Většina v současnosti vyráběných nátěrových hmot může být nanášena různými způsoby:
-
Natírání NH
- štětcem ( nejstarší technika a stále nejrozšířenější)
- navalovacím válečkem
- nanášení rukavicí
- Máčení NH
- Polévání NH
- Bubnování
- Navalování NH
-
Stříkání NH
- pneumatické stříkání
- vysokotlaké stříkání
- nástřik teplé nátěrové hmoty
- elektrostatické stříkání
- Elektrochemické nanášení NH
- Clonování
- Polévání
- Máčení
- Elektrostatickým nanášením práškových NH
- Fluidní nanášení práškových NH
18.1. Nanášení štětcem
Štětec byl původně chomáč zvířecích chlupů spojených svázáním nebo slepením voskem či pryskyřicí. Později se tento chomáč přilepoval k dřevěnému držadlu. V současné době je na trhu téměř nepřeberné množství nejrůznějších štětců, díky čemuž mají řemeslníci značný výběr.
Štětce určené k natírání se převážně vyrábějí z prasečích štětin, nejčastěji z hřbetní části kůže. Vepřové štětiny bývají ve většině případů kombinovány se syntetickými vlákny. K nanášení NH používáme štětce:
- pěstní
- ploché
- zároháky
Při emailování používáme zásadně pěstní – podvázané štětce předem opracované při základních nátěrech.
Obr. 1 Podvázaný pěstní štětec
18.2. Nanášení nátěrových hmot štětcem je vhodné
- u členitých nebo zabudovaných konstrukcí ve stavebnictví
- pro nátěry nábytku
- při obnovování nátěru
- při základování – NH se dobře vetře do podkladu, čímž se zvýší přilnavost k podkladu
Tabulka 7.
|
Výhody použití štětců: |
Nevýhody použití štětců: |
|
– minimální ztráty NH – malá spotřeba ředidel – nízké pořizovací náklady – větší přilnavost k podkladu |
– malá výkonnost – vyšší nároky na zručnost pracovníka
|
18.3. Bubnování
Jde o průmyslovou techniku nanášení NH, která se používá k povrchové úpravě velkého množství drobných předmětů (např.: knoflíků, šroubů, hraček, sponek…).
Principem této techniky je obalení předmětů v barvě a odpaření většiny rozpouštědel z barvy za chodu zařízení, případně vysušení nátěru přímo v bubnu.
Postup při bubnování:
- naplnění bubnu odváženým množstvím drobných předmětů
- nalití odměřeného množství NH
- rotace bubnu až do slabé lepivosti nátěru na předmětech
- vyprázdnění bubnu a rozložení předmětů na síto
- zasychání a vypalování nátěru
Tabulka 8.
|
Výhody bubnování: |
Nevýhody bubnování: |
|
– vysoká produktivita práce – nižší pracnost – úspora NH |
– omezené tvary a velikosti předmětů |
18.4. Nanášení válečkem
Váleček využíváme při nanášení nátěrových hmot na velké, hladké plochy ( např. při natírání plochých střech, stěn, omítek, vrat, ale i pletiva hustých mříží.
Technika spočívá v navalování NH na plochu pod malým tlakem. Navalovací válečky bývají součástí tzv. válečkovacích souprav, jejichž obsah tvoří samotný váleček s vidlicí a odkapávací mřížka.
Tabulka 9.
|
Výhody: |
Nevýhody nanášení válečkem: |
|
– vysoká produktivita práce – úspora NH |
– nelze natírat profilované podklady – problematické čištění a ošetřování válečku |
18.5. Nanášení stříkáním
Princip nanášení nátěrů stříkáním spočívá v tom, že nátěrová hmota upravená na vhodnou konzistenci je ze stříkacího zařízení rozprašována na předmět. Po dopadu se drobné kapičky slévají v souvislý nátěrový film. Aplikace nátěrových hmot stříkáním bude probrána samostatně v Technologii III.
Tabulka 10.
|
Výhody nanášení stříkáním: |
Nevýhody nanášení stříkáním: |
|
– je dosahováno nátěru stejnoměrné tloušťky – rychlejší práce, větší výkon, menší fyzická námaha – úspora místa a času potřebného ke schnutí výrobků
|
– vysoké ztráty nátěrových hmot u pneumatického stříkání na výrobky složitých tvarů a malých rozměrů — postřik činí 25 až 80 %. – vyšší spotřeba ředidel k úpravě nátěrových hmot – velké finanční náklady na zařízení stříkáren |
18.6. Nanášení nátěrové hmoty máčením
Technika máčením se používá pro základní nebo podkladové nátěry radiátorů, zárubní, mříží, okenních křídel, rámů …
Máčecí vany jsou osazeny čerpadly, která zajišťují promíchávání lázně a zabraňují tak sedimentaci nátěrové hmoty. Vany je možné doplnit odkapávacími zónami, vytěkacími tunely, suškami a dopravními systémy.
V procesu máčení je možné nastavit automatický cyklus míchání a individuálně stanovit dobu technologické prodlevy a dobu míchání.
Předmět určený k nátěru se ponoří do NH, po vytažení se nechá přebytečná barva okapat, nátěr se nechá uschnout, případně se vypálí.
Obr. 2 Princip nanášení NH máčením
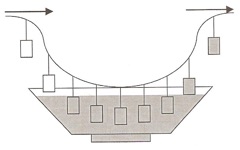
- zásobník NH
- dopravní zařízení
- předmět bez nanesené nátěrové hmoty
- předmět s nanesenou nátěrovou hmotou
Tabulka 11.
|
Výhody nanášení NH máčením: |
Nevýhody nanášení NH máčením: |
|
– jednoduchý princip – velká produktivita práce
|
– máčené předměty musí být absolutně čisté – usazování pigmentů |
18.7. Nanášení nátěrové hmoty clonováním
Clonování je průmyslová technika, vhodná na nanášení NH. na rovné předměty. Principem je vytvoření souvislé clony nátěrové hmoty, kterou prochází upravovaný dílec.
Tabulka 12.
|
Výhody nanášení NH clonováním: |
Nevýhody nanášení NH clonováním: |
|
– nízké ztrátyNH – stejnoměrný nános NH
|
– omezené tvary předmětů – velké nároky na kvalitu a čistotu NH |
18.8. Navalování nátěrových hmot
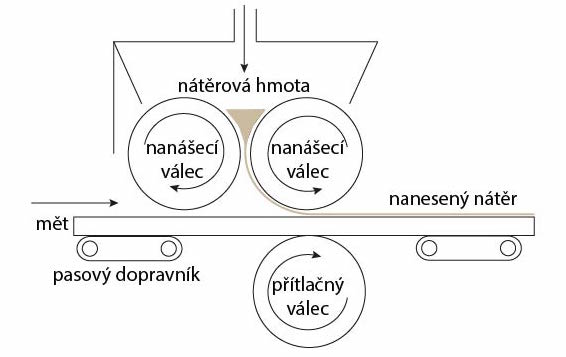
Podstatou navalování je naválení nátěrové hmoty soustavou tří a více válců na předmět, který je přinášen a odsouván transportním zařízením. Navalování se používá při povrchové úpravě plošných výrobků jako jsou například plechy, dřevovláknité a dřevotřískové desky, linolea apod.
Obr. 3 Schéma navalovacího stroje
Tabulka 13.
|
Výhody navalování NH: |
Nevýhody navalování NH: |
|
– vysoká produktivity práce – malé ztráty NH
|
– nákladné zařízení – nutno použít speciální NH |
Kontrolní otázky:
- Popište nanášení nátěrových hmot štětcem a zdůrazněte výhody a nevýhody.
- Popište nanášení nátěrových hmot navalováním.
- Popište nanášení nátěrových hmot máčením.