastových potrubí. Pro vznik kvalitního spoje
je důležitý typ plastu i typ použitého lepidla. Některé plasty se lepením
spojují snadno (u rozpustných plastů), plasty částečně rozpustné se lepením
spojují hůře a nerozpustné plasty lepit nelze. Výrobce plastových potrubí,
která lze lepit, zpravidla udává i typ lepidla, který se musí k lepení
použít, aby vznikl kvalitní a dostatečně pevný spoj. Z trubních materiálů
uplatňovaných na rozvody TZB se lepení používá téměř výhradně u trubek
z PVC a C-PVC.
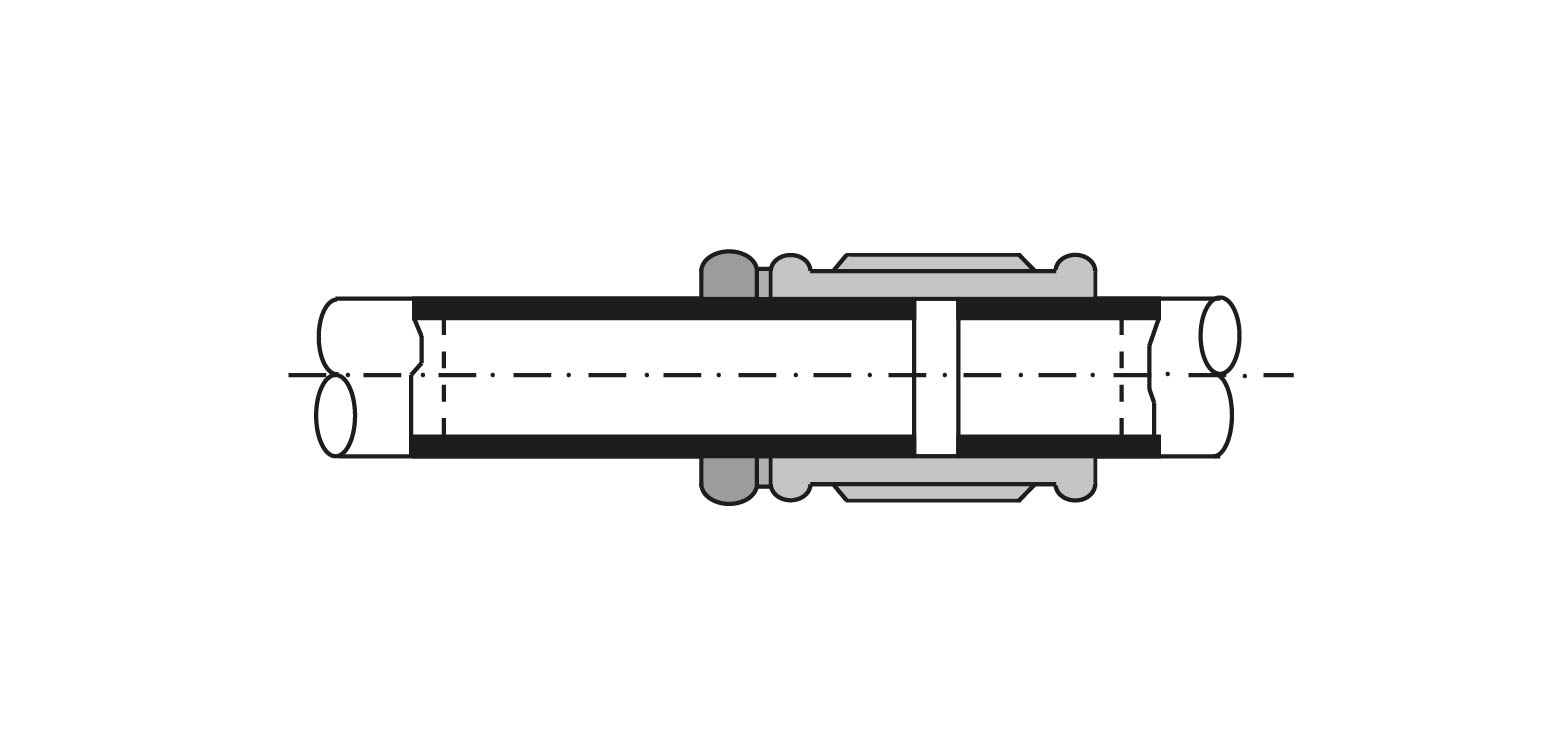
Lisované spoje
(obr. 32a,b) – lisovaný spoj vzniká plastickou deformací lisovací tvarovky
a spojované trubky pomocí lisovacího zařízení. Toto zařízení je vybaveno
speciálními lisovacími smyčkami nebo lisovacími čelistmi. Pro průměry do
35 mm se používají zpravidla lisovací čelisti, pro větší průměry (do 108 mm)
se používají lisovací smyčky. Ke spojování trubek se používá elektrické,
pneumatické nebo mechanické lisovací nářadí s příslušnými lisovacími čelistmi.
Pneumatické a mechanické lisovací nářadí lze použít i do výbušných prostředí,
tedy tam, kde se nemůže použít sváření nebo letování.
Obr. 32a Lisovaný spoj – levá část před slisováním, pravá po slisování

Základní přednosti potrubních systémů s lisovanými spoji jsou: jednoduchost
a rychlost montáže, čistota při práci, spolehlivost spoje, univerzálnost
použití pro různá média. Lisované spoje se uplatňují u plastových potrubí,
která nelze svařovat, u vícevrstvých trubek, u měděných trubek, popřípadě
u rozvodů z nerezové oceli. Protože se tento způsob spojování potrubí řadí
mezi tzv. suché procesy, odpadá při montáži doba potřebná k vytvrdnutí
(lepené spoje) nebo ke chladnutí (svařované spoje) spoje. Vytvořený lisovaný
spoj lze po ukončení lisování plně mechanicky zatížit. Postup při provádění
spolehlivého lisovaného spoje je možné shrnout do pěti základních kroků
- nařezání trubek, odhrotování, vizuální kontrola těsnicího kroužku ve
tvarovce, označení hloubky nasunutí trubky do tvarovky a zalisování.
Při lisování je velice důležité použít správný typ spojovací tvarovky
a stále dodržovat montážní návod daného výrobce a používat pouze lisovací
nástroje, které výrobce schválil. Lisovací nástroje je nutné pravidelně
kontrolovat z hlediska funkčnosti a opotřebení.
Obr. 32b Tvarovky pro lisování a lisovací kleště

4. Upevnění potrubí
Dobrá a spolehlivá funkce potrubí závisí nejen na použitém materiálu trubek a na spolehlivosti spojů, ale také na jeho správném uložení a upevnění ke stavební konstrukci. Špatné upevnění rozvodu může snížit životnost potrubí nebo dokonce způsobit jeho poruchu. Uložení a upevnění potrubí by mělo splňovat tyto základní požadavky:
- zajištění přesné polohy rozvodu
- bezpečné přenesení sil a zatížení do stavební konstrukce
- zajištění dovoleného průhybu
- umožnění volné teplotní roztažnosti při teplotních změnách
- zabránění přenosu hluku a vibrací do stavební konstrukce
- dostatečný prostor pro montáž, demontáž, obsluhu a údržbu
Potrubí se uchycuje ke stavební konstrukci různými prvky, které jsou zpravidla
sériově vyráběné. Některé upevňovací prvky jsou použitelné univerzálně,
jiné jsou určeny pouze pro určitý druh potrubí.
Podle konstrukčního provedení upevnění rozlišujeme tři základní konstrukční
varianty –
pevné uložení,
kluzné uložení
a
volné uložení.
Pevné uložení (pevný bod)
je způsob uložení potrubí, který nedovoluje potrubí pohyb v žádném směru.
Kluzné uložení (kluzný bod)
je způsob uložení potrubí, který zajišťuje trubce její osový pohyb bez
poškození povrchu. Tím je umožněn jeho dilatační pohyb (protahování a smršťování.
Volné uložení
je způsob uložení potrubí, který umožňuje potrubí v povolených mezích
vybočit do stran.
4.1. Upevňovací prvky potrubí
Upevňovací součásti používané k uchycení potrubí můžeme rozdělit do tří základních skupin:
- upevňovací prvky pro svislá potrubí
- upevňovací prvky pro ležatá potrubí zavěšená
- upevňovací prvky pro ležatá potrubí podepřená
Základním upevňovacím prvkem, se kterým se setkáme u všech zmíněných skupin,
jsou objímky. V současné době se nejvíce používají dvoudílné objímky se
šrouby (obr. 33). Šrouby mají křížový závěr a pojistku proti vypadnutí.
Samotné objímky jsou nejčastěji z pozinkované oceli, v různých velikostech
a tvarech. Mohou být v provedení s tlumící pryžovou profilovanou vložkou
nebo bez ní.
Obr. 33 Objímky

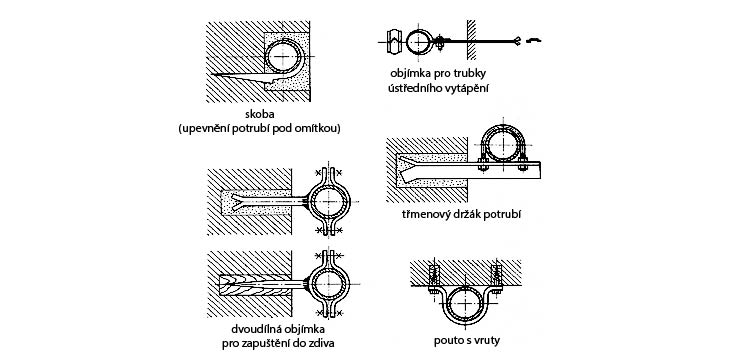
Upevňovací prvky pro svislá potrubí – u svislého potrubí je velmi důležité zachycení vlastní hmotnosti potrubí včetně hmotnosti dopravované látky. Kromě již zmiňovaných objímek se k upevňování svislých potrubí uplatňují například skoby, pouta s vruty nebo třmenové držáky (obr. 34).
Obr. 34 Upevňovací prvky
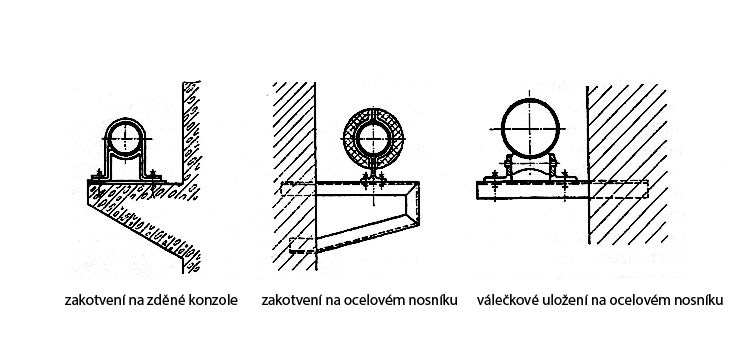
Upevňovací prvky pro ležatá potrubí – ležaté potrubí se upevňuje uvnitř budovy na svislých konstrukcích (zdi, sloupy) nebo se zavěšuje na stropy. Pro uložení potrubí na svislé konstrukce slouží různé druhy podpěr. Často jsou používány různé druhy konzol (obr. 35) ve spojení s již dříve zmiňovanými objímkami.
Obr. 35 Uložení potrubí na konzolách
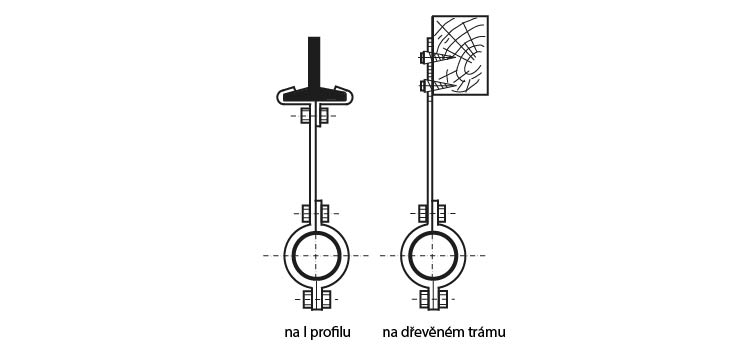
Dalším běžně užívaným způsobem upevnění ležatých potrubí je zavěšení. Potrubí může být zavěšeno jednotlivě pomocí objímky a táhla (obr. 36) nebo se použije skupinový závěs společný pro více potrubí. Táhla závěsů mohou být provedena jako pevná nebo posuvná. Pro jednotlivé druhy materiálů a průměry potrubí jsou stanoveny maximální vzdálenosti podpor (upevnění), které je nutno bezpodmínečně dodržet. Vzdálenost podpěr nebo závěsů je se musí volit tak, aby nemohlo dojít k průhybu potrubí.
Obr. 36 Závěsy potrubí
5. Dilatace potrubí
Změny teplot způsobují změny objemu těles (tedy změny rozměrů) Potrubní
systém je charakteristický tím, že jeho délka mnohonásobně převyšuje jeho
šířku, proto se teplotní roztažnost u potrubí projevuje hlavně ve změně
délky. Změna šířky je zanedbatelná. U potrubí se zabýváme tedy pouze délkovou
tepelnou roztažností neboli dilatací.
Prodloužení (nebo zkrácení) potrubí způsobují rozdílné teploty při montáži
a při provozu. Celkové prodloužení (popřípadě zkrácení) potrubí závisí
na:
- koeficientu délkové teplotní roztažnosti daného materiálu
- výpočtové délce potrubí
-
rozdílu teplot
Změna délky trubky ΔL (mm) v závislosti na teplotním rozdílu Δt (K) se stanoví podle vztahu:
ΔL = α . L . (t2 - t1) [mm]
kde
(t2 - t1) –je rozdíl mezi teplotou při montáži a provozu potrubí nebo rozdíl mezi teplotou studené a teplé vody (K),
α – je součinitel tepelné roztažnosti materiálu (mm/m.K)
L – původní délka trubky (m).
Tepelná roztažnost různých technických materiálů je různá. Hodnoty součinitele teplotní délkové roztažnosti pro nejčastěji používané trubní materiály jsou uvedeny v následující tabulce:
|
Materiál trubek |
Součinitel tepelné roztažnosti a mm/m . K |
|
PE |
0,20 |
|
PVC-U |
0,08 |
|
PVC-C |
0,07 |
|
PE-X |
0,15 |
|
PP |
0,15 |
|
PB |
0,13 |
|
Vícevrstvý s kovovou vrstvou |
0,02 |
|
Měď |
0,017 |
|
Korozivzdorná ocel |
0,017 |
|
Pozinkovaná ocel |
0,0116 |
Pokud se nejedná o potrubí, u kterého se má tepelná roztažnost převádět do materiálu potrubí, musí uložení potrubí umožnit změnu délky trubky vlivem tepelné roztažnosti.
5.1. Kompenzace dilatace
K vyrovnávání a zachycení dilatačních změn na trubních rozvodech se používají
kompenzátory. Aby byla dilatační změna správně vyrovnána, je důležité nejen
použití kompenzátorů v rozvodu, ale též jejich správné umístění Kompenzátory
umísťujeme do rozvodu tak, aby byly osazeny v každém dilatačním úseku potrubí.
Dilatační úsek je vzdálenost mezi dvěma pevnými body. Kompenzátory rozdělujeme
na ohybové (rovinné) a osové.
Ohybové kompenzátory
vyrovnávají změnu délky potrubí změnou svého tvaru. Nejvhodnějším řešením
jak vyrovnat tepelnou roztažnost je správné vedení a uchycení trubky. U
kratších úseků tak lze tepelnou dilataci beze zbytku vyřešit.Nejjednoduššími
ohybovými kompenzátory jsou tzv. prosté ohyby (ohybová ramena). Ohybová
ramena lze vytvořit vhodným řešením trasy potrubí (obr. 37). U dlouhých
rovných potrubních úseků (např. stoupací nebo ležaté potrubí) se často
používají speciální dilatační prvky jako jsou například
U-kompenzátory
(obr. 38). Používají se například u dlouhých, rovných potrubních úseků,
jestliže je nutné vyrovnat větší délkové změny (např. stoupací vedení nebo
potrubí zavěšené u stropů).
Obr. 37 Prostý ohyb

Obr. 38 Kompenzátor tvaru U

Existují jednak různé továrně vyráběné U kompenzátory (dilatační oblouky), ale je možné zhotovit si takový kompenzátor dle potřeby například z tvarovek. Dalšími typy ohybových kompenzátorů jsou například kompenzační smyčky (obr. 39), lyrové kompenzátory nebo kompenzátory tvaru L, S a Z.
Obr. 39 Kompenzační smyčka

Osové kompenzátory
vyrovnávají prodloužení potrubí stlačováním pružných součástí nebo posouváním
dutého pístu ve směru osy potrubí. Používají se k řešení dilatací u kovových
potrubí. U plastových rozvodů nejsou vhodné, protože jsou schopny vyrovnat
prodloužení pouze malého rozsahu. Nejrozšířenější jsou kompenzátory
vlnovcové,
ucpávkové
nebo
pryžové.
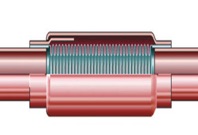
Vlnovcový kompenzátor
(obr. 40) – pružnou část tvoří vlnovec, ke kterému jsou připevněny nástavce
umožňující připojení kompenzátoru do potrubí. Tyto kompenzátory mohou být
provedeny též jako kloubové pro vyrovnání dilatačních změn v jedné rovině
vychýlením v jednom nebo více kloubech. Hlavní výhodou vlnovcových kompenzátorů
je malá stavební délka a dobrá těsnost.
Obr. 40 Vlnovcový kompenzátor
Obr. 41 Ucpávkový kompenzátor

Ucpávkový kompenzátor
(obr. 41) vyrovnává poměrně velká prodloužení potrubí posuvem dutého pístu,
který je připojen k potrubí. Těsnost je zajištěna pryžovou ucpávkou, která
se však časem opotřebuje a způsobuje tak menší provozní spolehlivost těchto
zařízení. Proto je nutná pečlivá údržba a kontrola – musí být osazen na
dobře přístupném místě.
Pryžový kompenzátor
(obr. 42) – dilatačním prvkem je pryž. Je vhodný pouze pro kapaliny do
60 °C, má malou dilatační kapacitu.
Obr. 42 Pryžové kompenzátory
