19Recyklace, linky na recyklaci
Recyklace plastů je proces renovace zbytkových nebo odpadních plastů. Polymerní materiály mají různé vlastnosti, výrobky jsou zhotoveny různými technologiemi, a proto se liší i uspořádání recyklačních linek.
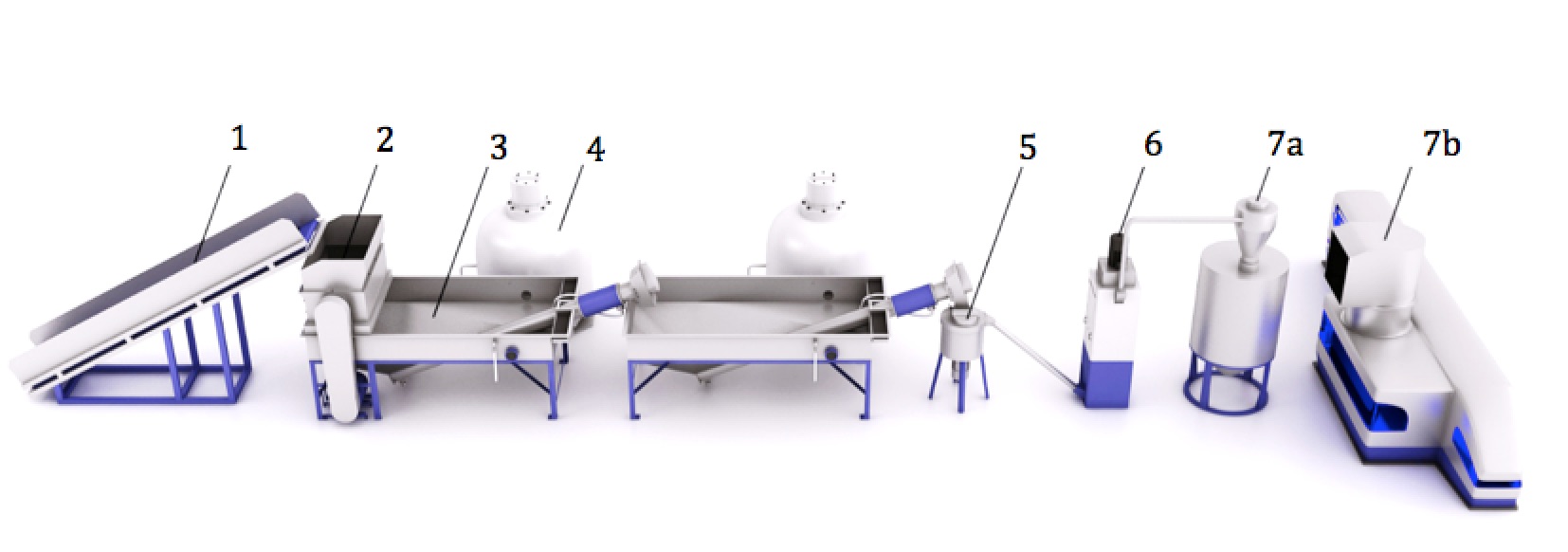
Z důvodu častého znečištění PE fólií je nutno do linky zařadit sekci na čištění. Sestava celé recyklační linky pro PE fólie je uvedena na obr. 146.

Obr. 146: Linka na mletí, praní a sušení PE fóliových materiálů. 1 – dopravníkový pás, 2 – nožový mlýn, 3 – sedimentační vana s česly, 4 – čistička – filtrace na vody s chemickou úpravou, 5 – předávací odvodňovací šnek, 6 – ždímací šnek, 7a – aglomerátor + silo, 7b – regranulační linka. [29]
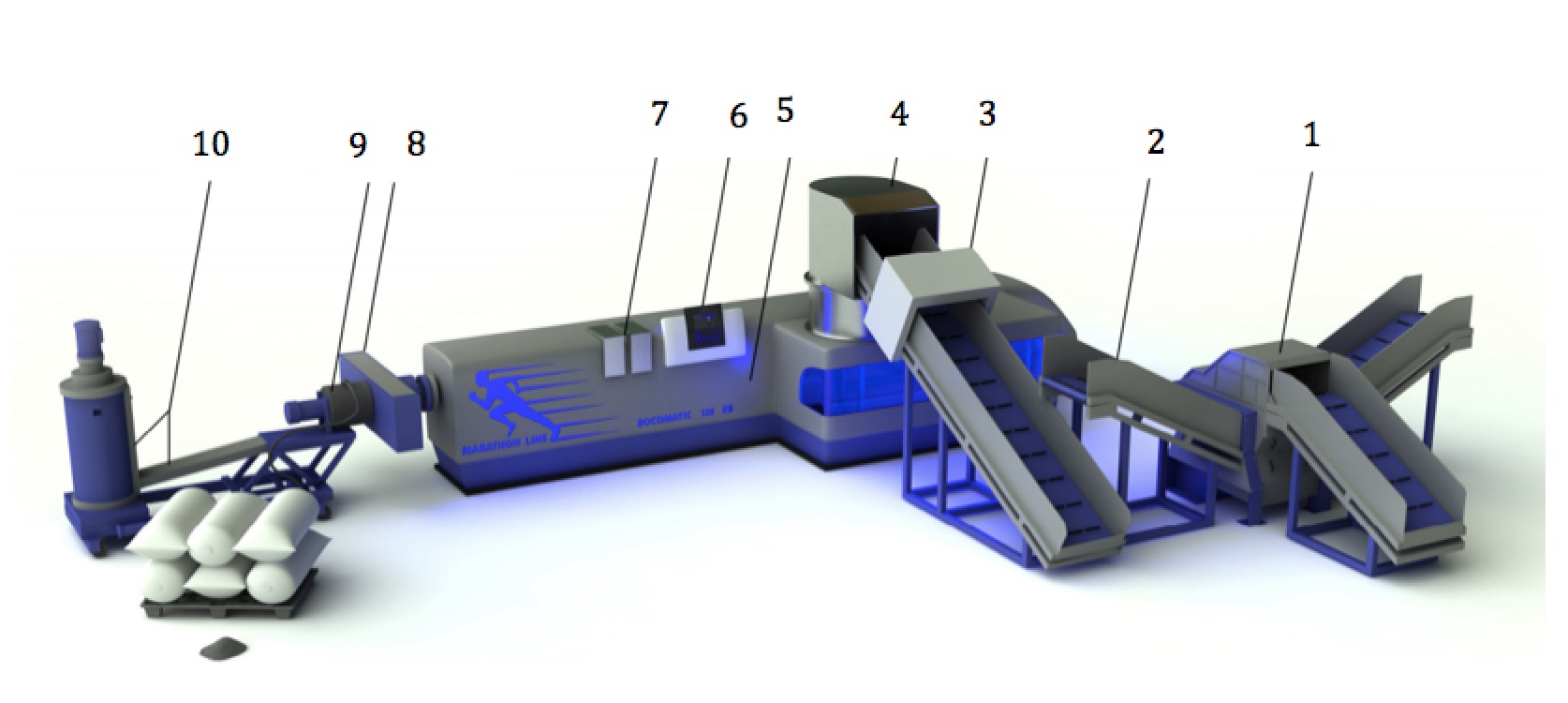
Výrobní linka na mletí, praní a sušení PET lahví je vhodným doplňkem pro recyklaci odpadů, především tedy PET lahví (obr. 147).
Jako vstupní materiál slouží PET láhve, zmetky z výroby lahví a jejich směsi, mletý odpad z výroby fólií a vázacích pásků, podrcené výseky z výroby, mleté zmetkové předlisky atd. Materiál se bez předsušení dodává do mlýna. Následuje sedimentační vana, drcený PET klesá ke dnu a materiál víček PP plave na povrchu vodní hladiny. Šnek odebírá pouze PET a ten je následně odstředěn a předán k dalšímu zpracování.
Obr. 147: Linka na mletí, praní a sušení PET lahví. 1 – dopravníkový pás, 2 – nožový mlýn, 3 – Sedimentační vana se šnekovým vyprazdňováním PETu, 4 – čistička, filtrace na vody s chemickou úpravou, 5 – nízkootáčková bubnová odstředivka pro hrubé odstranění vody, 6 – dosoušecí odstředivka, 7a – silo, 7b – regranulační linka. [29]
Pro zpracování druhotné PET suroviny přímo na PET fólie, nebo PET vlákna se již řadu let úspěšně používá tzv. „in – line“ metoda, při níž jsou příslušná navazující zařízení připojena přímo za extruzní systém. Tak je možno přímo a bez regranulace vyrábět hluboko tažené fólie, textilní vlákna, obalové pásky a jiné výrobky. To snižuje náklady na logistiku a celkové výrobní náklady a tím zvyšuje tvorbu přidané hodnoty ve výrobním procesu.
Při zpracování čistého technologického odpadu je vhodné využít regranulační linku (obr. 148). Regranulát se lépe, než pouhá drť, mísí s panenským materiálem a při výrobě je proces stabilnější.
Obr. 148: Regranulační peletizační linka. 1 – drtič, 2 – pásový dopravník, 3 – magnetický indikátor kovů, 4 – mixer, 5 – vytlačovací stroj, 6 – ovládací panel, 7 – evakuační zóna odplynění, 8 – filtr taveniny, 9 – vertikální vodokružní řezací peletizační systém, 10 – vodní žlab a systém odstředění vody. [29]