Dýhy jsou materiály vyrobené podélným dělením na tenké listy nebo pásy z přírodního dřeva. Pro jejich výrobu se používají výřezy z tuzemských dřevin (jehličnatá a listnatá dýhárenská kulatina), ale také cizokrajné dřeviny, které se dovážejí. Dýhy rozdělujeme na okrasné a konstrukční. Vyrábějí se loupáním, řezáním, krájením nebo zvláštními způsoby.
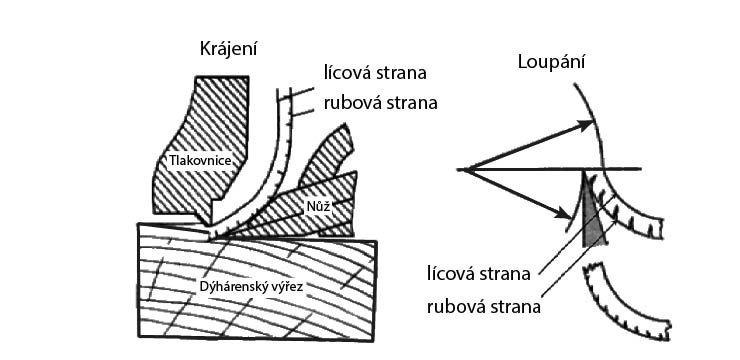
Loupáním se vyrábějí okrasné dýhy s kresbou ovlivněnou upevněním výřezu v loupacím stroji a také dýhy technické. Tloušťky loupaných dýh jsou 0,6–3,5 mm. Řezáním se vyrábí na horizontálních pilách, při čemž jsou velké ztráty dřeva a malá výtěžnost. Zpracovává se bez předchozí plastifikace kvůli fyzikálním vlastnosti dřeva. Řezné dýhy mají tloušťku 0,8–4 mm. Krájením se vyrábějí okrasné dýhy. Kresbu dýh můžeme ovlivnit položením dýhárenského výřezu na stůl. Jejich tloušťka je 0,6–0,8 mm.
Dýhárenskou kulatinu je důležité skladovat, kvůli uchování její jakosti. Skladuje se na skládkách, kde se provádí ochrana vodním postřikem nebo ve vodních bazénech. Tam má kulatina nejlepší ochranu, protože je úplně ponořená.
Ke zpracování se kulatina krátí na špalky kotoučovými nebo řetězovými pilami. Špalky pro lupání jsou dlouhé asi 1,3–2,5 m, pro krájení 2–7 m. Podélné dělení záleží na druhu dřeviny a její kresby. Je to jednoduché dělení, dělení na polovinu, na čtvrtiny a dělení na párové prizmy u velkých průměrů. Prizmy se krájejí na radiální dýhy.
Vyrobené dýhy se musí vysušit, protože mají vysokou vlhkost. Suší se v sušárnách válečkových nebo pásových. Některé druhy se suší přirozeně v krytých prostorech za normální teploty.
Vysušené se třídí na listy bez vad, na listy s vadami a na podformátní kousky. Upravují se na nich vady přelepením trhlin nebo vlepením záplat. Podformální kousky dýh se upravují do pravoúhlých tvarů. Krájené dýhy se skládají do svazků. Jsou uskladněny bez přístupu denního světla, aby nezměnily barvu působením slunečního záření. Ukládají se na sebe bez prokladů. Svazky krájených dýh se oddělují podložkami z konstrukčních desek.
2.1. Problematika sesazování dýh
V této kapitole se seznámíme se základními pojmy při tvorbě sesazenek. Objasníme si styly sesazování a ujasníme základní požadavky na zpracovávanou dýhu.
2.1.1. Základní pojmy
Dýha - tenký list ze dřeva vyrobený loupáním nebo krájením
Krájená dýha - dýha získaná krájením bloku v podélném nebo příčném směru k průběhu vláken
Loupaná dýha - dýha určité tloušťky získaná loupáním výřezu. Pro účely výroby okrasných dýhových sesazenek se používá excentrické loupání výřezů.
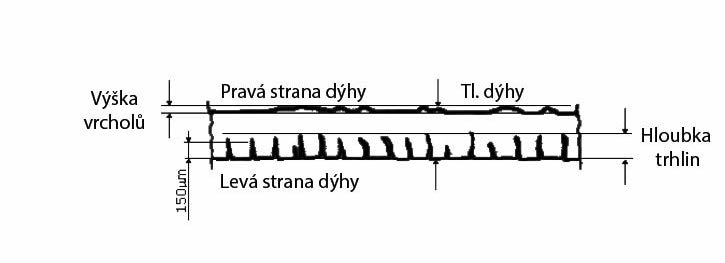
Levá (rubová) strana dýhy - plocha dýhy, která se při loupání nebo krájení dotýká nože a často se na ní objevují podélné trhliny a vytrhaná vlákna. (Má horší kvalitu a drsnější povrch)
Pravá (lícová) strana dýhy - Plocha dýhy, které se dotýká tlačná lišta krájecího či loupacího stroje (tlakovnice). Je kvalitnější a má lepší drsnost povrchu.
Kmenová dýha - soubor, v kterém jsou uloženy dýhy z jednoho bloku (prizmy) tak, jak byly za sebou vyrobeny.
Dýhový přířez - je označení pro jednotlivé listy ze svazku dýhových přířezů nebo jednotlivý list sesazenky. Svazek dýhových přířezů je polotovar, který vzniká dělením dýhového svazku na rozměry, potřebné k výrobě sesazenek.
Hrany - úzké pásky krájených nebo excentricky loupaných dýh stanovených rozměrů a provedení, určené na předýhování bočních ploch konstrukčních desek a jiných dílců.
Aro dýha (též. lami dýha, alpi dýha) - dýha z reprodukovanou texturou. Dýha vyrobená z méně kvalitních dýh navrstvených do bloků a slepených. Tento blok se následně pod určitým úhlem nakrájí. Vzniknou tak dýhy různých textur a vzorů.
Mikrodýha - dýha velmi přesně krájená, její tloušťka dosahuje jen několik desetin milimetru (0,05-0,2 mm). Tyto dýhy jsou nejčasněji podlepovány lepenkou či papírem pro dosažení větší manipulační pevnosti.
Intarsie - okrasná sesazenka vyráběná převážně ručně (nebo na speciálním razícím zařízení) rozličných tvarů a motivů, vyráběná ze účelem ozdoby a prezentace použitých dřevin.
Mozaika - sesazenka pravidelných opakujících se vzorů používaná na výrobu podhledů, podlah a obkladů z aglomerovaných materiálů.
Sesazenky - sesazené dýhové formáty určených rozměrů a provedení vytvořené spojením zpravidla dvou nebo více formátovaných krájených nebo excentricky loupaných dýh.
Sesazenky podélné - sesazenky se směrem dřevních vláken rovnoběžným s delší hranou sesazenky.
Sesazenky příčné - sesazenky se směrem vláken dřeva rovnoběžným s kratší hranou sesazenky.
Sesazenky křížové - sesazenky ze čtyř (nebo z násobku čtyř) na sebe navazujících dýhových přířezů, spojených k sobě zrcadlově po podélné a příčné hraně.
Sesazenky na šikmou spáru - vyrobené ze dvou nebo více dýhových přířezů, přičemž směr spoje tvoří ostrý úhel (méně než 45o) s hranou sesazenky.
Sesazenky kombinované - sesazenky vyrobené z dýh různých dřevin, nebo zvláštní konstrukce.
Sesazenky kombinované - sesazenky vyrobené z jedné nebo více různých dřevin (podle dohody výrobce s odběratelem).
Soubor sesazenek pro nábytkové soupravy - komplet sesazenek množstvím, rozměry, dřevinou a provedením odpovídající předložené výkresové dokumentaci a popisu v objednávce odběratele.
Dílčí sesazenka - je polotovar z více dýhových přířezů pro výrobu kombinovaných sesazenek nebo sesazenek se složitějšími obrazci, který se před celkovým zhotovením sesazenky ještě opracovává (zastřihává z jedné nebo více stykových stran).
Obr. 1

2.1.2. Rozdělení sesazenek
Podle druhu nábytku, na který jsou sesazenky určeny, rozlišujeme:
- sesazenky pro soupravy nábytku
- sesazenky pro sektorový a sestavovací nábytek
- sesazenky pro sólo výrobky
- sesazenky pro zakázkovou výrobu nábytku
Podle provedení nábytku rozlišujeme:
- sesazenky pro přírodní provedení
- sesazenky pro mořené povrchy
- sesazenky pro povrchovou úpravu pigmentovými nátěrovými hmotami
Podle druhu nábytkových ploch, na které jsou určeny, se sesazenky dělí
na:
-
Sesazenky na viditelné vnější plochy
- Sesazenky na čelní plochy
- Sesazenky na ostatní viditelné vnější plochy
- Sesazenky na plochy za skly
-
Sesazenky na viditelné vnitřní plochy
- Sesazenky na vnitřní plochy dveří
- Sesazenky na ostatní viditelné vnitřní plochy
- Sesazenky na neviditelné plochy
Sesazenky na čelní plochy - zahrnují sesazenky určené na přední plochy dveří, klopen, zásuvek, vrchní plochy stolů a stolků a vrchní plochy skříní a skříněk do výšky 1400 mm.
Sesazenky na ostatní viditelné vnější plochy - zahrnují sesazenky, určené na vnější plochy boků, všechny plochy otevřených nik, vnější plochy vložek roztahovacích stolů a vrchní vodorovné plochy skříní od výšky 1400 mm do 1700 mm.
Sesazenky na plochy za skly - zahrnují sesazenky na plochy za posuvnými skly a skleněnými dveřmi.
Sesazenky na vnitřní plochy dveří - se zpravidla zhotovují z téže dřeviny jako vnější plochy z důvodů omezení nebezpečí zborcení dveří. Použije-li se odlišná dřevina, musí svými vlastnostmi co nejvíce odpovídat dřevině na vnější ploše.
Sesazenky na ostatní viditelné vnitřní plochy - sesazenky na vnitřní plochu boků, svislých a vodorovných mezistěn, den, půd, polic a zad skříní a skříněk, sesazenky na vnější povrch zásuvek viditelné při vysunutí a na všechny vnitřní povrchy zásuvek.
Sesazenky na neviditelné plochy - sesazenky na plochy nábytku obrácené ke zdi, spodní plochy den, spodní plochy desek stolů a stolků a horní vodorovné plochy na výrobku ve výšce nad 1700 mm, dále sesazenky určené na vnitřní plochu korpusů a zad zásuvkových skříněk, na spodní plochu vodorovných dílců do výšky 800 mm a vnitřní plochy obložené zrcadly a sesazenky na vnitřních plochy lůžkových postranic.
Podle druhu spojení dýhových přířezů do sesazenky dělíme sesazenky na:
Spojované:
Lepící páskou (pro dýhové přířezy tl. 1,2–3,7 mm)
- hladkou (neperforovanou)
- perforovanou
Tavným vláknem (v současné době nejlevnější a nejpoužívanější způsob spojování
dýh)
- jedním vláknem
- dvěma vlákny
- Na tupou spáru lepidlem (vyspělá technologie avšak poměrně drahá, vyžaduje dodržení přesných technologických postupů a kvalitu dýhových přířezů)
Jinými vhodnými materiály ve speciálních případech
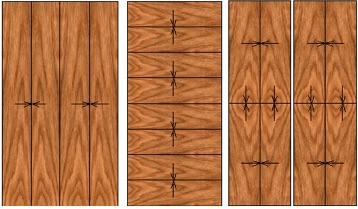
Podle vzájemné polohy za sebou následujících dýhových přířezů při sesazování rozlišujeme tyto základní způsoby sesazení:
-
Sesazování proti sobě (zrcadlově) (obr č. 1)
Tímto způsobem mohou být dýhové přířezy sesazeny jak na šířku obr. č. 2.1, tak na délku obr. č. 2.2 nebo v obou směrech obr. č. 2.3. -
Sesazování za sebou
Dýhové přířezy se odebírají z opracovaného svazku a skládají do sesazenky bez otáčení vždy buď pravou nebo levou staranou dýhy nahoru (obr. č. 3) Obrazec sesazenky je vždy asimetrický.
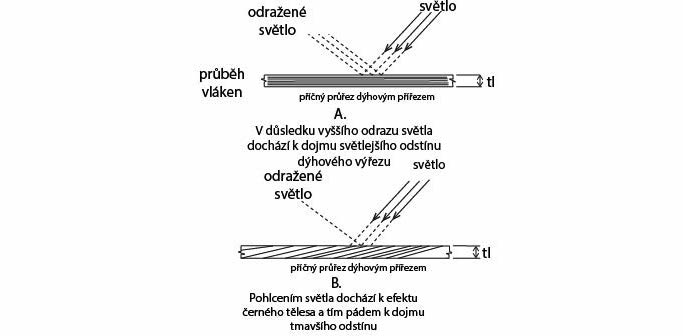
Sesazování za sebou je vhodné zvláště pro dřeviny s výrazně šikmým, točitým nebo střídavě točitým průběhem vláken, u kterých při sesazování proti sobě dochází v důsledku rozdílného odrazu světla na pravé a levé straně dýhy k dojmu odlišného zbarvení sousedních přířezů (vyskytuje se nejčastěji u mahagonu, dubu, javoru, olše a břízy).
U párových sesazenek (dveře dvoukřídlých skříní apod.) se levá a pravá sesazenka sesazují proti sobě, zrcadlově. (obr. č. 4) Sesazování za sebou se může použít pro podélné i příčné sesazenky.
Obr. 3

Obr. 4
-
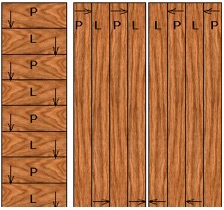
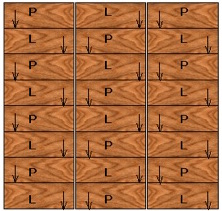
Sesazování střídavě za sebou
Dýhové přířezy se při odebírání z opracovaného svazku a skládání do sesazenky střídavě otáčejí pravou a levou stranou dýhy nahoru (obr. č. 5) Obrazec sesazenky je částečně symetrický.
U párových sesazenek, sesazovaných střídavě ze sebou, se pravá a levá sesazenka obracejí proti sobě, zrcadlově. (obr. č. 6).
Sesazování střídavě za sebou lze s výhodou použít na více dveřové výrobky nebo sestavy o lichém počtu dveří (3 dveřové, 5 dveřové apod.), kde jejich částečnou symetrií se docílí podobný výsledek jako při sesazování na křížovou spáru.
Obr. 2.1, 2.2, 2.3
Obr. 5
Obr. 6
2.2. Vytváření dýhových obrazců sesazenek
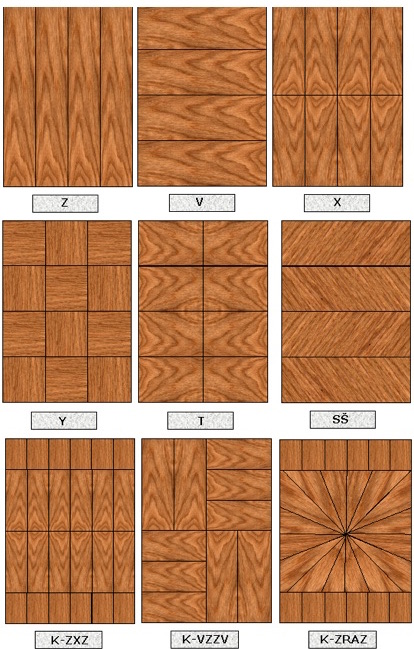
Využitím uvedených způsobů sesazování (proti sobě, za sebou a střídavě za sebou se vytvářejí při sesazování dýhové obrazce, charakterizované různým uspořádáním a různým směrem průběhu dřevních vláken vzhledem k základním rozměrům sesazenky. Podle dýhových obrazců se rozlišují tyto základní druhy sesazenek:
PODÉLNÉ (ozn. Z) - dřevní vlákna probíhají ve směru delší strany sesazenky.
PŘÍČNÉ (ozn. V) - dřevní vlákna probíhají ve směru kratší strany sesazenky.
ŠIKMÉ (ozn. U)- dřevní vlákna probíhají ke stranám sesazenky pod úhlem zpravidla 45°.
ŠACHOVITÉ (ozn. Y)- dřevní vlákna probíhají střídavě ve směru kratší a delší strany sesazeneky, která je tvořena z částí zpravidla čtvercového tvaru.
SESAZOVANÉ NA KŘÍŽOVOU SPÁRU
- ozn. X - dřevní vlákna probíhají ve směru delší strany sesazenky, jejíž jednotlivé části vytvářejí obrazec symetrický podle obou os.
- ozn. T - dřevní vlákna probíhají ve směru kratší strany sesazenky, jejíž jednotlivé části vytvářejí obrazec symetrický podle obou os.
- ozn. R - dřevní vlákna probíhají ke stranám sesazenky pod úhlem směřujícím vrcholem do středu nebo ze středu sesazenky.
STŘÍDAVĚ ŠÍKMÉ (ozn. SŠ)- jsou tvořeny z pásů probíhajících rovnoběžně s kratší nebo delší stranou sesazenky, průběh dřevních vláken v jednotlivých pásech je střídavě šikmý.
RADIÁLNÍ (ozn. RA) - jsou tvořeny z dýhových přířezů tvaru rovnoramenných nebo pravoúhlých trojúhelníků, jejichž vrcholy se stýkají uprostřed plochy sesazenky.
KOMBINOVANÉ (ozn. K) - jsou tvořeny kombinováním dílčích sesazenek výše uvedených druhů do složitějších obrazců. Označení je třeba doplnit podle příkladů (obr. č. 7), případně podrobnějším popisem. Kombinací různých stylů se vytváří dýhové sesazenky rozližných tvarů a textur, lze vytvářet parketové vzory, obklady a podhledy.
Obr. 7 Způsoby sesazování obrazců
Návaznost kresby a pravidelnost obrazců
U sesazenek, sesazovaných proti sobě (zrcadlově), určených na všechny
vnější viditelné plochy, plochy za skly a vnitřní plochy dveří, musí být
dodržena návaznost kresby sousedních přířezů a souměrnost obrazce sesazenky.
Při použití ostatních způsobů sesazování (za sebou nebo střídavě za sebou)
musí být dodrženo pořadí dýhových přířezů, odpovídající původnímu pořadí
v dýhovém svazku. Pokud je z opracovaného svazku přířezů tangenciální nebo
polotangenciální dýhy nutno některé přířezy vyřadit pro nedovolené vady,
počet za sebou následujících vyřazených přířezů, připadající na jednu sesazenku,
určenou na čelní plochy, nesmí být vyšší jak dva.
U párových sesazenek,
sesazovaných střídavě za sebou vzniká problém v důsledku rozdílného odrazu
světla na pravé a levé straně k dojmu odlišného zbarvení sousedních přířezů
(různý průběh dřevních vláken, i když je barevnost jednotlivých dýhových
přířezů stejná). Tento problém je individuální a dá se těžko měřit, záleží
na průběhu a sklonu dřevních vláken. Nesprávná volba sesazení způsobí morální
znehodnocení dýhové sesazenky i přesto že je kvalitně sesazená z daného
druhu dřeva. Bližší představu odrazu světla přibližuje obr. č. 8.
U každého
jednotlivého výrobku se symetrickým uspořádáním čelních ploch, tj. s párovým
nebo větším počtem sesazenek na čelních plochách, musí být dodržena i vzájemná
souměrnost obrazců sesazenek.
Obr. 8
U nábytkových souprav musí být navržena souměrnost a návaznost obrazců
sesazenek i na čelních plochách mezi jednotlivými výrobky soupravy. Je
povoleno použít dýh z různých svazků, avšak z téhož kmene při dodržení
souměrnosti obrazců čelních ploch u shodných elementů soupravy.
Kombinace
různých textur téže dřeviny nebo různých dřevin na vnějších viditelných
plochách téhož výrobku nebo soupravy mohou být použity jen když jsou součástí
architektonického řešení, zahrnutého v platných technických podmínkách
výrobku.
U sektorového a sestavovacího nábytku musí být dodržena souměrnost
obrazců sesazenek jen na čelních plochách téhož výrobku. Sjednocení barvy
a textury na ostatních viditelných plochách výrobku a na všech viditelných
plochách výrobků sektorových a sestavovacích řad se děje výběrem vhodných
dýh, druhů a textur. Použitím lamidýh (Aro, Alpi apod.) je variabilita
a kombinace možných textur na nábytku velice zjednodušena.
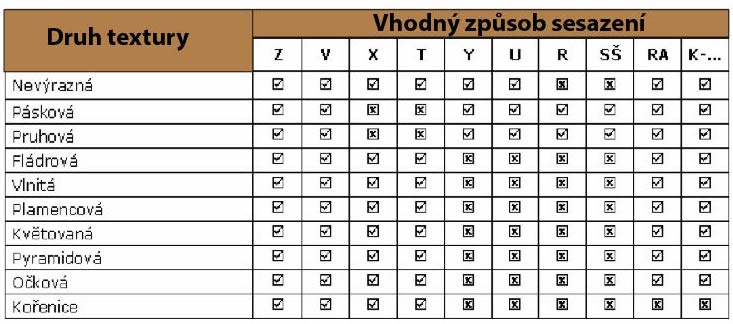
Tabulka č. 1.
Vlhkost
K výrobě sesazenek určených pro všechny plochy nábytku a k výrobě dýhových pásků na hrany se používají dýhy o optimální vlhkosti 8 ±2 %. Dýha o vyšší vlhkosti se může používat ve výjimečných případech s těmito omezeními:
- pro sesazenky na čelní plochy jen při sesazení do obrazců Z a V, pro ostatní vnější viditelné sesazenky a pro sesazenky na vnitřní plochy dveří jen při vlhkosti dýhy na začátku zpracování: max. 12%
- pro ostatní vnitřní viditelné sesazenky a pro neviditelné sesazenky max. 17%
- ve všech ostatních případech včetně sesazenek na poddýžky není doporučeno použit dýhy vlhčích než: max. 10%
Ve všech případech, kdy se použije dýha o vlhkosti vyšší než 10%, je nutno postupovat dle následující kapitoly. "Přídavky na sesychání sesazenek"
Rozměry
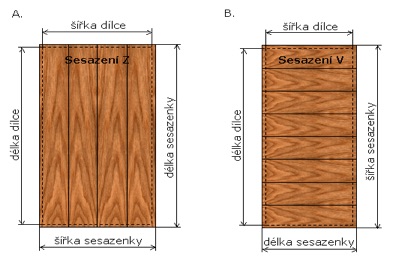
Základní určování rozměrů přibližují obr. č. 9, obr. č. 10, obr. č. 11
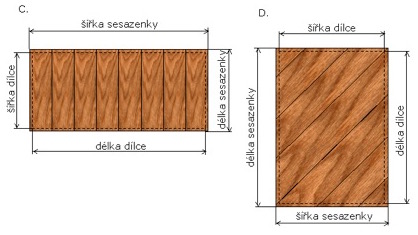
Určování šířky a délky sesazenky:
- podle směru průběhu dřevních vláken (A. B. C.)
- shodně s rozměry dílce (D)
Obr. 9
Obr. 10
Doporučuje se při formátování dílců na průběžných formátovacích pilách nebo obráběcích linkách.
Tloušťka sesazenky - je rozměr kolmý na plochu sesazenky a shodný s tloušťkou dýhy, ze které je sesazenka vyrobená. Sesazenky a hrany se vyrábějí z dýh o tloušťkách uvedených v tab. č. 2. Ostatní rozměry po dohodě výrobce s odběratelem se zaokrouhlením na celé desítky.
Tabulka č. 2
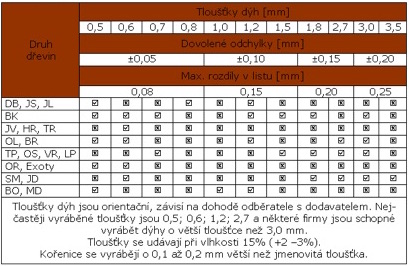
Šířka sesazenky - je rozměr kolmý na směr průběhu dřevních vláken dýhy u sesazenek s obrazci sesazení Z, V, X, T nebo rozměr kratší strany u sesazenek s obrazci sesazení U, Y, R, SŠ, a RA.
Délka sesazenky - je rozměr rovnoběžný se směrem průběhu dřevních vláken u sesazenek s obrazci sesazení Z, V, X a T nebo rozměr delší strany u sesazenek s obrazci sesazení U, R, SŠ a RA.
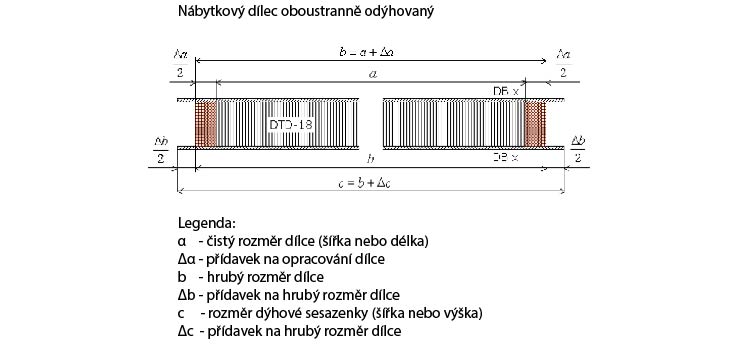
Velikost šířky a délky se odvozuje z hrubých rozměrů dílců nebo přířezů, na které budou sesazenky při dýhování nalepeny, zvětšených o přídavek:
- na hrubou šířku dílce nebo přířezu 10 mm
- na hrubou délku dílce nebo přířezu 10 mm
Obr. 11
U dílčích sesazenek, které jsou meziproduktem při výrobě sesazenek s obrazci sesazenek X, T, R, SŠ a K se šířka a délka určují shodně jako u sesazenek, avšak přídavek na hrubý rozměr dílce nebo přířezu se rozdělí na poloviny (po 5 mm) a přidá se k těm stranám dílčích sesazenek, které tvoří obvod hotové sesazenky; kromě toho se u dílčích sesazenek přidá přídavek na zastřižení těch stran, které budou tvořit stykové spáry:
- při zastřihávání jedné stykové strany 10 mm
- při zastřihávání dvou protilehlých stykových stran 15 mm
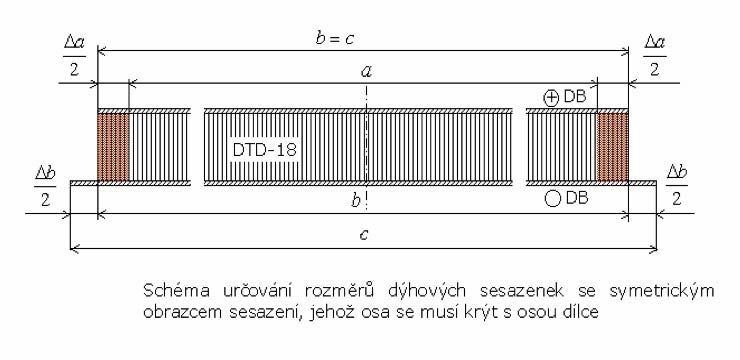
Při sestavování souborů pro dýhování se sesazenky na dílce (nebo dílce na sesazenky) ukládají tak, aby přídavky na šířku a délku byly rovnoběžně rozděleny po celém obvodu dílce.
Ve zvláštních případech, zpravidla u sesazenek na čelní plochy sesazených do obrazců, jejichž osa (osy) se musí přesně krýt s osou dýhovaných dílců, se doporučuje zhotovovat tyto sesazenky v rozměrech shodných s hrubými rozměry dílců, tj. bez přídavků (obr. č. 11). Při sestavování souborů pro dýhování se tyto sesazenky ukládají vždy na horní plochu dílce, tak, aby jejich strany lícovaly se stranami dílce. Sesazenky na protilehlé spodní plochy se zhotovují s přídavkem, aby vzniklý přesah zabraňoval znečištění desek lisu vytrysklým lepidlem. Tento postup se doporučuje zejména v těch případech, kdy dílce se symetrickými sesazenkami jsou formátovány na průběžných formátovacích pilách nebo obráběcích linkách.
Obr.12
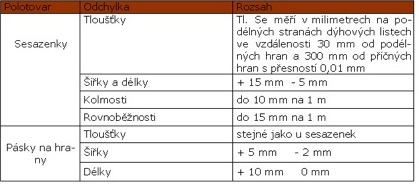
Dovolené odchylky rozměrů jsou uvedeny v následující tabulce tab.č.3.
Tabulka č. 3.
Označování sesazenek
K označování dýh a sesazenek v technické a výrobní dokumentaci se používají následující zkratky a značky: Pro označení tuzemských dřevin (značení platí i pro dýhy a dýhové sesazenky)
Jehličnaté:
| Smrk | SM |
| Jedla | JD |
| Modřín | MD |
| Borovice | BO |
Listnaté tvrdé:
| Dub | DB |
| Buk | BK |
| Jasan | JS |
| Jilm | JL |
| Javor | JV |
| Ořech | OR |
| Bříza | BR |
| Třešeň | TR |
| Hruška | HR |
Listnaté měkké:
| Lípa | LP |
| Olše | OL |
| Topol | TP |
| Osika | OS |
| Vrba | VR |
Pro označení exotických dřevin:
| Avodire | AVO |
| Bubingo | BUB |
| Eben | EBE |
| Koto | KTO |
| Limba | LMB |
| Mahagon | MAH |
| Makore | MAC |
| Okoume | OKU |
| Ovangol | OVE |
| Palisander | PLR |
| Teak | TEK |
Dřeviny, pro které nejsou zkratky stanoveny, se vypisují slovem.
Způsob sesazení podle směru dřevních vláken a průběhu spár se značí velkými písmeny podle obr. č. 6 a to Z, V, U, Y, X, T, SŠ, R, RA, K
Jestliže je potřebné upozornit na způsob, kterým byly dýhy vyrobeny, užije se tohoto označení:
- Dýhy loupané excentricky L
- Dýhy krájené tangenciálně KT
- Dýhy krájené radiálně KR
- Dýhy krájené polotangenciálně (poloradiálně) KPT (KPR)
K označení sesazenek podle druhu nábytkových ploch se používají následující značky:
- Sesazenky na vnější přední plochy VEP
- Sesazenky na ostatní vnější plochy +VE
- Sesazenky na vnitřní plochy VN
- Sesazenky na skryté plochy ● N
- Dýhové pásky na hrany vnější H+
- Dýhové pásky na hrany ostatní H
2.2.1. Toxicita dřevin
Dřeviny dovážené ze zahraničí (Vietnam, a další) jsou velice agresivní a toxické. Podle biologické účinnosti se dovážená dřeva rozdělují do tří skupin:
-
Biologicky silně agresivní dřeva
- s převládajícím toxickým působením
- s převládajícím alergizujícím účinkem
- Biologicky účinná dřeva
- Biologicky málo účinná dřeva
Při práci a manipulací s těmito dřevinami se musí dodržovat přísné hygienické předpisy. Při zpracování dýhových přířezů na sesazenky musí být pracovníci upozorněni na riziko při práci. Při prodeji hotových dýhových sesazenek je výrobce povinen upozornit kupujícího na nebezpečí a následky při nedodržení bezpečnostních opatření.
Protože dnešní doba klade velké požadavky na ekologii a ekologickou výrobu, tak se již tyto dřeviny ztrácejí z nabízeného sortimentu výrobců dýh a dýhových sesazenek.
2.2.2. Drsnost povrchu
Drsnost povrchu výrobků ze dřeva a zejména dýh a dýhových sesazenek je velice žádanou veličinou. Požadavky na drsnost povrchu se stanoví pro zajištění požadované jakosti výrobků. Drsnost povrchu nezahrnuje vady povrchů (trhliny, rýhy po náhodném poškození). Jejich vliv musí být při kontrole vyloučen. Drsnost povrchu je v dřevozpracující výrobě charakterizována vytrháváním, trhlinami, chlupatosti, vlnkami způsobenými nástrojem a makrostavbou dřeva. Drsnost povrchu se stanoví bez nerovností, způsobených anatomickou stavbou dřeva (pórů). Při dostatečné přesnosti a rozsahu měřících přístrojů se stanový drsnost včetně těchto nerovností (pórů).
Drsnost povrchu je veličina, která se při výrobě dýhových sesazenek zanedbává. Výroba dýhových sesazenek počítá s následným lisováním sesazenek na povrch konstrukčních desek (DVD, DTD, PD). Po nalisování se povrchy dále brousí a tím se upraví povrch na drsnost, která je požadována povrchovou úpravou. Z tohoto plyne, že se na povrch dýhových sesazenek neklade velký důraz. Počítá se s tím že se povrch dopravou a manipulací znehodnotí a bylo by zbytečné zařazovat kontrolu povrchu již ve výrobě dýhových sesazenek.
Opak je pravdou. Z praxe vyplývá, že měření drsnosti povrchu při výrobě dýhových sesazenek dokáže ušetřit materiál a technologické kroky ve výrobě. Dá se předejít technologickým problémům při lisování (prosáknutí lepidla, rozestupování spár, atd.).
Měřením drsnosti se dá s přesností určit pravá (lícová) a levá (rubová) strana dýhového přířezu. Strana pravá je hladší, povrch je hlazen a stlačován přítlačnou lištou, obsahuje nejčastěji vytrhané vlákna, proloupání a nerovnosti vystupujícího charakteru (obr. č. 13). Strana levé je stranou hrubší a stranou problémovou. Je strana, která se dotýká nože a obsahuje poměrnou část trhlin různé hloubky. Hloubka trhlin záleží na přesném seřízení krájecího (loupacího) stroje, ostrost nože (nastavení úhlů - ostří, hřbetu, řezu, atd.) je též velice důležitá viz obr. č. 14.
Obr. 13
Obr. 14
Těchto poznatků by se mělo využívat při sesazování dýh do dýhových sesazenek. Dýhové přířezy, pokud nám to typ sesazení dovolí (musíme respektovat figurální a nefigurální sesazení), se snažíme v sesazence sesazovat tak, aby byly umístěny vždy pravou či levou stranou nahoru. Sesazenka má pak stejný profil drsnosti na celé ploše. Takto sesazenou sesazenku pak lepíme zásadně levou stranou na konstrukční desku. Z obr. č. 13. pak vyplývá, že stačí odbrousit velice malou část tloušťky dýhové sesazenky, otočíme-li sesazenku pravou stranou ke konstrukční desce musíme odbrousit poměrně velkou část tloušťky, čímž zmenšíme tloušťkový profil sesazenky. Míra vzniku vad v důsledku probroušení je zde větší. Na širokopásových bruskách se odbrušuje většinou 0,15 mm, proto trhliny či drsnost větší než 0,15 mm (Rz = 150 mm) lze považovat za vadu sesazenky (dýhových přířezů).
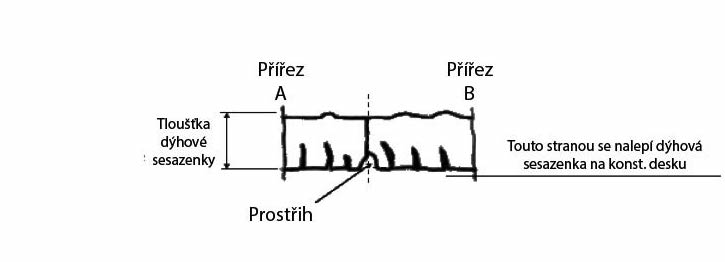
Na obr. č. 15. je příčný průřez spojem dýhové sesazenky. Při opracování dýhových výřezů podélným střiháním vzniká tzv. prostřih, který je viditelný a působí rušivě při nesprávném nalepení dýhové sesazenky na konstrukční desku. Snažíme se při střihání otáčet balíky dýh tak, aby prostřih byl na levé straně dýhového přířezu. Správným sesazením a nalepením na konst. desku se částečně eliminuje viditelnost spáry.
Obr. 15
2.2.3. Spárová pevnost dýhových sesazenek
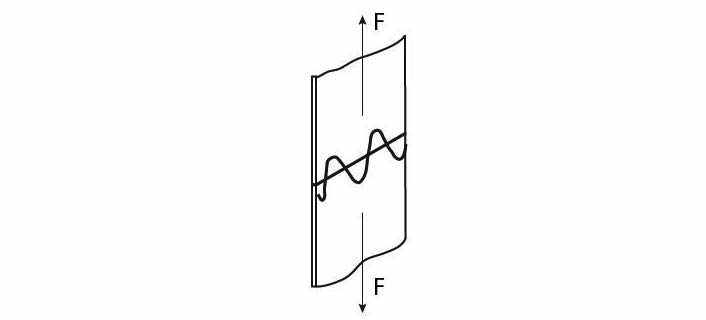
Spárovou pevností se rozumí pevnost spojení dýhových přířezů v sesazence. Dýhový spoj můžeme namáhat několika způsoby:
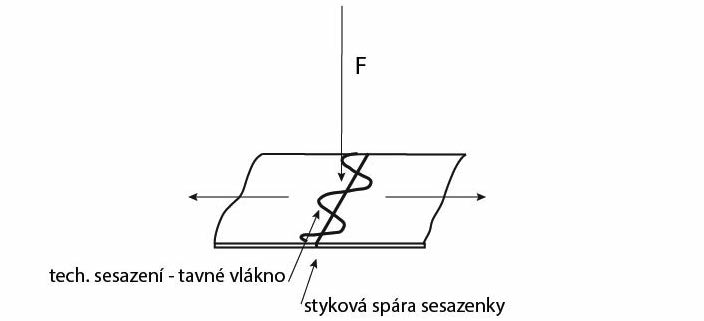
- pevnost v tahu kolmo na směr průběhu spoje (obr. č. 16)
- pevnost v ohybu rovnoběžně s průběhem spoje (obr. č. 17)
- pevnost ve smyku ve směru kolmém na plochu dýh
Obr.16
Obr.17
Podle technologie spojování můžeme rozdělit spoje do několika skupin: (pořadí je zvoleno dle stáří technologie, 1-nejstarší tech., 3-nejnovější)
-
Spojování lepící páskou
- neperforovanou
-
perforovanou
-
Spojováním tavným vláknem
- jedním vláknem
-
dvěma vlákny
-
Spojováním na tupou spáru lepidlem
- PVAC lepidly
- močovinovými lepidly
- lepící směsí (kombinace lepidel)
Pevnost spojení by měla být větší než pevnost spojovaného materiálu, toto pravidlo platí při správném dodržení technologických postupů. Velice záleží na použité dřevině (hustotě, drsnosti povrchu, vlhkosti a teplotě povrchu). Některé spojení je technologicky pracnější a náročnější než novější druhy spoje. Pevnosti a stálosti spojení též souvisí s tloušťkovou dimenzí dýhové sesazenky. Zatímco nové technologie počítají z tloušťkovým rozsahem 0,5–0,7 mm, starší technologie lze bez problémů použít u tloušťkových dimenzí 3 a více milimetrů.
Spoj by měl být dostatečně pevný a pružný, musí vydržet manipulaci a dopravu dýhových sesazenek k další technologické operaci - lisování.
Při lisování je spoj namáhán extrémními silami a vlivy. Je namáhán vysokou teplotou a tlakem odpařujícího se rozpouštědla z lepidla, které působí proti silám držícím spoj dýhové sesazenky. Při nedodržení správných lisovacích tlaků, teplot a konzistence lepidla dochází k rozestupování sesazenkových spár a k prosakování lepidla na povrch dýhových sesazenek, což vede k znehodnocení dílce.
Nejnovější technologie lepení do spáry ad. 3. je řešena tak, že v celé délce spáry je materiál slepen. Takto zpevněný spoj pak zabraňuje prostupování lepidla dýhovým spojem. Lepení na tupo je technologie velice náročná na přesnost střihu a tloušťkové dimenze použitých dýh, ale odpadá operace broušení spojení, které je např. u technologie lepení papírovou páskou ad. 1. Použití tavného vlákna ad. 2. je zatím nejpoužívanější a nejméně náročnou technologií, ale dochází zde k velkému procentu prosakování lepidla spárou při lisování a tím znehodnocení dílce, ale i dýhové sesazenky.
Technologie lepení lepící páskou ad. 1. je poměrně stará, avšak její pevnost je vysoká a nejméně náročná na dodržení technologických postupů. Problémy vznikají až po nalisování a odstraňování lepící pásky broušením. Tento problém se řeší lepením dýhových sesazenek tak, že papírová páska je kladena do spoje mezi dýhovou sesazenku a konstrukční desku. Klade-li se dýhová sesazenka páskou na lepený materiál vzniká problém prolisování papírové pásky a uvolňování styčných spár v důsledku nestálosti použitého lepidla na lepící pásce. Tento problém byl vyřešen použitím perforované lepící pásky a tím zajištění soudržnosti spár dýhové sesazenky. Tato technologie je na ústupu a používá se jen při spojování dýh o takové tloušťce, které by se jinými technologiemi nedaly spojit.