6Rotační natavování
Rotační natavování (obr. 67), rotační spékání, rotomolding nebo rotational molding je technologie tváření plastů vhodná pro výrobu dutých výrobků (obr. 68, 69). Forma je rozdělena na dvě, nebo více částí. Prášek, plastové mikrogranule, nebo polymerní kapalina se vloží do formy, poté co se forma zahřívá v peci (teplota povrchu formy asi 200 °C), přitom se forma otáčí okolo dvou os tak, aby se plast, který se mění na kapalinu, usadil na stěnách formy. Následně se forma ochladí a otevře a hotový díl je vyjmut.
Technologií rotačním spékáním práškových polymerů se zhotovují duté výrobky od objemu několika litrů až po několika set litrové díly.
Nejvýznamnější výrobky:
- Vodní, olejové a palivové nádrže velikosti až několika tisíc litrů.
- Rekreační zboží – kajaky, loďky, hračky, skluzavky, houpačky.
- Předměty pro zahrady – kořenáče, ozdobné prvky, studny.
- Části automobilů – střechy, podběhy, ovládací panely, atd.
V posledních letech lze pozorovat rostoucí zájem o rotační natavování na trhu zpracování plastů. Stále více a více zpracovatelů plastů se rozhoduje implementovat tuto technologii.
Proces výroby lze rozdělit do čtyř fází (obr. 66):
- Plnění formy plastem.
- Ohřev v peci za rotace.
- Ochlazení, většinou stále za rotace.
- Vyjmutí výrobku.
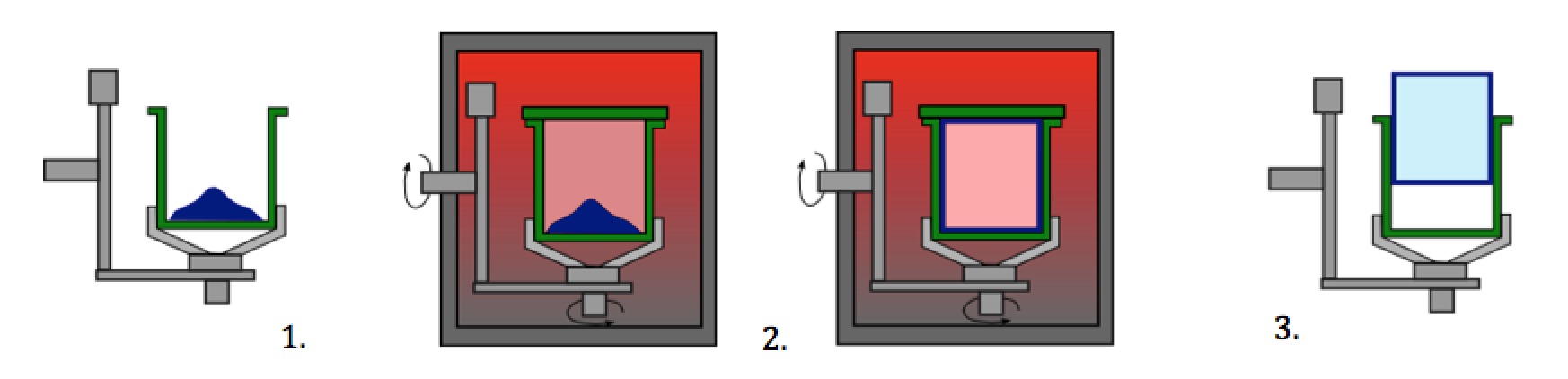
Obr. 66: Proces technologie rotačního natavování. 1 – plnění formy, 2 – ohřev, 3 – ochlazení a vyjmutí výrobku.

Obr. 67: Výrobní zařízení pro rotační natavování. [10]
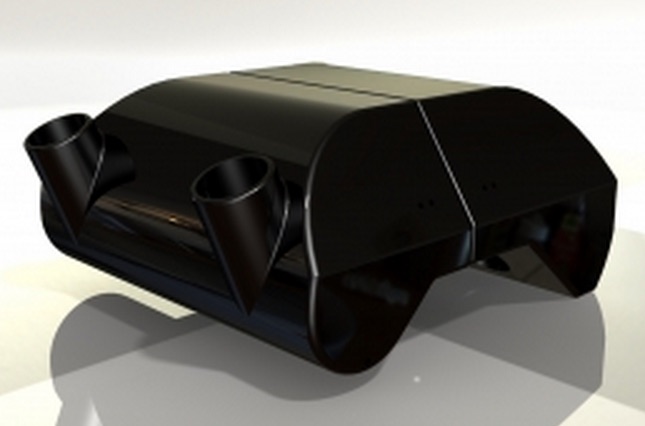

Obr. 68: Výrobky zhotovené technologií rotačního natavování. Nádrž – vlevo, plovák – vpravo. [10]


Obr. 69: Výrobky zhotovené technologií rotačního natavování. Odpadkové koše. [10]
Výhody rotačního natavování:
- Žádné tlaky – nízké náklady na formy.
- Možnost vytvoření dílů velkých rozměrů a složitých tvarů.
- Snadná výroba s lisovacími vložkami.
- Ziskové i pro malé série.
- Lze rychle měnit formy.
- Lze rychle měnit barvy.
Nevýhody:
- Malosériová výroba.
- Dlouhý výrobní cyklus.
- Kvalita finálních výrobků závisí na práci operátora.
- Nepřesnost rozměrů.
- Omezené možnosti volby materiálu.