Na zadýhovaných dílcích se mohou vyskytnout tyto závady:
-
slabé slepení:
- malý nános lepidla
- předčasné vytvrzování před vyvinutím dostatečného tlaku
- nedostatečné vytvrzení lepidla při nedodržení lisovací doby a nebo při příliš nízké lisovací teplotě, která neodpovídá určené lisovací době
- znečištění povrchu desek, před nánosem lepidla (špatná přilnavost)
-
puchýře
- místní rozlepení
- nerovnoměrný nános lepidla
- přílišná vlhkost podkladu (v lisu se pod dýhou tvoří pára)
-
pronikání lepidla dýhou
- příliš řídké lepidlo
- velký nános lepidla
-
slabé slepení rohů a okrajů
- zbroušení okrajů při řezu dílců
- malý nános lepidla na okraji
-
zálisky a prohlubeniny
- zalisované úlomky z dýh po předchozím lisování
- příliš tlustá lepící páska
-
barevné stopy po pásce
- v lepidle na pásce jsou přísady vyvolávající chem. reakci (když je vyrobeno z odpadu chromované kůže)
Pevnost lepeného spoje se hodnotí 5-ti stupni na základě tzv. dlátové zkoušky (plochým nožem, dlátem se snažíme odtrhovat dýhu v lepené spáře). Dobrý spoj musí vyhovovat minimálně 3. stupni, kdy nůž do spáry vniká obtížně, dýha se odlamuje v malých kouscích, přičemž v lepené spáře zůstávají z dýhy dřevní vlákna.
Přestože by bylo možné plně automatizovat u linky na dýhování KD místo odběru a ukládání dýhovaných KD, mnoho závodů dává přednost lidskému faktoru (pozor na používání rukavic kvůli nebezpečí popálenin), kdy člověk dokáže pohledem odhalit hned několik z následujících vad jakosti dýhování a včasným zastavením linky se tak zamezí možným dalším škodám.
7.1. Olepování bočních ploch
Obr. 1

Úprava bočních ploch rovných dílců – olepování dýhovými i plastovými pásky, masivními nákližky, úprava speciálními technologiemi.
Olepovací pásky plní 2 zákl. funkce:
technickou – chrání boční plochy proti poškození a vlhkosti
estetickou – na viditelné plochy výrobku
Olepování se může provádět několika způsoby:
- ručním nalepováním hranových pásků
- na stolových olepovacích přípravcích – na stojanových olepovačkách
- v turniketových olepovačkách
- na olepovacím stroji s automatickým posuvem s ořezáním délkového přesahu hranových pásků pilovými kotouči, který může být doplněn frézovacími jednotkami pro odstranění šířkového přesahu a brousícími jednotkami.
Obr. 2

Strojní olepovačka s automatickým posuvem s ořezáním délkového přesahu hranových pásků pilovými kotouči
Typy lepidel pro olepování
-
Disperzní PVAc
-
Tekutá – pro olepování ve stojanových a turniketových olepovačkách.
Tuhne ztrátou vody, při vyhřívaných turniketech rychleji. -
Tavná speciální – při použití pro olepování zaoblených a profilovaných
hran.
-
Tekutá – pro olepování ve stojanových a turniketových olepovačkách.
-
Tavná
- etylenvinilacetátová (EVAc) – klasická tavná lepidla pro průběžné olepovačky, tavení kolem 200 °C
- polyuretanová (PUR) – taví se v zásobníku kolem 120 °C
- polyesteterová (PES) – nános na hranové pásky z reaktoplastických fólií, laminátů nebo dýh
- ze sloučenin kys. akrylové a polyetylénu (nános na olepovací pásky z termoplastů i dýh)
Olepování hranovými pásky s nánosem tavného lepidla
Nalepují se na stolových nebo průběžných olepovačkách, které jsou vybaveny
zařízením pro převod horkého vzduchu nebo pro IČ ohřev, jimiž se lepidlo
aktivuje. V další části zařízení je páska přitlačená studenými válečky
a lepidlo tuhne.
Olepování na stojanových nebo turniketových olepovačkách
Je to diskontinuální olepování používané obvykle v malosériové výrobě
(malá produktivnost). PVAc lepidlo se nanese ručně nebo válečkem. Přiloží
se hranové pásky a dílce se vloží do olepovacího zařízení, obvykle s pneumatickým
přitlačováním přítlačných lišt na dobu k dosažení manipulační pevnosti.
Turniketová olepovačka má 8–12 otočných ramen, která se postupně zaplňují
a vyprazdňují. Místo přítlačné lišty může být tlak vyvozen pryžovou tlakovou
hadicí. Turniket může být vybaven krytem s infrazářiči.
Obr. 3

Olepování tavným EVAc lepidlem v automatických průběžných olepovačkách
Patří k technologicky nejnáročnějším operacím. Vysoké teploty a vysoké
rychlosti posuvu i složitost zařízení vyžadují přísné dodržování všech
technolog. podmínek. Lepidlo se taví v zásobníku stroje při teplotě kolem
200 °C. Lepidlová tavenina je vystavena stálým vysokým teplotám, které
mohou vést k tzv. termooxidačnímu defektu – tj. procesu, při němž se vlivem
vysoké teploty a působení vzdušného kyslíku zhoršují vlastnosti lepidla.
Tavenina silně tmavne, zhušťuje se a není-li dostatečně rychle odebírána,
lepidlo se postupně rozkládá a připaluje. Proto jsou tyto olepovačky vhodné
pouze pro velkosériovou výrobu se stálým přísunem olepovaných dílců. Jsou
oboustranné, jedna strana je nastavitelná na různé rozměry dílců. Každá
strana může pracovat samostatně.
Lepidlo se nanáší válečkem, který se otáčí v zásobníku. Ze zásobníku olepovacích pásků se automaticky vysunují hranové pásky a jsou přitlačovány válečky. Doba tuhnutí 1–5 s. Rychlost posuvu je 20–24 m/min. Dílce jsou uloženy na článkovém dopravníku s řetězovým pohonem, shora jsou přitlačovány vypouklými kolečky (přítlačnými kladkami). V olepovačce jsou zařazeny tyto pracovní jednotky:
- pil. kotouče pro odstranění délkového přesahu pásku
- frézovací jednotky pro odstranění šířkového přesahu pásku
- frézovací jednotky pro zaoblení hran
- brousící jednotky s brusnými pásy
Olepování nákližky
Masivní nákližky se lepí do bočních ploch i do ploch dílců zpravidla před
tloušťkovou egalizací prováděnou před dýhováním (nebo před broušením, neegalizijí-li
se dílce).
Účel lepení nákližků: estetický, pro zvýšení konstrukční nebo mechanické
pevnosti.
estetický účel – nákližky umožňují výtvarné zpracování hran, např. profilováním. Na tyto masivky se obvykle používá kvalitní listnaté, popř. cizokrajné dřevo rovnovlákné bez vad. U dražšího nábytku jsou nákližky ze stejného dřeva jako vrchní dýha na ploše a vyvolávají tak dojem nábytku z masivního dřeva. U levnějšího nábytku jsou nákližky ze dřeva, které je strukturou a barvou podobné vnějším dýhám, nebo jsou přimořené. Nejčastěji požívaný spoj jsou pero a drážka.
nákližky zvyšující konstrukční pevnost – umožňují konstrukční zpevnění v místech konstr. spojů, v místech upevňování kování, apod. Tyto nákližky jsou zpravidla neviditelné na výrobku a zhotovují se obvykle z jehl.nebo měkkého listnatého dřeva. Mohou probíhat po celé délce olepovaného dílce, nebo jen v místech, kde jsou potřebné.
nákližky zvyšující mechanickou pevnost – umožňují zvýšení mechanické odolnosti dílců při používání výrobku, zejména u stolových desek. Tyto nákližky se zhotovují z rovnovlákého tvrdého dřeva bez vad. Jsou celoobvodové a vrozích se spojují na pokos.
Pracovní zásady olepování bočních ploch masivky
- k výrobě nákližků se musí používat jen velmi kvalitní materiál bez suků a jiných vad, s rovnými vlákny, stejnoměrné hustoty
- nákližky se k hranám mohou připojovat různými spoji, vždy se však lepí (PVAc disperzním lepidlem)
- nákližky vkládané do hran dílců (jako pera) se mohou vlepovat současně s dýhováním ploch (využije se lisovací tlak)
- vlhkost nákližky nesmí být vyšší než vlhkost plošných dílců, jinak se vlivem seschnutí nákližků objeví po zadýhování opticky viditelný spoj mezi masivkem a dílcem
- po nalepení masivků musí být dílce dostatečně klimatizovány před dalším opracováním (24 hod pro vyrovnání vlhkosti a objemových změn v okolí lepené spáry).
Technologické podmínky pro lepení masivních nákližků
- vlhkost dílců 8±2 %
- vlhkost nákližků 8±2 %
- teplota dílců 18–20 °C
- nános lepidla 200–250 g/m2
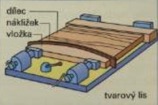
Olepování metodou POSTFORMING
Je to metoda dodatečného tvarování a olepování plochy a hrany dílce s
plynulým přechodem slepovacího materiálu z plochy kolem zaoblené hrany
až na spodní plochu. Při uplatnění této metody se používají materiály:
- podkladové – DTD z velmi jemných třísek a dokonale hladkou plochou, nebo MDF
- olepovací – tenké materiály tl. 0,35–0,7 mm, hlavně PES dekorační lamináty, melaminové fólie, mikrodýhy
- spojovací – lepidla dle typu olepovacího materiálu
U této metody se nejdříve povrchový materiál nalepí na plochu a potom je tvarován přes hranu. Tvarování může probíhat:
- v přípravcích s ruční obsluhou pomocí tvarových přítlačných lišt
- v průběžném zařízení – kontinuální linka vybavená ohřívacím zařízením, přítlačnými válečky a frézami. Rychlost posuvu závisí na povrchovém materiálu, profilu a druhu lepidla, je v rozsahu od 8–30 m/min.
Obr. 4
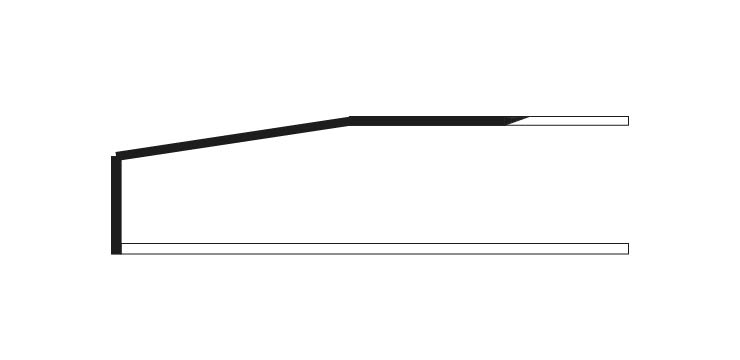
Olepování metodou SOFTFORMING
Používají se stejné materiály. Používá se na olepování tvarových hran
v průběžných olepovačkách dýhou nebo olepovací páskou. Olepovací materiály
jsou ve tvaru pásků s nánosem tavného lepidla na rubové straně. Mohou být
ze stejného materiálu jako olepovací materiál na ploše dílce. Na rozdíl
od metody Postforming není přechod olepovacího materiálu přes hranu plynulý,
je tam lepená spára.
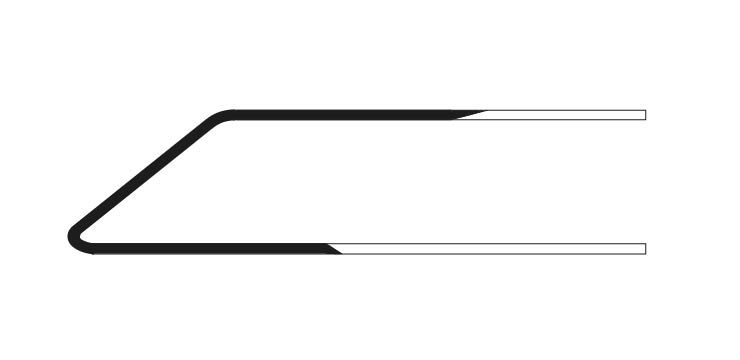
Příklady typu hran:
Obr. 5
 |
 |
 |
 |
Obr. 6
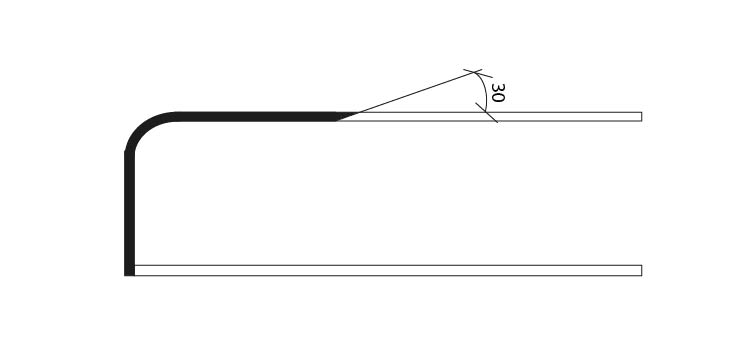
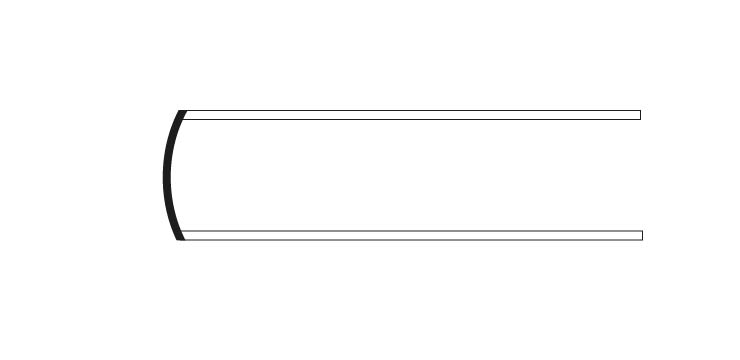
Olepování metodou GROOWING
Podstata spočívá v úpravě bočních ploch zahnutím okrajů dílců, přičemž
povrchový olepovací materiál plynule přechází z plochy na boční plochu,
popř. až na protější plochu. Docílíme tím optického dojmu větší tloušťky
desky. Takto se upravují hlavně boční plochy dílců z laminovaných DTD,
ale také dílce odýhované dýhami.
Dokončování hran narážecími plastovými hranami
Z estetického hlediska není vhodné kombinovat plastové hrany s přírodním dřevem, ale výhodou oproti olepovací pásce je menší křehkost a větší pružnost.
Dělí se na:
- narážecí hrany s perem
- ploché hrany různých profilů, které se pouze nalepují
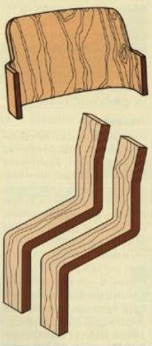
Zhuštěné vrstvené dřevo
Vláknité dřevo se vyrábí z pásků dýhy z měkkého dřeva o tloušťce i šířce
1,5 mm. Úzké proužky se slepí do svazku a pod vysokým tlakem se slisuji
do homogenních profilů. Tímto způsobem se mohou vyrábět trojrozměrné tvarované
předměty, jako např. opěradla židlí.