Nábytek je přenosný (mobilní) a plni nejrůznější úkoly v závislosti na člověku a jeho potřebách. Podle funkce, provedení a použitého materiálu rozlišujeme různé druhy nábytku. Nábytek, který vzhledově vychází z některého dřívějšího nábytkového slohu, se nazývá slohový.
5.1. Konstrukce skříňového, stolového a sedacího
Účelnosti lze dosáhnout správnými rozměry, volbou vhodného materiálu,
odpovídající konstrukci i přiměřenou povrchovou úpravou.
Rozměry nábytku se řídí potřebami lidského těla. Nábytek je staven zhruba
tak, aby jej mohli používat lidé různě velcí, proto se vychází z průměrných
(normálních) tělesných rozměru. Míry ovšem musí odpovídat také použití
nábytku. To platí např. pro výšku sedadla u sedacího nábytku.
Tato výška je rozdílná podle toho, zda chce člověk u jídla či při práci
sedět vzpřímeně, a nebo se při odpočinku pohodlně opřít.
Jídelní stůl je např. vysoký od 720–750 mm, židle jez k němu patří má
výšku sedla od 420 do 460 mm. Výška hovorového (konferenčního) stolu je
pouze 400–650 mm a odpovídá výšce sedadla 380–400 mm u příslušného sedacího
nábytku. Pracovní deska u kuchyňského nábytku je ve výši 850 až 950 mm,
protože se předpokládá, že většina prací se dělá ve stoje.
Psací stoly jsou vysoké 720 až 760 mm, pokud lze kancelářskou židli nastavit
do výše od 420 do 560 mm psací pulty 1100 mm až 1150 mm. Aby byl nábytek
účelný, je dále nutno vzít v úvahu velikost a množství předmětu, které
v něm mají být umístěny. Tak se např. hloubka a výška šatníku řídí rozměry
šatstva, hloubka komody na prádlo rozměry složeného prádla.
U těch kusů nábytku, které mají současně sloužit různým účelům, určuje
hlavní rozměry největší z uskladněných předmětů.
Kabát pověšený na raménko určuje vnitřní hloubku skříně 560 mm a min.
výšku tyče na raménka 1400 mm. Šatníky s posuvnými dcerky mají hloubku
20 až 40 mm větší, aby se dveře při zasouvání nedotýkali oblečeni.
Při navrhování knihovniček jsou pro určení rozměrů rozhodující rozměry
knih, u skříněk na nádobí rozměry skleniček a nádobí. U víceúčelového nábytku
určuje rozměry velikost největšího ukládaného předmětu.
Při stanovování velikosti nábytku je kromě toho třeba vzít v úvahu místo,
kde bude nábytek stát, a možnosti při jeho dopravě. Úzká schodiště a chodby
vyžadují nábytek demontovatelný. Vedle rozměru je důležitá i povaha předpokládaného
obsahu. Tak např. potraviny a obuv se neobejdou bez dostatečného větrání.
Citlivé předměty musí být uskladněny tak, aby se na ně neprášilo, cennosti
v prostoru, který lze uzamknout, jiné předměty zase tam, kde budou viditelné.
Pro to, aby nábytek plnil svůj účel, je dále důležitý způsob jeho konstrukce,
druh dřeva, úprava povrchu. Pro silné exponované hostinské stoly se tak
např. vyrábí pevný, masivní způsob konstrukce z tvrdého dřeva. Kuchyňský
a laboratorní nábytek bývá ošetřen odolným lakem nebo se pokrývá přilepenými
deskami z vrstvených plastických hmot, aby se nepoškodil a snadno čistil.
Pokud se vychází z uvedených hledisek, plní sice nábytek svůj účel, ale
ne vždy dostojí nároků na formální krásu. Dokonalosti formy napomáhají
především správné proporce, jasné kontury a zpracování odpovídající použitému
materiálu. Také drobné a zdánlivě druhořadé prvky, jako profily, intarzie,
řezbářské práce, kování nebo úchytky jsou pro pěkný vzhled nábytku významné.
Tyto prostředky mohou účinek práce zvýšit, nesprávně použité ji však mohou
znehodnotit. Především je třeba vyhnou se nadměrnému používání ozdobných
prvků. Nábytek má také tvarem, druhem dřeva i barvou ladit se svým okolím.
Pro správné proporce a výzdobu neexistují všeobecně platná pravidla. Dlouhodobým
pozorováním a srovnávání lze ovšem získat mnoho zkušeností. Harmonických
proporcí je možno dosáhnout pomocí zlatého řezu. Oblast jeho uplatnění
je však omezená, protože se u účelového nábytku používá jen zřídka. Vytvoření
hezkého nábytku je tedy koneckonců věcí citu, nadání, ale i zkušeností
a učení.
5.2. Nábytek skříňový
Podle povahy jednotlivých částí daného kusu nábytku a způsobu jejich sestavení
lze rozlišit (např. u skříní) konstrukci z masivních desek (prken, spárovek),
rámovou konstrukci, kombinovanou konstrukci a konstrukci v velkoplošných
desek.
Při konstrukci z masivních desek se jednotlivé části nábytku zhotovují
ze slepených přířezů (spárovek),nebo neslepených přířezů. Pravá strana
dřeva je přitom většinou obrácena navenek, protože má hezčí kresbu (texturu).
Při výběru jednotlivých je třeba dbát na to, aby barva i kresba byly vždy
stejné. Nábytek z masivu se sestavuje pomocí spojů, které berou v úvahu
pracování dřeva. Vhodné je svlakování, spojení na péro a drážku spojení
na ozuby, sdružené čepy.
Při rámové konstrukci se plošné části nábytku zhotovují jako rámy s výplní.
Rámové vlysy dobře drží tvar, jsou-li vyrobeny ze středového řeziva. Vlysy
se spojují buď čepy a rozpory, čepy a dlaby,nebo na kolíky. Svislé rámové
vlysy jsou zpravidla vedeny bez přerušení. Vlysy mají za úkol rámovat výplně
a udržovat je rovné. Pro tento účel jsou opatřeny drážkami nebo polodrážkami.
Výplně se vyrábějí z masivního dřeva a z překližovaných nebo dřevotřískových
desek. Nesmí se pevně spojovat s rámem, zvláště jsou-li z plného dřeva.
Při výběru dřeva je zapotřebí stejně jako u konstrukce z masivních desek
dbát na barvu a kresbu. Pravá strana dřeva má opět směřovat ven. Výhodné
je osazovat výplně na polodrážku. Jestliže jsou výplně upevněny do rámu
pomocí lišt až po povrchové úpravě, neobjeví se pak při sesychání výplní
z plného dřeva neopracované okraje.
U dveří se upevňovací lišty výplní nechávají přečnívat kousek přes rám.
U boků by naopak lišty měly být v jedné rovině nebo zapuštěné, aby se na
rámové vlysy mohly přišroubovat nosné a vodící lišty polic zásuvek. U mezistěn
a zad se výplně většinou připevňují do drážky. Při sestavování je možno
dna, půdy, boky a záda spojit lepenými spoji nebo spojit pomocí rozebíratelného
nábytkového kování.
Při kombinované konstrukci (nazýváme též sloupková) pomocí rámů jsou stěny
nábytku zpracovány jako rámy. Svislé rámové vlysy přitom slouží jako nohy
(průběžné nohy tvoří sloupky). Boky, dveře a dna se dají vyrobit také z
desek a nohy jsou se stěnami spojeny na kolíky, popř. péry. Dna se s ostatními
stěnami a s nohami spojují na kolíky a lepením. Jednotlivé části nábytku
lze při tomto postupu slepit jako při rámové konstrukci nebo spojit pomocí
rozebíratelného kování.
Při konstrukci z velkoplošných desek sestávají části nábytku z dýhovaných
a laminovaných dřevotřískových desek. Viditelné hrany desek se opatřují
slepovacími pásky nebo nákližky. Boky jsou se dny spojeny na tupo nebo
na pokos pomocí kolíků či tvarových pér, ale také rozebíratelnými nábytkovým
kováním. Nábytek vyrobený tímto způsobem mívá buď sokl, nebo podnož, nosným
prvkem však mohou být i boky.
Účelnosti lze dosáhnout správnými rozměry volbou vhodného materiálu, odpovídající
konstrukcí i přiměřenou povrchovou úpravou. Rozměry nábytku se řídí mírami
lidského těla. Nábytek je zhruba stavěn tak, aby jej mohli používat lidé
různě velcí, proto se vychází z průměrných (normálních) tělesných rozměrů.
Míry ovšem musí odpovídat také použití nábytku. To platí např. pro výšku
sedadla a sedacího nábytku. Tato výška je rozdílná podle toho, zda chce
člověk u jídla či při práci sedět vzpřímeně, anebo se při odpočinku pohodlně
opřít.
Jídelní stůl je např. vysoký od 720 do 750 mm, židle, jež k němu patří,
má sedadlo ve výšce od 420 do 460 mm. Výška hovorového stolu je pouze 400
až 650 mm a odpovídá výšce sedadla 380 až 400 mm u příslušného sedacího
nábytku.
Pracovní deska u kuchyňského nábytku je ve výši 850 mm až 950 mm, protože
se předpokládá, že většina prací se provádí ve stoje. Psací stoly jsou
vysoké 720 mm až 760 mm, pokud lze kancelářskou židli nastavit do výše
do 420 mm do 560 mm, psací pulty 1100 mm až 1150 mm.
Aby byl nábytek účelný, je dále nutno vzít v úvahu velikost a množství
předmětů, které v něm mají být umístěny, tak se např. hloubka komody na
prádlo rozměry složeného prádla. U těch kusů nábytku, které mají současně
sloužit různým účelům, určuje hlavní rozměry největší z uskladněných předmětů.
Kabát pověšený na ramínko určuje vnitřní hloubku skříně 560 mm a minimální
výšku tyče na ramínka 1400mm. Šatníky s posuvnými dveřmi mají hloubku o
20 mm až 40 mm větší, aby se dveře při zasouvání nedotýkaly oblečení.
Při navrhování knihovniček jsou pro určení rozměrů rozhodující rozměry
knih, u skříněk na nádobí rozměry skleniček a nádobí. U víceúčelového nábytku
určuje rozměry velikost největšího ukládaného předmětu. Využití nábytku
mohou zlepšit před sestavitelné vnitřní stěny.
Při stanování velikosti nábytku je kromě toho třeba vzít v úvahu místo,
kde bude nábytek stát, a možnosti při jeho dopravě. Úzká schodiště a chodby
vyžadují nábytek demontovatelný. Vedle rozměrů je důležitá povaha předpokládaného
obsahu. Tak např. potraviny a obuv se neobejdou bez dostatečného větrání.
Citlivé předměty musí být uskladněny tak, aby se na ně neprášilo, cennosti
v prostoru, který lze uzavřít.
Pro to, aby nábytek plnil svůj účel, je dále důležitý způsob jeho konstrukce,
druh dřeva a úprava povrchu. Pro silně exponované hostinské stoly se tak
např. vyrábí pevný, masivní způsob konstrukce z tvrdého dřeva. Kuchyňský
a laboratorní nábytek bývá ošetřen odolným lakem nebo se pokrývá přilepenými
deskami a vrstevných plastických hmot, aby se nepoškodil a snadno čistil.
Pokud se vychází z uvedených hledisek, plní sice nábytek svůj účel, ale
ne vždy dostojí nárokům na formální krásu. Dokonalosti formy napomáhají
především správné proporce, jasné kontury a zpracování odpovídající použitému
materiálu. Také drobné a zdánlivě druhořadé prvky, jako profily, intarzie,
řezbářské práce, kování nebo úchytky jsou pro pěkný vzhled nábytku významné.
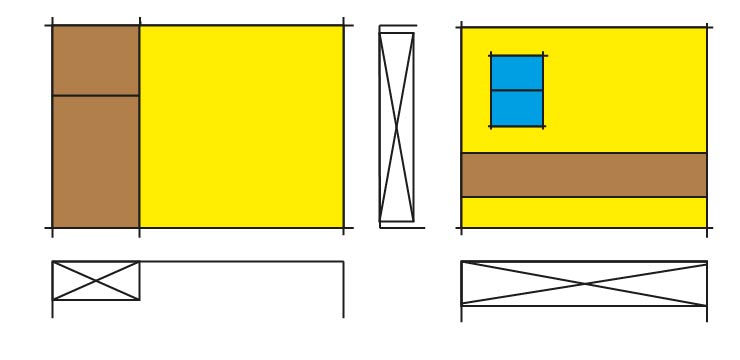
Obr. 1

Části nábytku
Nábytek se zpravidla skládá z korpusu a podnože, popř. soklu a předku.
Korpus je složen z levého a pravého boku, půdy, dna a jedné nebo více mezistěn
a ze zad. Místo půdy se někdy používají kovové lišty, na kterých je upevněna
deska. Dno může být rámové konstrukce. V korpusu mohou být vestavěné police,
výsuvné police nebo zásuvky. U klasických zásuvek se používají nosné a
vodící lišty a vodící rámy. Korpus může být uzavřen dveřmi, žaluziemi nebo
zásuvkami, anebo může být otevřený.
Korpus
Konstrukce korpusu se provádí různě v závislosti na použitém materiálu, ne účelu a možnosti přepravy i na požadovaném vzhledu. Pro výrobu nábytku z masivního dřeva se používá řezivo, rámy a nohy. Dýhovaný nábytek se vyrábí z konstrukčních desek nebo v kombinaci rámů s deskami případně noh s deskami.
Podnože a sokly
Podnože a sokly jsou podstavou nábytku. Mají za úkol udržet vlastní hmotnost
nábytku a váhu předmětů uložených v nábytku a přenést ji na podlahu. Přitom
se dno nábytku nesmí prohnout více než o 2 mm, u vložených dveří bez polodrážky
ne více než 0.5 mm až 1 mm, aby byla zachována funkčnost přední části nábytku.
Kromě toho musí podnože a sokly zajistit stabilitu nábytku, tzn. zamezení
převrhnutí nábytku při otevření jeho přední časti. Rozlišujeme podnože,
sokly, soklové rámy a krycí lišty soklu.
Tvar a dimenzovaní noh a rámů, výška a přesažení nebo podsazení podnoží
nebo soklu proti hranám korpusu nábytku mají značný vliv na esteticky vzhled
nábytku. Podnože, které mají štíhle vysoké nohy, působí odlehčeným dojmem.
Sokly jsou sestavené rámy. Aby se nábytek na zemi nekýval, je třeba sokl
na spodní hraně vyrovnat. Sokl pruží vůči korpusu nábytku na stranách,
vpředu i vzadu. Pokud stojí skříň u zdi, může mít sokl postraní časti delší,
aby se dostal až ke stěně. V soklu muže byt i nastavovaní výšky. Nastavování
se provádí šroubem, který je ve vyvrtaném otvoru ve dně nábytku.
Sokly se vyrábějí zpravidla z masivního dřeva. Pokud jsou z laťovek nebo
z MDF desek, z třískových desek, je nutno hrany chránit proti vlhkosti
nákližky nebo plastovými profily, např. v kuchyních a koupelnách.
Krycí lišty soklů se umisťují buď před nastavovací nohy, nebo mezi oba
průběžné boky. Lze je jednoduše odstranit, protože jsou k nohám nebo korpusu
přichyceny spojovacím kováním.
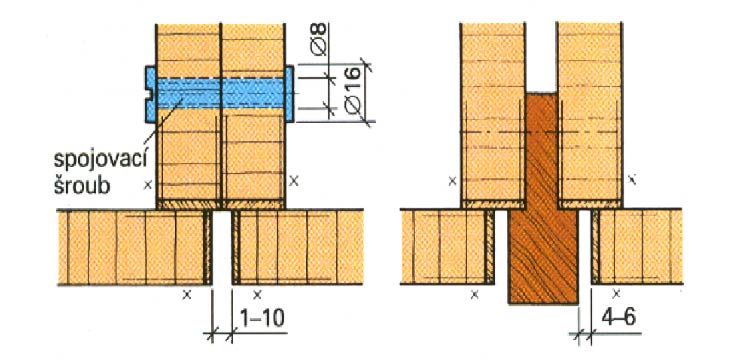
Záda
Záda plní dva úkoly. Uzavírají nábytek vzadu a drží úhel nábytku, aby
zajistili bezporuchovou činnost dveří a klopen. K jejich výrobě jsou vhodné
dřevotřískové či dřevovláknité desky, dýhované překližky, u silnějších
stěn také laťovky, ale také skleněné tabule a kovové plechy.
U nábytku z masivního dřeva se zpracovávají jako trámy s výplní. Tloušťka
zad je u tvrdých DVD 3,5–5 mm, u dýhovaných překližek 4–8 mm a u DTD 8–10
mm. V Německu podle předpisu VOB mají mít záda vestavěných skříní, pokud
jsou z dýhovaných překližek, minimální tloušťku 6 mm, pokud jsou z DTD,
pak 8 mm. Povrch zad může být podle kvality buď neopracovaný nebo opracovaný
z jedné strany, nebo pokrytý vrstvou fólie či laminátu. Záda se připevňují
do polodrážky pomocí sponek, vrutu, spojovacího kování, do drážky, nebo
jsou na korpus naložená a upevňují se na druhou stranu pomocí lamelových
per, kolíků, vrutů. U velkých skříní musí být záda upevněna vevnitř, protože
skříň bývá umístěna těsně u zdi.
Čelní strana zabraňuje pohledu a zásahu zvenčí a vnikání prachu do korpusu.
Podle funkce a prostoru při otvírání a zavíraní může být čelní strana tvořena
dveřmi, žaluziemi nebo zásuvkami.
Druhy otočných dveří
Vložené dveře jsou umístěny mezi bloky. Podle způsobu zavěšení se jedná
buď o předstupující dveře, které musí být dobře utěsněny proti prachu,
musí být boky a dna opatřeny polodrážkami nebo protiprachovými lištami.
Také vestavěný vnitřní oddíl apod. může sloužit jako protiprachová obruba
nebo ostění. U ustupujících dveří se používají kloubové a jiné závěsy se
zalomením. K zavěšení vložených dveří lze použít i tyčové závěsy nebo speciální
miskové závěsy se silně zalomeným ramenem, stejně jako čípkové a rohové
čípkové závěsy.
Dveře s polodrážkami přiléhají naléhavou k bokům nábytku. Hrany naléhavou
mohou být opracované natupo, sražené nebo profilované. K zavěšení jsou
vhodné válečkové závěsy. Šířka naléhavou se zpravidla řídí mírou zalomení
použitého křídlového závěsu a většinou bývá 7,5 mm. V případě použití závrtných
závěsů má naléhavka min. tloušťku 8 mm, aby se hrana dveří nerozštípla
masivními zavrtanými čepy. Dveře s polodrážkami je možno zavěsit také na
zadlabací závěsy.
Naložené dveře přiléhají natupo k předním plochám korpusu. Zavěšení lze
provést pomocí rovných kloubových, válečkových, vrchních lomených nebo
speciálních kloubových závěsů, např. miskových závěsů. Při použití rovných
závěsů se bok naložených dveří vyklápí mimo šířku korpusu, takže je nemožné
postavit více kusů nábytku těsně vedle sebe. V případě vrchních lomených
závěsů se naložené dveře mohou otevírat až do 270 stupňů. To dovoluje kromě
jiného použít závěsy s úzkými spárami. U nábytku s dvoukřídlovými dveřmi
jsou nutné dveřní srazy. Dveře musí narážet přes sebe nebo proti sobě tak,
aby se zavíraly těsně. Jako zajištění se hodí dorazové lišty či polodrážky.
Kování
Jako kování se označují všechny díly, které slouží ke spojování, zavírání
a otevírání částí nábytku. Zpravidla jsou z kovu nebo plastu.
Zadlabací závěsy mají křídla, která se musí zadlabat do hran korpusu a
dveří. Uplatňují se pouze u dveří s polodrážkami. Zadlabaná křídla závěsů
je třeba připevnit kovovými kolíky nebo vruty. U pravých dveří se používají
pravé, u levých levé závěsy. Se zadlabacími závěsy jsou dveře vysaditelné.
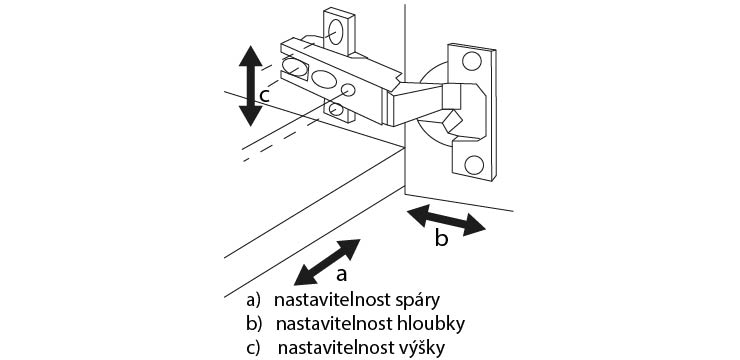
V nábytkářství se zadlabací závěsy používají jen zřídka. Miskové závěsy
mají rovněž několik středů otáčení, což umožňuje skryté zavěšení dveří.
Miskové závěsy se skládají z misky a montážního ramene. Miska je zavrtaná
ve vnitřní straně dveří rameno upevněno destičkami na boku korpusu. Normální
miskové závěsy jsou vhodné jen pro naložen, asi 20 mm silné dveře. Otevírají
se do úhlu 95 stupňů. Existují ale i varianty pro silnější dveře, pro větší
úhel otevření, pro závěs s úzkou spárou, vložené dveře a rozličné závěsné
úhly.
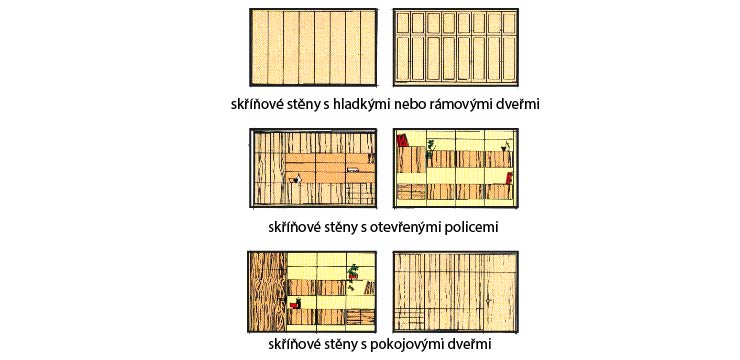
Obr. 2
Posuvné dveře
Posuvné dveře se pohybují horizontálně v nábytkovém korpusu. Proto nepotřebují
před nábytkem žádný prostor k otvírání. Posuvné dveře mohou být zhotoveny
z dřevěných materiálů nebo ze skla a mohou se posouvat na stojato nebo
zavěšené. Podle kování lze rozlišovat vedení s kolečky či posouvání v drážkách.
Na stojato posouvané dveře mají být širší než vyšší, aby se při pohybu
nekřížily. Nevýhodou je nemožnost úplného, ale vzhledem k překrytí ani polovičního otevření celého korpusu současně.
Nezavěšené dveře se posouvají dolní stranou ve vodících kováních a na
horní hraně jsou udržovány ve správné poloze. Dřevěné posuvné dveře se
zpravidla pohybují na plastových kolejničkách. Pro lepší skluz je třeba
do dolní strany dveří upevnit kluzáky. Musí být upevněny co nejblíže k
vnějším hranám, aby se dveře ve středu pohybovaly volně a nemohly se při
posouvání křížit. Nahoře jsou posuvné dveře vedeny v drážkách. Ty musí
mít takovou hloubku, aby se dveře daly nasadit a opět vyndat. Posuvné dveře
mohou mít nahoře také vodící kolíky nebo vodící zástrče, které se po nasazení
dveří našroubují na jejich vnitřní stranu. Pro velké a hlavně těžké posuvné
dveře se hodí kolečka s kuličkovými ložisky, která se pohybují po plastových
nebo kovových kolejničkách. Zastavují se pomocí zarážek a jsou zajištěná
proti vyjetí. Jako úchytky se používají plastové, kovové a dřevěné mušle
nebo úchytkové lišty.
K utěsnění proti prachu slouží protiprachové lišty, které mohou být různě
zpracovány. Závěsné posuvné dřevěné dveře jsou zavěšeny na horní hraně
pojízdným kováním v nosných kolejničkách, jež se upevňují na půdě nebo
spodní. Na dolní hraně jsou závěsné posuvné dveře udržovány ve svisle poloze
pomocí vodících čepů. Se zvláštním kováním se mohou tyto dveře posouvat
také před čelní stěnou skříně.
Závěsné posuvné dveře jsou zavěšeny na horní hraně pojízdným kováním v
nosných kolejničkách, jež se upevňují na půdě nebo pod ní. Na dolní straně
jsou závěsné posuvné dveře udržovány ve svislé poloze pomocí vodících čepů.
Se zvláštním kováním se mohou tyto dveře posouvat také před čelní stěnou
skříně.
Obr. 3



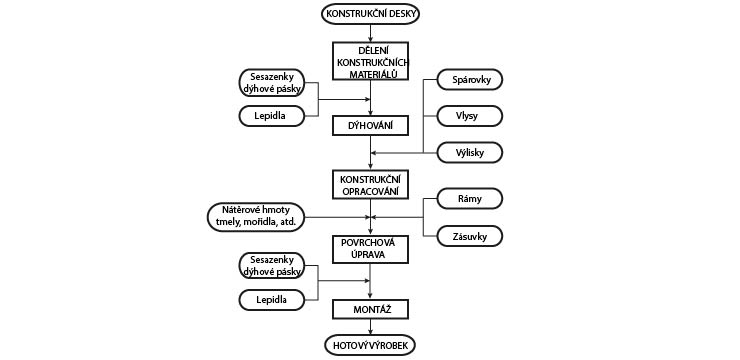
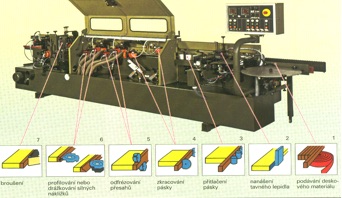
5.3. Postup výroby nábytku
Typový postup výroby skříňového nábytku z dýhovaných konstrukčních desek Vývojový diagram této výroby je znázorněn na obrázku.
5.3.1. Materiál
-
DTD plošně lisované, pěti nebo vícevrstvé s povrchem z dřevních vláken
– pro dýhování je nutný hladký povrch desek, protože dýha by kopírovala
nerovnosti povrchu.
-
MDF – desky – jejich výhodou je, že na rozdíl oddře mají v celém průřezu
stejné vlastnosti – jsou používány především na dveře potahované folií
nebo dokončované krycími nátěrovými hmotami. Umožňují frézování oblin nebo
tvarových drážek do plochy dílců. Používají se na výrobu tvarových lišt,
na obalované nohy apod.
-
DVD – tvrdé – sololit, sololak – záda, dna zásuvek, pláště rámů /např.
dveří/.
-
Laťovky – používají se tam, kde není vhodné použít levnější DTD, především
na dlouhé půdy, dna nebo police, které se při zatížení prohýbají. DTD se
při zatížení trvale prohýbají, laťovka je pružná. Také velké skříňové dveře,
např. šatních skříní není vhodné vyrábět z DTD, protože mají velkou hmotnost
a nahrazují se lehčí laťovkou.
-
Překližky – na záda nebo dna zásuvek nebo tvarové výlisky /např. zásuvek/.
- Masivní dřevo – rámy, lišty apod.
5.3.2. Polotovary
Ve výrobě nábytku je možné je vyrábět, vzhledem k speciální technologii je často ekonomicky výhodnější je nakupovat. Postup výroby některých polotovarů bude popsán v typových postupech. Patří sem dýhové sesazenky, dveře např. potahované folií, zásuvky nejrůznější konstrukce, lišty z masivu i obalované folií, plastové sokly apod.
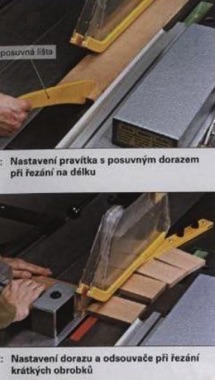
5.3.3. Dělení konstrukčních materiálů
Hrubé formátování – dílce se řežou s nadmírou, protože kvalita hrany po
nalepení dýhy je lepší, než při řezání na přesný rozměr a dodatečném odfrézování
přečnívající dýhy. K rozměru dílce se přidává 15-20mm.
Řezné rychlosti doporučované pro řezání měkkého dřeva, tvrdých listnáčů
i konstrukčních desek se doporučují 60 – 120 m/s. Řezná rychlost závisí
na počtu otáček pilového kotouče a jeho průměru. Kvalitu řezu určuje také
tvar zubů a otupení nástroje. Pro nejvyšší kvalitu řezu se přidávají přeřezávací
kotouče.
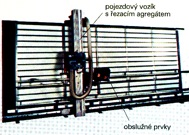
Provádí se na formátovacích pilách různé konstrukce /vodorovné i svislé/
- vhodné pro provozy s nedostatkem podlahové plochy. Do řezu se pohybuje
stůl s materiálem nebo pilové kotouče. Před řezáním je nutné vypracovat
nářezový plán, tj. schéma rozřezání konstrukční desky na jednotlivé dílce
s ohledem na maximální výtěž., schéma může určovat i přímo počítač formátovací
pily, pořez je řízen automaticky a součástí stroje je i vkládací a odebírací
zařízení.
Obr. 4
5.3.4. Dýhování
-
Olepování nákližky – provádí se u dílců, na kterých je třeba vytvořit
oblinu nebo tvarovou hranu . Nákližky se mohou lepit na tupo nebo spojovat
na pero a drážku nebo vložené pero. Nalepování se provádí ručně v přípravku
/disperzním lepidlem za normální teploty/nebo ve speciálních olepovačkách
hran, které jsou schopny nákližek přilepit a zároveň vyfrézovat profil
a obrousit jej /lepí se tavným lepidlem/.
-
Tloušťková egalizace – provádí se na širokopásových nebo válcových bruskách
papírem č. 80, ale pouze tehdy, pokud jsou používány desky s méně kvalitním
povrchem nebo špatně skladované /při uložení ve vlhkém prostředí desky
na okrajích bobtnají, pokud nejsou správně proloženy kroutí se/. Nerovnoměrnosti
v tloušťce se projeví až při broušení v širokopásových bruskách /probroušené
rohy dýhy nebo neobroušené středy dílců/ nebo při nanášení laku navalováním.
-
Příprava lepící směsi – k dýhování nebo nalepování jiných dekoračních
materiálů se nejčastěji používá lepící směs močovinoformaldehydového lepidla.
- Nanášení lepicí směsi, skládání souborů a lisování.
Lepidla PVAC
Polyvinylacetátová disperze (PVAc) patří mezi nejmodernější dřevařská lepidla, která se používají hlavně pro montážní účely (tam, kde nelze zajistit těsnost styčných ploch tlakem). Mezi tyto lepidla patří například Dispercoll, Herkules, Duvilax.
Před použitím se nijak neupravuje. Je to lepidlo jednosložkové, smetanově bílé barvy a konzistence. Po nanesení na plochu potřebuje asi 20 s na vsáknutí do dřeva. Pokud se však tato otevřená doba příliš prodlužuje, snižuje se lepivost. Dostatečně pevný spoj vyžaduje zalisování po dobu 2 h, pokud však nebude ve spoji napětí nebo není nutné s lepeným výrobkem pohybovat, stačí lisovat 15 minut.
Disperzní lepidla PVAc téměř vytlačila v průmyslové výrobě donedávna nejvýznamnější dřevařská lepidla glutinová. Proti nim mají výhodu především v tom, že se dají použít za studena, vyžadují kratší lisovací dobu a lepený spoj je odolnější vůči vodě.
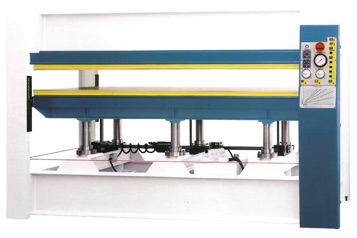
5.3.5. Lisování
Ve víceetážových hydraulických lisech - lisovací doba – 3–5 min
- lisovací teplota – 105–110 °C
- lisovací tlak – 0,6–1 MPa
V jednoetážových taktových lisech - lisovací doba 30–50 sec
- lisovací teplota 140–150°C
- lisovací tlak 1 MPa
Výhodou taktových lisů je jejich větší výkon a plnící zařízení, které
vjíždí mezi lisovací desky, zalisované dílce vysunuje z prostoru lisu a
při posuvu zpět ukládá na spodní desku lisu nezalisované soubory. Tím se
výrazně zkracuje doba plnění lisu. Víceetážové lisy mohou být vybaveny
vkládacím a odebíracím zařízením, nebo se plnění a vyprazdňování provádí
ručně.
Klimatizace – při všech operacích, kdy se mění teplota a vlhkost dřeva
/voda z lepící směsi se částečně vsákla do dýhy i středového materiálu/
vzniká ve dřevě napětí. Proto musí být dýhované dílce uloženy min. na 12
hodin v běžných dílenských teplotách a teprve potom můžeme dále obrábět.
Obr. 5
5.3.6. Konstrukční opatření
-
Formátování na přesný rozměr
– provádí se nejčastěji na průběžných formátovacích strojích, které je
možné řadit do linky s olepovačkami hran, frézkami, bruskami a vrtačkami
a tím zvýšit produktivitu práce a snížit počet pracovníků k obsluze. Průběžné
formátovací pily vedou dílec do řezu na článkových pásech, jsou vybaveny
předřezávacími pilami /pilové kotouče menšího průměru umístěné před hlavním
pilovým kotoučem, mající opačný směr otáčení. Přeřezávají materiál na spodní
straně, kde je nižší kvalita řezu a větší nebezpečí vytrhání vláken/ odřezaný
odpad je drcen frézami a odvádí se do odsávání. Přesné formátování se může
provádět i na stolových pilách nebo formátovacích pilách s posuvným stolem,
pokud jsou vybaveny vodícími pravítky a jsou dostatečně přesné pro řezání
do pravého úhlu.
- Olepování hran - provádí se ručně nebo v olepovačkách různé konstrukce. Ruční lepení se provádí přípravcích s vyhřívanými lištami nebo žehličkou a používá se disperzní lepidlo nebo chemopren. Je možné nakupovat i dýhové hrany s předem naneseným tavným lepidlem nebo s dokončenou povrchovou úpravou. Pro průběžné olepovačky se používá pouze tavné lepidlo, které nezatvrdne v zásobníku, protože při zvýšení teploty se stává lepivým , při ochlazení tuhne a tento proces se může opakovat.
Obr. 6
Průběžná olepovačka hran provádí několik operací, které se musí při ručním olepování provádět samostatně tj.
- nanesení lepidla na hranu,
- přilepení hrany pomocí válečků a ztuhnutí lepidla
- ořezání přečnívající dýhy na šířku i na délku
- broušení hrany /pokud není povrchově dokončená/
Kromě rovných dýhových hran se mohou boky dýhovaných dílců olepovat i metodou softforming /na hranu je nejprve vyfrézován žádaný profil a na něj je pomocí tvarových přítlačných válců postupně přitlačuje dýha/ nebo se masivní nákližek nalepuje až po přesném formátování a po nalepení se frézuje a brousí žádaný tvar. Tento způsob se používá tehdy, pokud estetických důvodů nevadí viditelná lepená spára na ploše dílce /pokud má hrana plynule přecházet do plochy jako by byl dílec jednoho kusu materiálu a lepená spára nemá být viditelná, musí se nákližek lepit před dýhováním/
-
Frézování drážek, profilů, polodrážek, konstrukčních spojů apod.
- Vrtání – nejčastěji se vrtají otvory pro kolíky, pro podpěrky polic, závěsy nebo vruty. Předvrtání v této fázi výroby je výhodnější než při vlastní montáži, protože produktivita práce i přesnost otvorů je vyšší /např. všechny otvory pro kolíky je možno vyvrtat zároveň/. Vrtačky mohou být horizontální i vertikální, často kombinované, jedno nebo více vřetenové. Nastavení vrtáků podle druhu dílců a roztečí otvorů může být řízeno programem.
Obr. 7

Vrtací automaty mohou být součástí obráběcí linky na plošné nábytkové dílce. Ta se může skládat např. z:
- formátovací pily na přesné formátování po dýhování
- průběžné olepovačky hran
- spodní frézky
- vrtacího automatu
-
širokopásové brusky.
5.3.7. Povrchová úprava
Je to souhrn operací, které se na dílcích provádí za účelem zkrášlení a ochrany jejich povrchu . Skládá se z těchto operací:
-
broušení hran a ploch dílců
– provádí se 2x, nejprve hrubším papírem např. č. 80, potom 100-150. Mezi
broušením se mohou vrstvy máčet.
-
moření nebo bělení
– účelem je barevné sjednocení povrchu dílců.
-
dokončování hran plošných dílců
– např. stříkáním v bloku.
-
nanášení tmelu, základního laku nebo plniče pórů.
Tmely slouží jako podkladová vrstva pod pigmentové NH, vyrovnávají plochu
a snižují spotřebu NH stejně jako základní laky u transparentních NH. Plniče
pórů se používají chceme-li vytvořit dokonale hladkou plochu nekopírující
nerovnosti povrchu dřeva, zvlášť při dokončování na vysoký lesk.
-
nanášení vrchního laku nebo emailu
– množství nánosů a množství laku je dáno vybraným druhem laku nejčastěji
2 nebo 3 nánosy, mezi kterými je nutno zaschlý lak přebrousit např. papírem
číslo 200-300. Některé NH např. polyuretanové nebo akrylátové není nutné
brousit. Nanášení se provádí stříkáním, navalováním, poléváním nebo máčením.
- leštění – při dokončování na vysoký lesk je nutné plochu leštit pomocí leštící pasty např. válcovou leštičkou. Moderní NH vytvářejí většinou tak kvalitní plochu, že dodatečné leštění není nutné.
5.3.8. Montáž
-
Předmontáž – spočívá v kompletaci všech polotovarů, dílců, kování a ostatních
součástí a spojení některých polotovarů. Pokud není součástí vrtačky i
zařízení na zarážení kolíků, musí se zarazit kolíky. Pomocí přípravků a
šablon se připevňuje kování. Montují se podsestavy např. zásuvky, dveře
rámové konstrukce, podnože apod.
- Montáž – korpusy skříní i jiného nábytku se montují v přípravcích, které pomáhají výrobek fixovat ve správném tvaru /pravé úhly atd./ Pokud je to možné, je výhodné rozdělit montáž na úkony, které se provádí na dopravníku, kolem kterého jsou umístěna jednotlivá montážní pracoviště. Pomáhá to odstranit zbytečnou manipulaci s velkými a těžkými kusy. Pokud vyrábíme demontovaný nábytek, je nutné provádět zkušební montáž tzn., z každé dávky je nutné smontovat a opět demontovat několik výrobků. Smontovaný nábytek se leští, kontroluje a balí do plastové folie, vlnité lepenky nebo kartonu.
5.4. Postup výroby nábytku z povrchově dokončených konstrukčních desek
Nejčastěji z laminovaných DTD, které se kombinují na předních plochách
např. s dvířky obalovanými folií nebo dokončenými krycím nátěrem.
Laminované desky se vyrábí olepením DTD laminátem, který je tvořen několika
vrstvami sulfitového papíru impregnovaného fenolformaldehydovou pryskyřicí.
Horní vrstvu laminátu tvoří dekorační papír, který se namáčí v melaminové
pryskyřici a vysouší se. Konečné vlastnosti získává laminát až při lisování,
kdy proběhne působením tepla chemická reakce , vrstvy papíru se slepí vzájemně
i s podkladem. Lisuje se při teplotě 130–150 °C a tlaku 1–1,5 MPa. Z důvodů
tvarové stability musí být olepeny vždy obě vrstvy DTD.
Postup výroby nábytku z laminovaných desek je velmi podobný postupu při
výrobě dýhovaného nábytku, řada operací však odpadá, především řezání na
hrubý rozměr a povrchová úprava dílců včetně broušení.
Dělení konstrukčních desek - na formátovacích pilách s přeřezávacími pilovými
kotouči. Ty jsou menšího průměru a opačného směru otáček s jemnějším ozubením.
Jsou umístěny na spodní straně řezu, protože laminované desky se na spodní
straně řezu štípou.
Konstrukční opracování
olepování hran – laminované desky mohou mít hrany dokončeny:
- olepovací páskou s povrchovou úpravou /na spodní straně může být opatřena tavným lepidlem/ dodává se v kotoučích. Tímto způsobem lze olepovat i tvarové hrany nebo obliny, /tato metoda se označuje jako softforming/ olepovačka hran musí být vybavena frézou, která vytváří tvar zaoblení na dílci a páska musí být k hrané přitiskována postupně systémem tvarových válečků.
- narážecí hranou /na tupo nebo na pero/ a drážku. Tyto hrany jsou plastové, mají větší tloušťku a mohou být zaoblené nebo tvarované. Výhodou je , že proti plochým páskám jsou méně křehké a neodlepují se, pokud se zvýší teplota nábytku /např. když je vystaveno slunečním paprskům nebo sálajícímu teplu radiátoru nebo trouby v kuchyňské lince/
-
masivním nákližkem – provádí se jako u dýhovaných dílců
Konstrukční obrábění – platí totéž jako u dýhování. Nástroje jsou speciální, při obrábění laminovaných desek se rychleji otupí a jejich křehký povrch se snadněji vyštipuje.
Oprava vad – je velmi obtížná, protože desky mají dokončenou povrchovou úpravu a škrábance nebo jiná poškození jsou na lesklé ploše velmi viditelné. Provádí se speciálními voskovými tmely.
Montáž – provádí se stejně jako u dýhovaného nábytku
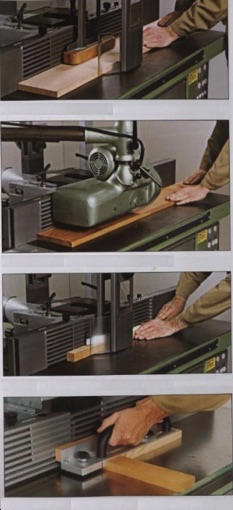
5.5. Postup výroby nábytku z masivního dřeva
Tento postup se používá při výrobě rámů, noh a lubů stolů, vlysů obložení, tvarových masivních lišt apod. Dílce mohou být povrchově upraveny. Materiálem je deskové řezivo vysušené na 6–10 % vlhkosti.
Řezání na hrubou délku a šířku – při řezání na hrubou délku se zároveň vymanipulují vady, pokud to charakter výrobku dovoluje, mohou se vlysy nastavovat klínovitými ozuby na tzv. nekonečný vlys. Provádí se na zkracovací pile. Řezání na hrubou šířku se provádí na vícekotoučových rozřezávacích pilách.
Rovinné frézování – provádí se na čtyřstranných frézkách, které umožňují jedním průchodem stroje vytvářet i obliny, drážky, polodrážky nebo tvarové profily. Pokud nemůžeme použít čtyřstrannou frézku, musí se nejprve srovnat jedna plocha a jedna hrana dílce na srovnávačce a potom frézovat zbývající plochy na tloušťkovačce.
Obr. 8

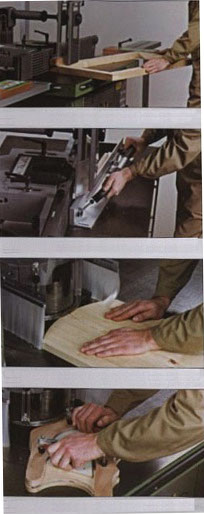
Tvarové obrábění
-
Frézování – zhotovování oblin, drážek nebo konstrukčních spojů / např,
čep a rozpor, pero a drážka, otvory pro spojovací lamely, rybinovité ozuby
nebo sdružené čepy/ Provádí se na spodních nebo horních frézkách.
-
Dlabání – konstrukčních spojů /např. čep a dlab/. Otvorů nepravidelného
tvaru např. pro zámky, kování apod. dlaby se zhotovují na vrtacích nebo
řetězových dlabačkách nebo ručně.
- Vrtání
Broušení
Nánášení nátěrových hmot
- moření, bělení
- nanášení nátěrové hmoty včetně mezibrusu
Montáž a balení
5.6. Vestavěné skříně
Do skupiny vestavěného nábytku patří vestavěné skříně, kuchyňský nábytek a některé doplňkové sortimenty např. věšákové stěny apod. Vestavěný nábytek je pevně spojen se stavbou a bez tohoto spojení nemůže plnit svou funkci. Vestavěné skříně, používá se i označení zabudované, slouží k ukládání předmětů. Jejich výhodou je dokonalejší využití prostoru, včetně míst pod stropem nebo špatně dostupných výklenků a rohů, které se využívají k ukládání sezónních předmětů. Jejich velký vnitřní objem umožňuje dodatečné přehledné rozčlenění podle charakteru ukládaných předmětů.
5.6.1. Způsoby spojení vestavěného nábytku se stavbou
Podle způsobu, jakým jsou spojeny se stavbou se dělí na:
-
vestavěné – jsou se stavbou spojeny oběma boky a zády. Vyplňují výklenky
ve stavbách.
-
přistavěné – jsou určeny pro využití rohů – se stavbou jsou spojeny zády
a jedním bokem.
-
volné /nástěnné/ - jsou spojeny se stavbou zády, nejčastěji z důvodu zpevnění
velké konstrukce korpusu, nebo jsou zavěšeny a umožňují využití prostoru
pod skříní /např. horní skříňky kuchyňských linek/.
- skříňově stěny – slouží k částečnému nebo úplnému rozdělování místností a zároveň k ukládání předmětů.Výhodou je snadná přestavitelnost takové příčky v případě měnících se potřeb využití daného prostoru a neomezené možnosti estetického ztvárnění příčky. Neúplné skříňové stěny oddělují prostor jen částečně /opticky/, úplné stěny jsou náhradou zděných nebo montovaných příček , jejich součástí jsou i dveře a jejich zvukově izolační vlastnosti musí být srovnatelné. Zvuková izolace závisí kromě hloubky stěny a druhu použitého materiálu také na druhu ukládaných předmětů /šatník plný kabátů nebo knihovna tlumí zvuk výrazně lépe než příborník/. Většinou je třeba přidávat izolační hmotu /např. minerální vlnu/ např. pod vrstvu krycích zad stěny nebo použít aglomerované desky větších tlouštěk. Stejně důležité je utěsnění konstrukce v místech styku se stěnami, podlahou a stropem např. vstřikovací pěnou nebo izolačními pěnovými nebo pryžovými páskami a lištami.
Vestavěné skříně mohou být i větrané, tato funkce je důležitá např. u
potravinových skříních v kuchyňských linkách. Větrání se provádí větracími
mřížkami ve zdi, u deštěných konstrukcí je třeba vyříznout otvor do boku
skříně. Ke spojení obou otvorů a jejich začištění se používají plastové
manžety.
Výhodou je, jsou-li skříně osvětlené zevnitř, musí však být použito osvětlení
určené k zabudování do nábytku, protože běžná svítidla nevyhovují požárním
předpisům.
Obr. 9
Obr. 10
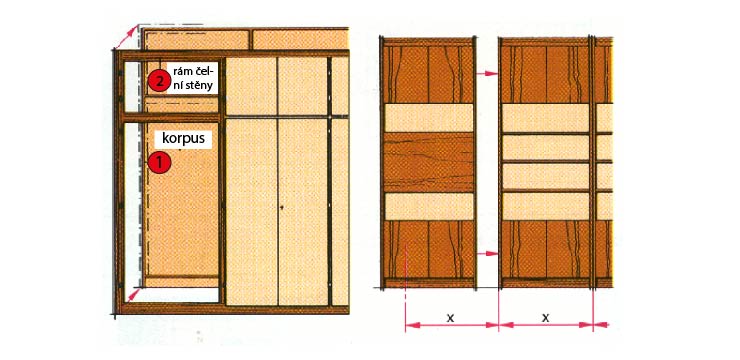
5.6.2. Konstrukce vestavěných skříní
Deštěné
Jejich konstrukce je zcela shodná s nevestavěnými skříněmi a pouze na styku se stavbou jsou nerovnosti kryty lištami nebo jsou tvořeny korpusem tj. boky, půdou dnem a zády a předním rámem, na kterém jsou upevněny dveře. Upevňovací rám může zároveň sloužit jako krycí lišta, nebo je samostatný, spojený pouze s korpusem skříně a krycí lišty jsou také samostatné. Rám je nezbytný např. u posuvných dveří. Korpusy jsou na stavbu dopravovány buď ve smontovaném stavu, v tom případě musí být na výšku dělené, aby bylo možné s nimi projít např. po schodišti, nebo demontované, což je častější případ.
Obr. 11
Spojení se stavbou:
Hotový korpus se vsune do výklenku a vymezí se jeho správná poloha /ve vodorovném i svislém směru/ výhodné jsou stavěcí nožičky nebo šrouby, méně pracné než stavěcí klíny. Se stavbou se spojují nejčastěji přes dřevěné špalíky pomocí vrutů a hmoždinek. Maximální šířka korpusu je dána druhem materiálu a max. povoleným prohýbáním dna,půdy a polic/ dna se nesmí prohýbat více než o 1 mm na 250 mm délky. Pro police z DTD tl. 18 mm tak např. nesmí být jejich délka větší než 1000 mm.
Výhody:
- deštěné skříně je možné vyrobit v dílně, podíl montáže na stavbě je vzhledem k celkové pracnosti malý, kvalita opracování je lepší než u nedeštěných konstrukcí.
- zdivo za skříní nemusí být upravené, vnitřek skříní je snadno čistitelný a hygienický
- dovnitř korpusů se snadněji upevňují prvky vnitřního vybavení např. šatní tyče, výsuvy zásuvek apod.
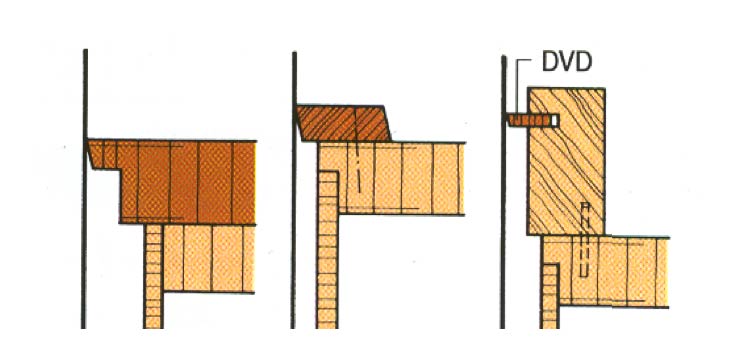
Obr. 12
Nedeštěné
Skříně nemají samostatný korpus, ale masivní konstrukci, která není samonosná, ale je spojena se stavbou a zároveň určuje způsob vnitřního členění skříně. Tato konstrukce je tvořena nejčastěji smrkovým rámem s příčkami, které nesou police nebo ostatní vnitřní vybavení skříně a je pevně spojena se zdivem nebo stropem a podlahou. Na tuto konstrukci je připevněn přední rám, který nese dveře. Zdivo je součástí vnitřního prostoru skříně, musí být proto omítnuté a povrchově upravené /nátěrem, tapetou/
Výhody:
- lepší využití vnitřního prostoru, který není zmenšen o tloušťku materiálu korpusu a odsazení od zdi 96
- menší spotřeba materiálu
- ve všech ostatních vlastnostech je lepší deštěná konstrukce
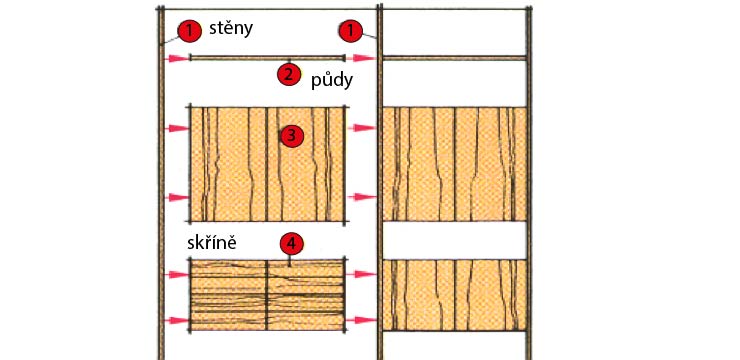
5.6.3. Vnitřní členění vestavěného nábytku
Racionální uspořádání předmětů podle jejich tvaru četnosti používání má
velký vliv na funkčnost vestavěných skříní. Při ukládání vycházíme z rozměrů
lidského těla.
Obr. 13
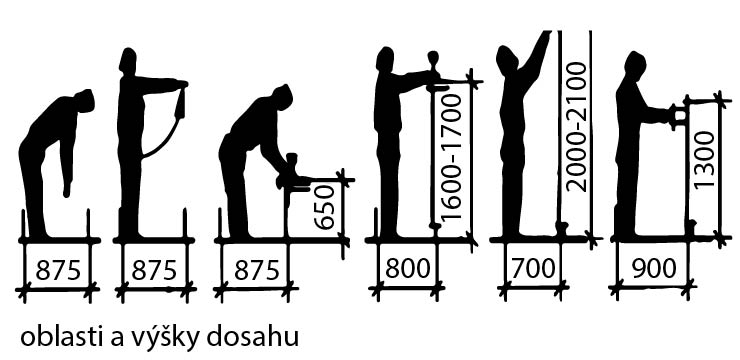
Ve výšce 650–1700 mm, která je nejpohodlněji dostupná, by měly být ukládány
často používané předměty. Výška nad 2100 mm je bez schůdků nebo žebříku
nedostupná a měly by v ní být ukládány např, sezónní věci nebo musí být
vybavena mechanizmy, které umožňují její snadnou dostupnost např. výklopnými
šatními tyčemi. Sortiment vnitřního vybavení je velmi široký od kovových
výsuvů polic, držáků, šatních tyčí nebo botníků přes dřevěné vnitřní vybavení
u luxusního nábytku až po systém drátěných košů a držáků např. pro hadice
vysavače, lahve apod.
Obr. 14 Rozdělení prostoru vestavné skříně

5.6.4. Výroba nedeštěných skříní
Materiály
Nosná konstrukce je nejčastěji vyrobena z hoblovaných smrkových hranolů vysušených na 6–10 % vlhkosti. Může být použit i nekonečný vlys. Pokud je skříň přistavěná, je k vnějšímu nosnému rámu připojen vnější obklad z materiálu odpovídajícího provedení předních dveří /nejčastěji laminovaná DTD/. Dveře včetně rámu mají téměř neomezené možnosti materiálů, konstrukce i spojení s rámem /viz. kapitola nábytek/
Výroba
- nosné konstrukce včetně předního rámu - viz výroba nábytku z masivního dřeva
- dveří, obkladových lišt případně bočního pláště – viz. výroba nábytku z laminovaných konstrukčních desek
Montáž na stavbě
Spojení je nejčastěji pomocí hmoždinek a vrutů, masivní konstrukce se montuje přímo na stěnu, boční nosná konstrukce se spojuje se stropem a podlahou kovovými úhelníky a hmoždinkami nebo rozpínacími šrouby. Dveře jsou osazeny závěsy z výroby, proto se pouze spojí s předním rámem. Na styku rámu se zdivem je nutné upevnit obkladové lišty a jejich tvar přizpůsobit nerovnostem stěn.
5.6.5. Výroba deštěných vestavěných skříní
Materiály
Korpusy se vyrábí z laminovaných nebo dýhovaných konstrukčních desek nejčastěji
tloušťky 18 mm. Kromě otevíravých dveří různé konstrukce mohou být použity
i posuvné dveře, skládací dveře nebo žaluzie. Dveře je možné vyrobit z
masivního dřeva, dýhovaných konstrukčních desek, laminovaných desek, výlisků
aglomerovaných materiálů olepených folií nebo mohou být použita zrcadla
nebo sklo.
Výroba
Viz postup výroby nábytku /podle druhu materiálu/.
Montáž na stavbě
Pokud jsou korpusy v demontovaném stavu, spojí se nejprve pomocí kolíků, vrutů nebo spojovacího kování, pokud jsou smontovány korpusy ve výrobě, jsou na výšku dělené a je nutno je spojit. Několik korpusů vedle sebe je také nutno sešroubovat. Smontované korpusy se usadí do určeného prostoru, nerovnosti podlahy se vyrovnávají stavitelnými nohami. V případě dělících stěn je třeba utěsnit spáry mezi korpusem a stěnami. Od stěn musí být korpusy vzdáleny min. 25 mm a tento prostor musí být odvětráván. Svislá poloha korpusu je proto vymezena masivními dřevěnými špalíky, přes které je korpus spojen se stěnou a zároveň se na něj může připevňovat vnější krycí lišta. Po připevnění korpusu se zavěsí buď přímo dveře, nebo se připevní přední rám a na něj dveře. Nakonec se stěny začistí lištou nebo obložkou.