Svařováním rozumíme spojování dvou kovových částí za tepla, které umožní vytvořit v místě svaru slitím stejnorodou hmotu. Svařované konstrukce a části strojů (= svorky) nahrazují odlitky a výkovky.
5.1. Rozdělení svařování
Svařování, při němž se kov na styčných plochách spojovaných částí taví, mísí v tavné lázni, tuhne a po ochlazení vytvoří svárový spoj, nazýváme svařování tavné.
Svařování, při němž se kov ohřívá na teplotu, za které se stává tvárným natolik, aby se působením tlaku umožnilo jeho přetvoření a vzájemná difuse (vytvoření svarového spoje), nazýváme svařování tvárné.
Podle druhu energie, které použijeme k ohřevu, dělíme svařování na:
-
svařování elektrické
-
svařování plamenem
-
svařování kovářské
-
svařování termitové
5.2. Technika svařování
Svařovat lze dvojím způsobem – doleva nebo doprava, podle směru, jímž se pohybuje hořák podél osy svaru. Při obou způsobech drží svářeč hořák v pravé ruce a přídavný drát má v levé ruce. Tento drát je skloněn 45° na opačnou stranu než nástavec hořáku. Aby se roztavený přídavný drát neokysličoval, je ponořen do svařovací lázně. Redukční pásmo plamene chrání taveninu proti okysličení a ohřívá konec přídavného drátu. Drát se taví v tavenině vlivem její teploty a svařovacího plamene.
Svařování doleva je naznačeno na obr. 8
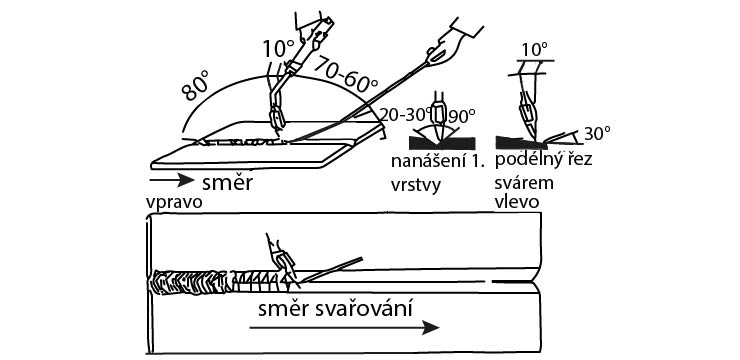
Určený pracovník vede přídavný drát na levé straně před hořákem. Hořák ohřívá celý výřez a taví drát. Žlábek musí být dost široký, aby se plamen dostal až na kořen svaru. Nejprve se roztavuje materiál součástí, a to tím, že hořákem mírně obloukovitě kýveme a potom se do lázně namočí drát. Pro svařování částí větší tloušťky se tento způsob nehodí, protože se nevyužije tepla plamene. Přitom je nutno pohybovat hořákem ještě nahoru a dolů a tím vznikají nechráněná místa, která se okysličují.
Svařování doprava
Rozeznáváme dva způsoby svařování doprava. Při starším způsobu se plamen nerozbíhal a žlábek nebyl tak široký, protože do něj plamen lépe vnikal. V dnešní době se svařuje tak, že se žlábek dělá velmi úzký (60°) a hořákem se pohybuje jen přímočaře. Žlábek se zaplňuje jen za příčných pohybů přídavného drátu. Plamen natavuje horní okraje.
Obr. 9
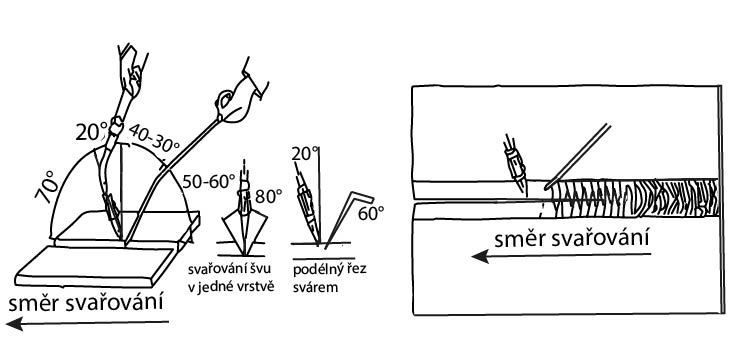
Svařování doprava se podobá svařování hořákem se dvěma plameny. Výhody svařování doprava:
-
je rychlejší a lépe se využije tepla
-
redukční plamen chrání lépe svar
-
žlábek může být užší, takže spotřebuje méně přídavného kovu
na lázeň je dobře vidět
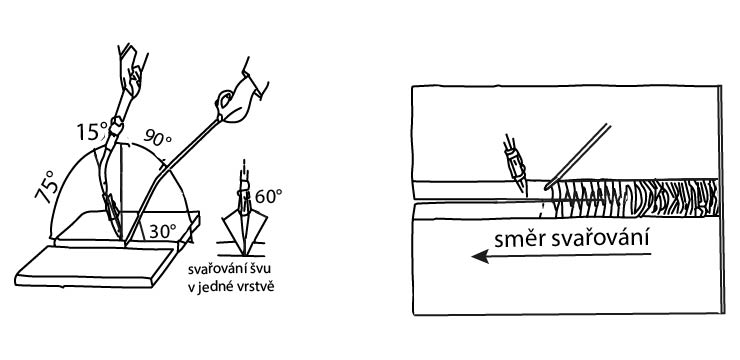
Jiný způsob svařování doprava
Nevýhody tohoto způsobu:
-
nehodí se pro tenké plechy
-
svar má hrubší povrch
Obr. 10
Svařování svislé svary doprava je obtížné. Musí se svařovat shora dolů, plamen je obrácen nahoru a udržuje tekutý kov nahoře; to vyžaduje mimořádnou dovednost. Snazší je zde svařování dopředu, při němž se začíná zdola a přikapává shora. Také pro svařování nad hlavou je svařování doleva pohodlnější.
Při svařování je důležité, aby svářeč neohříval
plamenem jen jedno místo, poněvadž by se tam kov přehřál
nebo dokonce spálil, aby se hořákem nevracel při ohřívání
zpět. Proto jsou vyzkoušeny různé směry jak pohybovat hořákem,
popř. drátem.
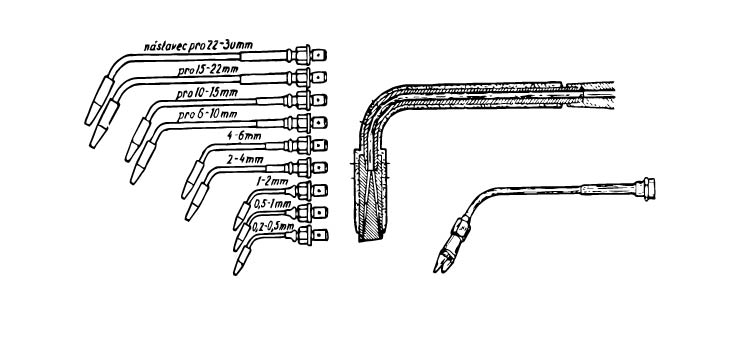
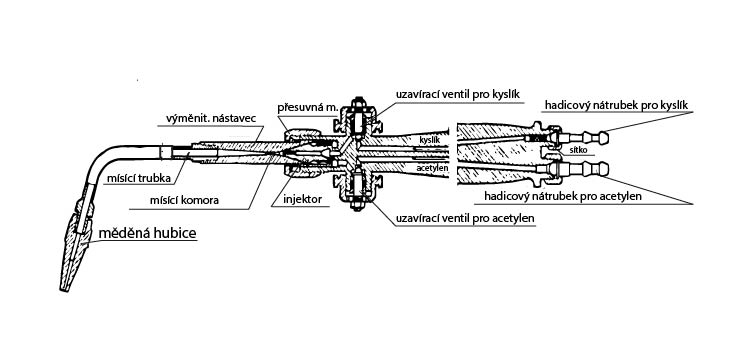
Ukázka nízkotlakého hořáku obr. 11
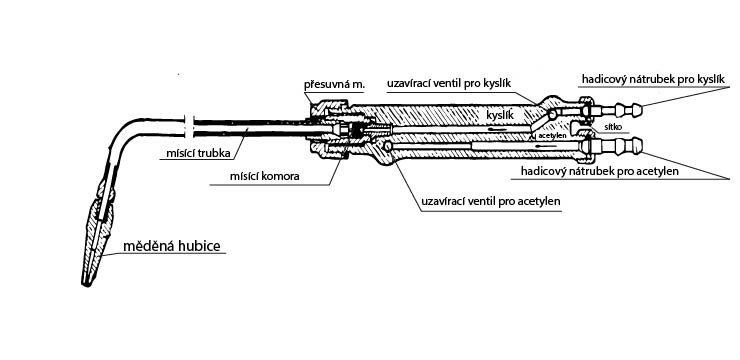
Ukázka vysokotlakého hořáku obr. 12
Sada nástavců obr. 13