12 Upínání vstřikovacích forem na vstřikovací stroj
Obsah kapitoly
- 12.1 Mechanický způsob upínání vstřikovacích forem
- 12.2 Hydraulický způsob upínání vstřikovacích forem
- 12.3 Magnetické upínání vstřikovacích forem
V současné době se používají ve většině případů tři základní typy upínání vstřikovacích forem ke vstřikovacímu stroji:
- Mechanicky.
- Hydraulicky.
- Magneticky.
12.1 Mechanický způsob upínání vstřikovacích forem
Z hlediska požadavků na strojní vybavení se jedná o nejjednodušší způsob upnutí vstřikovací formy. Nevýhodou může být v některých případech časová náročnost operace upnutí formy. Proto její použití je efektivní v případě dlouhodobého nasazení vstřikovací formy na jednom vstřikovacím lisu. K vytvoření mechanického spojení mezi formou a strojem se zpravidla používají:
- Šrouby – na upínací desce vstřikovací formy jsou vytvořeny otvory v rozteči, která odpovídá rozteči závitových otvorů na pevné a pohyblivé upínací desce vstřikolisu (např. obr. 6.6). Použitím příslušných šroubů je dosaženo mechanické vazby.
- Šrouby s upínkami – princip upínání je vyobrazen na obr. 12.1. Využívá šroubu zašroubovaného do upínací desky, prostoru vytvořeného pro umístění upínky na upínací desku a případně podpěry, která kompenzuje výšku upínací desky vstřikovací formy. Každá upínka je dimenzována na určité zatížení. Proto je nutné zohlednit tento fakt při volbě typu a počtu upínek nutných k upnutí příslušné vstřikovací formy. Stejně tak je velmi důležité zohlednit fakt, zdali pro umístění upínky bude dostatečný prostor po vložení vstřikovací formy mezi upínací desky vstřikovacího stroje.
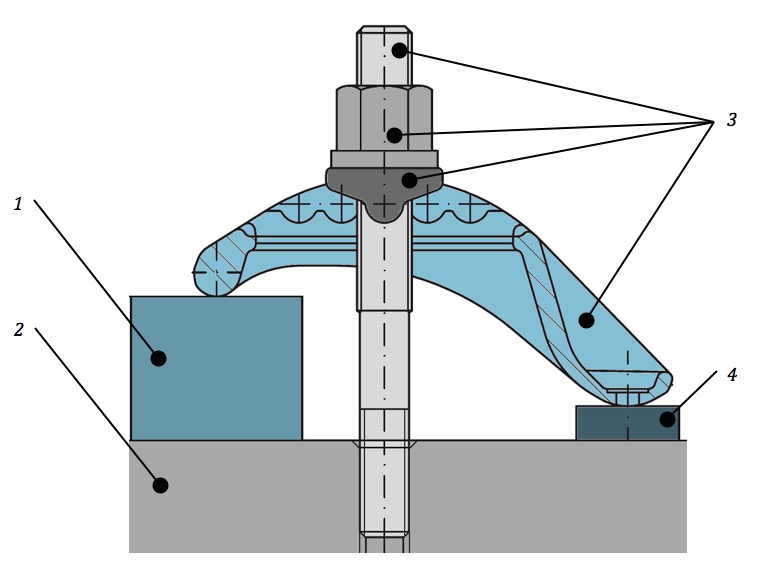
Obr. 12.1: Princip funkce upínky
1 – upínací deska vstřikovací formy, 2 – upínací deska vstřikovacího stroje, 3 – upínka, 4 –podpěra
- Bajonetový mechanismus – obvykle se skládá ze speciálně osazeného kroužku a pákového způsobu upínání. Pákou se vytvoří prostřednictvím tohoto mechanismu mechanická vazba mezi vstřikovací formou a strojem viz obr. 12.2. Obvykle se jedná o celou sestavu, která se upne na upínací desky vstřikovacího stroje a až na tuto mezisestavu se upínají vstřikovací formy. Výhodou je kratší doba trvání upnutí vstřikovací formy. Nevýhoda spočívá v omezeném spektru vstřikovacích forem, pro které lze tento systém použít. Jedná se o formy s požadovanou uzavírací silou do 250 kN.
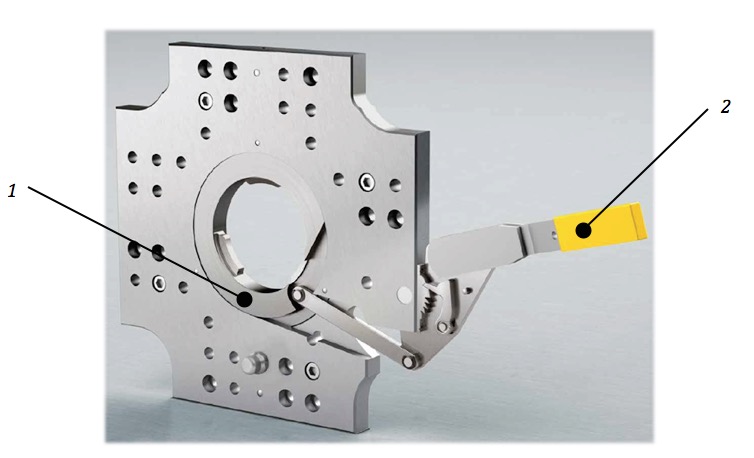
Obr. 12.2: Bajonetový způsob upínání vstřikovacích forem
1 – speciální osazený kroužek, 2 – ovládací páka upínacího mechanismu
Zpět na začátek
12.2 Hydraulický způsob upínání vstřikovacích forem
Tento způsob upínání je realizován pomocí hydraulických klínů či jiných hydraulických prvků (viz obr. 12.3).
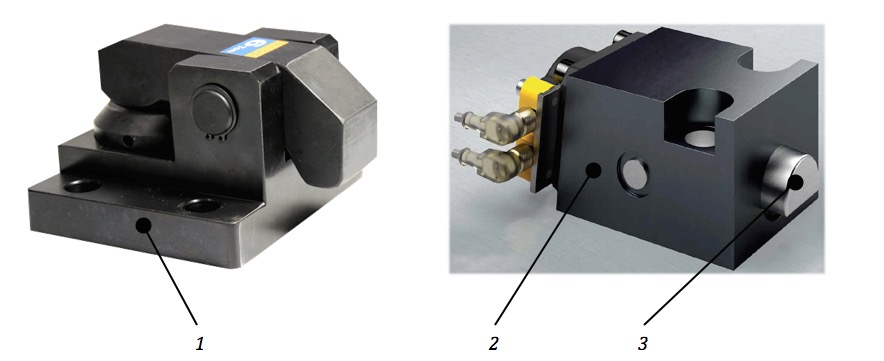
Obr. 12.3: Hydraulický způsob upínání vstřikovacích forem
1 – hydraulická páková upínka, 2 – hydraulický klín, 3 – vyjížděcí hydraulicky ovládaný klín
Tyto jsou obvykle pomocí šroubů připojeny na upínací desky vstřikovacího stroje a příslušný akční člen upínacího prvku vytvoří mechanickou vazbu mezi vstřikovací formou a vstřikolisem. Z bezpečnostních důvodů jsou tyto hydraulické prvky navrženy tak, aby upnutí bylo realizováno v beztlakém stavu a naopak k odepnutí bylo zapotřebí vyvinout určitý tlak. Pokud by tomu bylo naopak, hrozilo by při výpadku tlaku média odepnutí formy během provozu, což by představovalo značené riziko nejen s ohledem na případné poškození formy a stroje, ale zejména s ohledem na obsluhu vstřikolisu.
Zpět na začátek12.3 Magnetické upínání vstřikovacích forem
Spojení mezi vstřikovací formou a vstřikovacím strojem je realizováno pomocí magnetických sil vyvinutých mezi upínací deskou vstřikovací formy a magnetickou deskou, která je upnuta na upínací desce vstřikolisu. Magnetická deska se během provozu chová jako trvalý magnet. K odepnutí formy je zapotřebí přivedení elektrického proudu, který magnetické pole neguje a formu je možné ze stroje sejmout. Opět se jedná o bezpečnostní opatření, jelikož v opačném případě by mohlo dojít při výpadku elektrického napětí k nechtěnému a nežádoucímu odepnutí vstřikovací formy. Tento způsob upnutí se používá u forem s požadovanou uzavírací silou nad 3000 kN. Příklad magnetické desky upnuté na vstřikovacím stroji je znázorněn na obr. 12.4. Správné funkce tohoto upínacího systému je dosaženo pouze při kvalitní údržbě upínacích ploch, které musí být stále čisté a rovné. Výhodou je rychlost provedení upnutí formy, která je nesrovnatelně vyšší např. v porovnání s upínáním forem pomocí šroubů. Magnetické upínání ovšem vyžaduje velmi drahé strojní dovybavení v podobě magnetických desek a proto je nutné pečlivě zvážit, zdali se tato investice vyplatí a nepromítne se negativně do ceny vstřikovaných dílů.
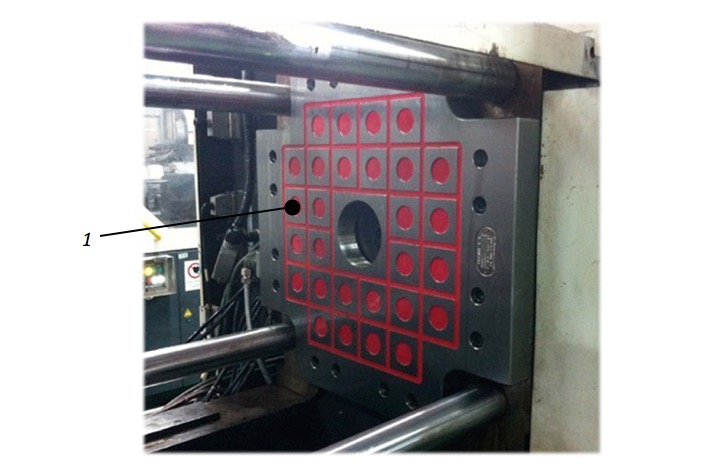
Obr. 12.4: Magnetický způsob upínání vstřikovacích forem
1 – magnetická deska